
自动冲压线连续模式成形功的初步研究
2021-11-03 09:13艾卫东桂建露胡小军
模具工业 2021年10期
艾卫东,桂建露,胡小军,田 媛
(江铃汽车股份有限公司,江西 南昌 330001)
0 引 言
汽车行业竞争日趋激烈,各主机厂对汽车覆盖件的生产成本和质量要求越来越高,车身外覆盖件大都是全自动冲压线生产,一般整线生产节拍为12~15件/min[1]。在高生产节拍下,压力机和模具的前期匹配性设计的精益性十分重要,因过载导致压力机停线造成损失[2]更不可接受。工程师根据设备额定压力和零件CAE计算的成形力从理论上判断零件是否适合在该冲压线生产,在实际工作中,会碰到成形力的计算没有问题而少数零件在调试过程中出现机床飞轮减慢甚至滑块无法通过下止点、工作停止的情况。现以某车型顶盖外板为研究对象,引出设备行程功和零件成形功的校核概念及计算模型,针对压边力在恒定值1 800 kN下零件成形功超过设备行程功问题进行理论计算和分析,并在AutoForm软件中模拟成形性及成形功最好的变压边力模型,然后将变压边力加载模型应用于实际冲压成形,使压力机满足零件冲压的载荷要求。
1 冲压自动生产线
冲压自动生产线一般由拆垛机、清洗机、对中设备、多台压力机和机械手、线尾皮带机等组成,如图1所示。由于是连线、连续生产,任何压力机出现故障,都会导致生产线停止工作。
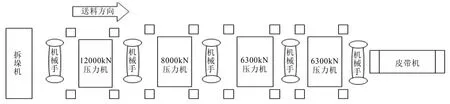
图1 冲压自动生产线
首台压力机压力为12 000 kN,配备液压垫,专门用于零件拉深工序的生产,冲压件的大部分型面、关键外观面和匹配面一般都在拉深工序成形,因此拉深工序所需的成形力和成形功为整线最大值,这是零件冲压载荷校核的重点。
2 压力机行程功和成形功
由图2可知,压力机工作时电机带动飞轮运转,飞轮积蓄能量,滑块下行,上模接触坯料后开始冲压成形,电机的驱动功率小于载荷,转速会降低,飞轮释放能量进行补偿,冲压完成后,飞轮再次加速积蓄动能,以备下次冲压使用,完成一个工作循环。
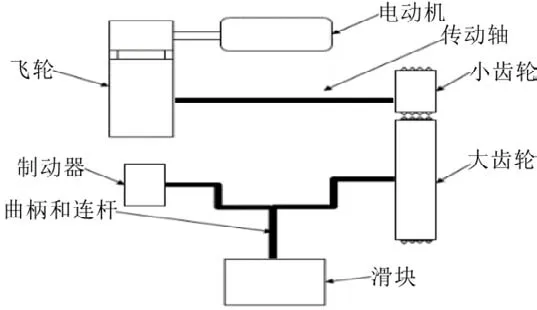
图2 压力机工作原理
当飞轮释放的动能低于零件成形能量时,设备飞轮会逐步减速,零件成形难以到底并最终导致卸荷无法继续正常工作[3],行程功表达式如下:

其中,j为飞轮转动惯量;w为飞轮转速。当W行程>W成形时正常工作,当W行程<W成形时飞轮减速直至压力机工作无法进行。
图3所示为12 000 kN压力机自动线SPM行程功曲线,压力机最大行程功(能量输出值)为458 kJ,对应SPM=14次/min。实际生产小于该节拍时,滑块速度低、对应飞轮动能小即额定行程功小;实际生产高于该节拍时,电机来不及给飞轮补充滑块做功损失的能量,设备输出能量即额定行程功逐渐变小。
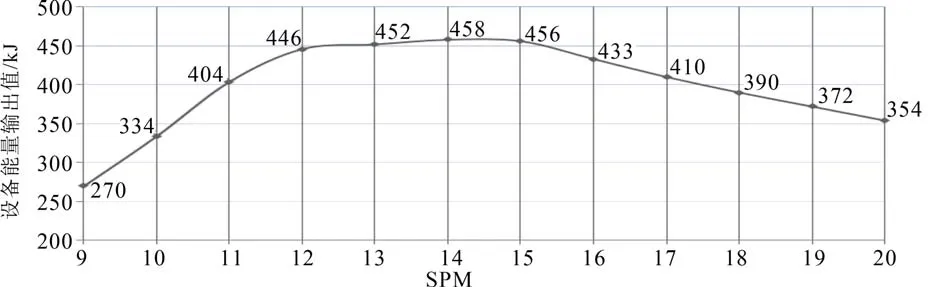
图3 SPM能量输出曲线
