
一种取代弹弓顶杆的机械顶出结构
2021-11-02 03:32程良宝唐海茂
模具制造 2021年9期
程良宝,唐海茂
(东风延锋(十堰)汽车饰件系统有限公司,湖北十堰 442012)
1 引言
汽车饰件中很多零件在狭小空间中存在小倒扣,塑件成型时一般采用弹弓顶杆来实现倒扣的脱模,如图1所示。这种弹弓顶杆多采用弹簧钢材料,利用其弹性在塑件被顶出时自动弹离倒扣。合模时利用弹弓顶杆与模体上的斜面配合将顶杆压回原位。
弹弓顶杆不足之处是不好加工、顶出力较大、弹弓顶杆与模体直接磨损严重,后期模具维护成本高。为优化模具结构,避免了弹弓顶杆的不足,本文详细介绍了一种机械顶出机构的设计以及在中控面板模具上的应用。
2 塑件结构分析
图1 为B19 中控面板塑件,材料为PC/ABS,背面有很多卡扣孔,倒扣量为1.2mm。图1b卡扣孔所在位置空间狭小,无法使用滑块和斜顶出模,通过发明的机械顶出结构来实现倒扣的脱模。
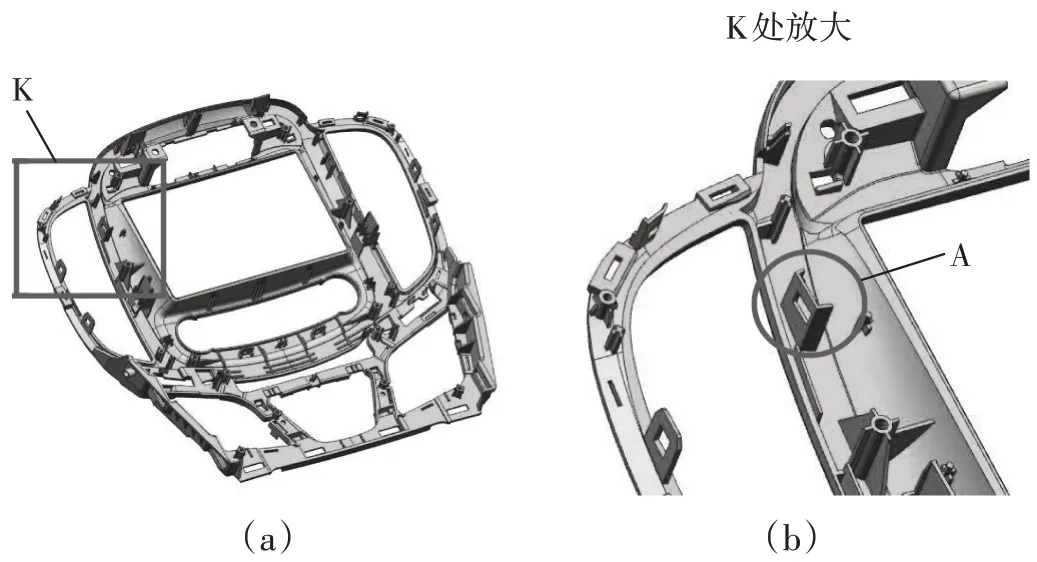
图1 塑件倒扣结构
3 机械顶出结构设计
该机构由中段避空直顶杆、镶块、滑座结构组成,如图2 所示,其工作过程如下:在塑件顶出时,直顶杆向上顶出,当到达指定距离时,直顶杆的避空斜面与镶块的斜面接触,如图3所示。

图2 机械顶出结构
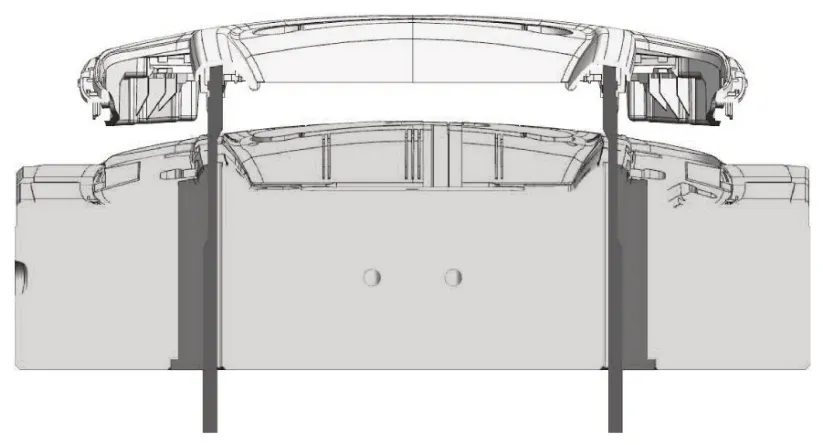
图3 顶出——直顶杆的避空斜面与镶块贴合
直顶杆继续向上顶出时,镶块的斜面“压迫”直顶杆,使直顶杆向远离镶块方向移动,直顶杆脱离塑件上的倒扣(见图4、图5)。该塑件倒扣量为1.2mm,直顶杆脱出距离为3mm,满足要求。直顶杆脱离倒扣后,取出塑件。