通常情况下,在理论行程功满足所需成形功的基础上,尽量选择更高的SPM,因为生产效率提高,单件成本降低。但SPM过高对设备、模具运动部件冲击载荷大、磨损大,模具应对高速生产所需的表面处理要求高,因此选择合适的SPM需要对能耗、生产效率、设备损耗、模具零件损耗等进行综合评估。
3 零件成形功的计算方法
成形功是成形力对模具作用距离的积分,校核成形功时应当提取CAE成形力(凹模受力或凸模受力和压边力之和)进行积分,即:
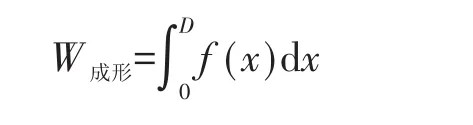
其中,f(x)为模具零件某一运动位移下的成形力,kN;D为模具零件运动的位移,mm。
图4(a)所示为典型冲压件成形力曲线,最大成形力为3 525 kN,模具零件运动位移为80 mm,按照积分法计算相应的成形功曲线如图4(b)所示。
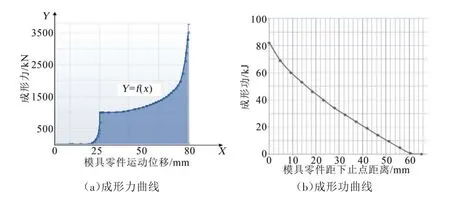
图4 典型冲压件成形力和成形功曲线
4 顶盖外板成形功校核和优化
4.1 恒定压边力下顶盖外板成形功校核
以某车型顶盖外板为研究对象,如图5所示,安排在自动冲压线生产。零件拉深深度为128 mm,材料为DC04,料厚为0.7 mm,工艺设计SPM=12次/min,设备最大压力F0=12 000 kN。根据材料力学性能试验得出材料属性为:弹性模量为210 GPa,泊松比为0.3,屈服强度为 163 MPa,抗拉强度为 295 MPa,加工硬化指数为0.22,塑性应变比为1.88。
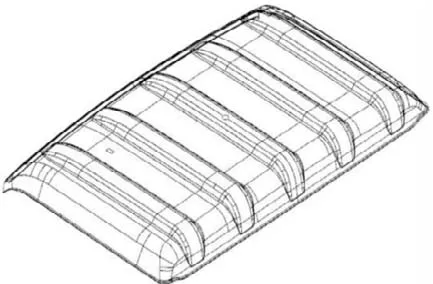
图5 顶盖外板模型
当生产线开始调试时,机床飞轮出现减慢现象,生产几个零件后设备就停止报错,然而成形力的校核计算没有问题,可判断是零件成形功不足。
拉深工序CAE模拟:将模面数据转换成IGS文件格式导入AutoForm软件,并利用其工具设定模块生成凹模、压边圈、凸模等工具体,图6所示为划分网格后的顶盖外板拉深有限元模型。
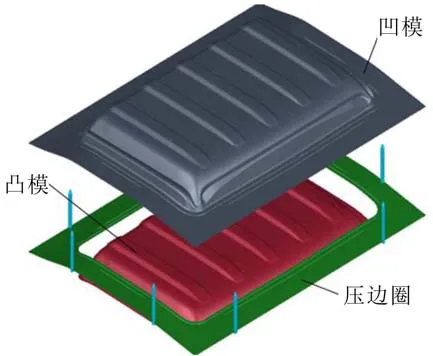
图6 顶盖外板拉深有限元分析模型
初始分析设定的成形工艺参数如下:摩擦因数为0.15,压边力采用恒定值1 800 kN,压边圈行程为185 mm,单元格类型为EPS11,设置好后提交求解器进行CAE模拟计算。根据CAE分析的成形力曲线(见图7),零件最大成形力为5 371 kN,成形力在设备额定压力之内。
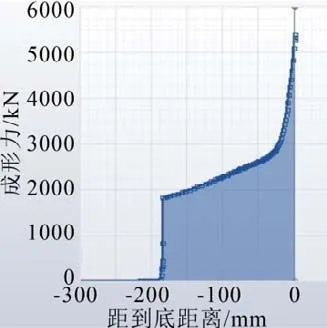
图7 顶盖外板成形力曲线
根据成形力曲线,经过积分计算,得到零件所需成形功为459 kJ,超过了设备允许值,即SPM=12次/min时的能量最大输出值446 kJ,如图8所示。因此,在恒定1 800 kN压边力和SPM=12次/min的工况下生产,设备输出能量无法满足零件成形功的要求。
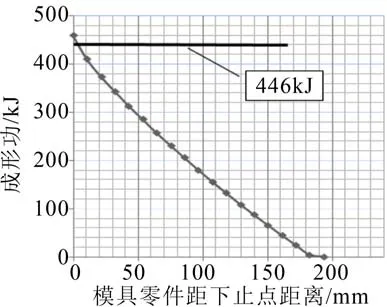
图8 顶盖外板成形功曲线
4.2 顶盖外板成形功优化
由于恒定1 800 kN压边力条件下零件成形功超出设备最大输出能量,考虑板料在成形过程中的压边力随凹模行程变化而相应变化[4]。为解决恒压边力成形出现的成形功超差,提出了变压边力控制技术,对恒定的压边力曲线进行优化,得到优化后的变压边力曲线如图9所示。
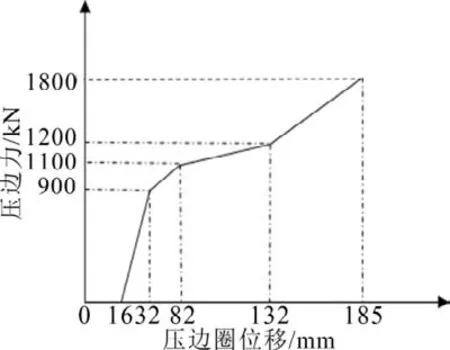
图9 变压边力加载方式
将优化后的变压边力曲线导入AutoForm软件进行模拟,顶盖成形性良好,未出现起皱、成形不充分、破裂等现象,变压边力CAE模拟的拉深件如图10所示。零件在变压边力条件下成形力和成形功曲线如图11和图12所示,零件所需成形功为342 kJ,低于SPM=12次/min时设备能量输出值446 kJ的额定要求,因此可满足生产要求。
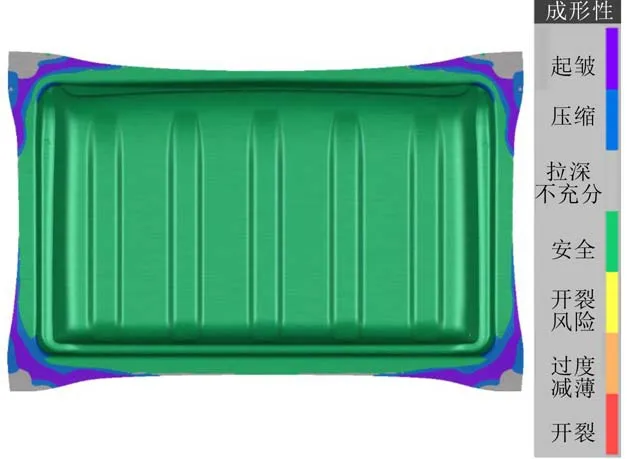
图10 变压边力模拟的拉深件
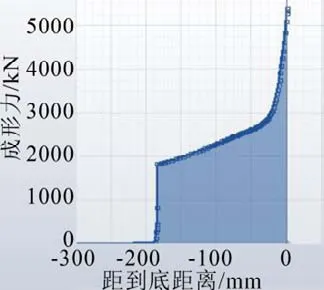
图11 工艺优化后成形力曲线图
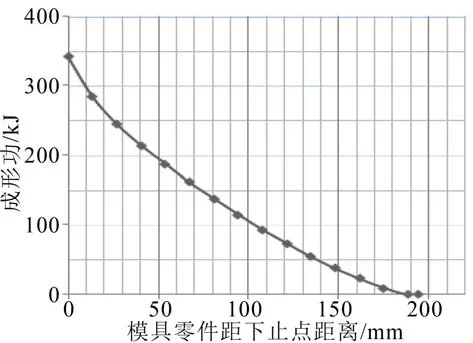
图12 工艺优化后成形功曲线
4.3 变压边力试模验证
顶盖外板基于变压边力成形仿真进行实际试模,并将变压边力加载曲线导入设备,导入后压边力界面如图13所示。最终调试稳定得到的零件如图14所示,顶盖外板拉深成形质量良好,试模结果与仿真结果一致,满足顶盖外板在自动连续模式下大批量生产的需求。

图13 压边力界面设定

图14 实际冲压零件
5 结束语
针对顶盖外板在恒定压边力工况下实际成形功超出设备行程功的问题,借助AutoForm软件,采用变压边力的技术对恒定压边力曲线进行优化,得到更适合和更精准的变压边力曲线,目前该技术已用于生产。成形功校核模型的建立和最佳变压边力曲线的运用,不仅降低了零件生产过程消耗的能量,而且可以获得良好的成形质量。复杂拉深成形过程中压边力是变化的,需要根据拉深工艺的要求进行变压边力的控制。该案例对于同类技术的推广和应用扩大化具有实际指导意义。
之后的工作应进一步考虑:①如何从成形功的理论数据倒推理论压变力曲线,而不是逆向设计;②压力取点优化,进一步光顺曲线寻求最优压力逼近;③考虑一定的安全裕度设定;④分析不同SPM曲线下的各类计算模型对量产过程中的零件压力曲线进行优化,降低生产过程中的能耗;⑤扩展至对模具前期的压力机选型及零件设计提出前瞻性的指导意见。
猜你喜欢
模具工业(2022年5期)2022-05-27
中国应急管理科学(2022年2期)2022-05-23
电气技术(2022年4期)2022-04-28
天然气化工—C1化学与化工(2022年1期)2022-03-08
时代汽车(2021年24期)2021-12-30
山东科技大学学报(自然科学版)(2021年2期)2021-04-10
汽车实用技术(2020年9期)2020-06-03
东北大学学报(自然科学版)(2020年2期)2020-02-27
山东工业技术(2018年3期)2018-11-30
汽车实用技术(2016年8期)2016-09-19