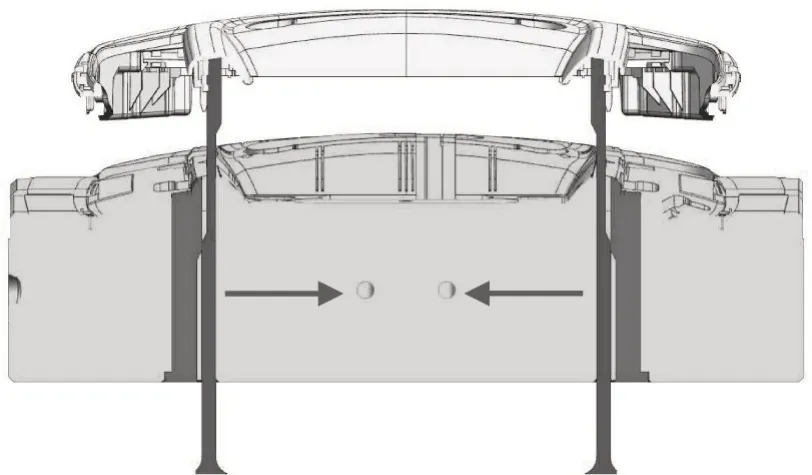
图4 直顶杆远离镶块方向移动
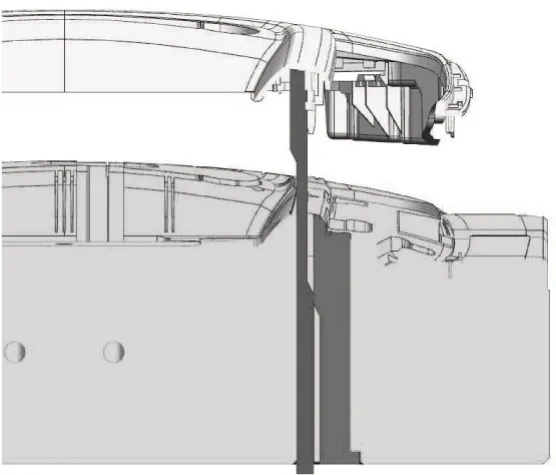
图5 直顶杆脱离倒扣
直顶杆底部通过销钉与滑座联接(见图6),当直顶杆受到镶块“压迫”远离镶块时,直顶杆可通过销钉在滑槽内滑动,这就避免了直顶杆受“压迫”而变形。
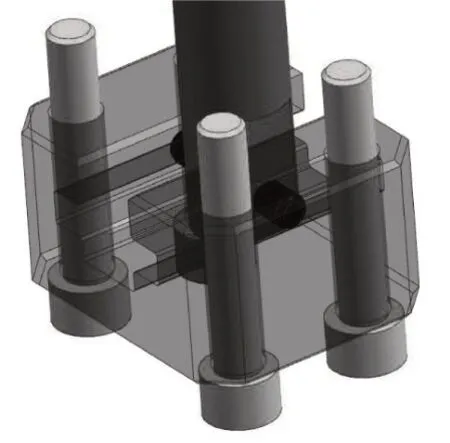
图6 直顶杆与滑座联接
取出塑件后,模具合模时,直顶杆向下退回,模体“压迫”直顶杆,使直顶杆向镶块方向运动(与顶出时运动方向相反),直至直顶杆退回到位,然后进入下一生产循环。
4 总结
采用机械顶出机构(包括中段避空的直顶杆、镶块、滑座),可以达到弹弓顶杆顶出的效果,提升了模具稳定性和可靠性,而且降低了模具制造成本。模具制造完成后,经多次调试以及模具验收后回厂生产验证。该机构效果可靠、运行稳定,可以推广应用到所有狭小空间中小倒扣塑件的脱模。
猜你喜欢
电子元器件与信息技术(2022年5期)2022-07-09
模具制造(2022年2期)2022-03-25
模具制造(2021年8期)2021-10-20
锻造与冲压(2021年18期)2021-09-26
模具制造(2020年6期)2020-08-03
锻造与冲压(2020年13期)2020-07-09
农业装备技术(2020年3期)2020-07-06
江苏农业科学(2016年9期)2016-11-28
