
金刚石对顶砧封垫材料显微激光打孔机设计
2021-11-26 07:49万嘉怡王天一叶梅艳朱品文鲍永军
吉林大学学报(理学版) 2021年6期
王 璐, 万嘉怡, 王天一, 王 琪, 叶梅艳, 朱品文, 鲍永军
(1. 吉林大学 超硬材料国家重点实验室, 长春 130012; 2. 吉林大学 综合极端条件高压科学中心, 长春 130012; 3. 一汽解放汽车有限公司, 长春 130013)
激光打孔具有加工精度高和热作用小等优点, 在航空涡轮叶片、柴油机燃料喷嘴、钟表及仪表中的宝石轴承打孔等零件的微孔加工领域应用广泛[1-6]. 如利用固体激光器在飞机涡轮叶片上打孔, 获得了直径约为20~80 μm的可调微孔, 且加工成型的微孔纵深比约为1∶80[1]. 与传统加工方法相比, 激光可在脆性材料上进行多种微孔加工, 如盲孔和方孔等异型孔[7].
基于金刚石对顶砧(DAC)的高压产生技术是研究凝聚态物质在极端条件下材料性质的重要技术方法. DAC封垫材料一般选取厚度为200~250 μm的金属垫片, 金属垫片的材料选用T301不锈钢以及铼、钨、铍等常见金属材料. 在金属垫片中心处打孔作为样品腔填装样品, 垫片在压力加载过程中需支撑金刚石以防止其砧面边缘受挤压而损坏[8].
目前, 应用于DAC金属封垫材料的微孔加工包括机械钻孔、电火花以及激光打孔等方式, 与机械钻孔和电火花加工相比, 激光打孔不仅速度快, 同时具备效率高且可忽略工具损耗等优点[9-10], 但商用激光打孔机造价昂贵且体积较大. 基于此, 本文研究金属封垫材料激光打孔机工作原理和加工微孔的工作机制, 优化激光打孔机的整体光路和机械结构, 研制一台体积小、易操作、结构简单、造价低的便携式显微激光打孔机, 并通过实验获得该激光打孔机在DAC金属封垫材料上进行微米尺度圆孔加工的工艺条件.
1 激光打孔原理
与其他光源相比, 激光的发散角小且单色性好, 其良好的可聚焦性使激光在聚焦平面的直径极小, 从而获得较高的能量密度, 聚焦直径理论上可低至激光波长同量级的尺寸, 结合其高强度特性, 加工功率密度可达108~1010W/cm2, 被加工材料表面的工作温度可达10 000 ℃以上[11]. 在这种极端高温条件下, 几乎各类材料均将瞬时熔化并急剧气化, 在激光的热冲击作用下, 熔体材料的气化物夹杂熔化物从熔体底部高速爆破喷出, 从而在被加工零件上形成孔洞[12-14]. 其过程可分为表面加热、表面熔化、蒸发及蒸发喷射4个阶段[15]. 因此, 激光加工是加工材料在光热效应下材料的高温熔化和受能量冲击后被抛出的复杂反应过程[16-18], 激光微孔加工是工件在激光热源辐射下产生的一系列热物理现象, 利用激光几乎可在任何材料上打出微小的孔.
为满足DAC高压实验的要求, 需利用激光在金属垫片上打出具有高纵深比的小孔, 因此聚焦的激光应具有极小的光斑尺寸和发散角. 在理想情况下, 激光束的发散角和束腰半径的关系[19]可表示为

(1)
其中λ为激光波长. 在波长确定的情况下,θ×ω为常数. 在光路系统中, 激光的束腰直径用D表示, 激光发散角经透镜的聚焦作用后变为

(2)
通过计算可得激光束的最小光斑直径为

(3)
其中δ为聚焦后的光斑直径,λ为激光波长,f为透镜焦距.
针对DAC封垫材料进行精密激光打孔加工, 由于被加工金属封垫材料的孔径为微米量级, 因此要求聚焦后的激光束应具有极小的光斑直径, 从而保证其高能量密度. 通过综合考虑DAC封垫材料的孔径要求, 确定激光打孔装置所需的加工光斑直径应小于10 μm, 通过式(3)可计算所需激光的入射光束直径. 如在f=50 mm得到在理想情况下焦平面的入射光束直径应大于6.75 mm. 本文所用的激光器输出光束直径为6.90 mm, 略大于估算得到的最小光束直径, 由于该聚焦光斑直径仅能基本满足DAC微孔加工需求. 因此, 为取得小的激光聚焦光斑, 在聚焦透镜部分用一个10倍物镜对激光进行聚焦, 在理想情况下, 激光经物镜聚焦后的光斑束腰直径D为

(4)
其中λ为激光的波长(1 064 nm),NA为数值孔径(0.28). 由式(4)计算得到该装置在焦平面处光束直径约为2.3 μm, 满足金属封垫材料加工的需求.
2 显微激光打孔机的结构设计
2.1 激光打孔的分类及成形方法
激光微孔加工过程是工件材料从加工表面被去除的过程, 因而打孔的分类方法较多[15]. 根据微孔加工方式可将激光打孔分为复制法和轮廓迂回法两类. 早期激光打孔的加工方法多采用复制法(定点冲击法), 该方法可细分为单脉冲和多脉冲打孔法[12], 由于受加工孔径和深度的限制, 该加工方法不易得到具有更优纵深比的小孔. 消除孔径限制的轮廓迂回法可细分为旋切法、套料法和螺旋打孔法. 本文采用逐点刻蚀分层去除的回转旋切法成形工艺, 即通过被加工模具与激光聚焦斑点中心的相对位移轨迹逐层加工工艺决定微孔的孔型尺寸. 通过协同调整激光脉冲的重频和被加工工件的相对位移速度, 可加工出连续完整的轮廓. 根据旋切法的基本原理, 系统主要分为光学系统和机械定位系统.
2.2 光学系统

图1 激光打孔装置光路设计原理示意图Fig.1 Schematic diagram of optical path design principle of laser drilling device
精密显微激光打孔机光路系统如图1所示, 其光学结构由激光聚焦和白光观察两部分组成, 主要包括成像透镜、分束器、二向色镜和聚焦透镜. 波长为1 064 nm的激光束由激光器发出后穿过二向色镜被反射到聚焦物镜表面, 经10倍物镜聚焦后, 在目标材料表面获得符合需求的激光功率密度以及光斑直径大小, 并在垫片材料上烧蚀成孔. 同时, 白光照明通过二向色镜和聚焦透镜后照射在被加工表面, 其反射的白光再通过聚焦透镜、二相色镜、成像透镜等入射到电荷藕合元件(CCD)观察装置上, 实现DAC金属封垫材料激光打孔过程的实时观测以便于校正. 目前激光器类型主要有CO2气体激光器和Nd∶YAG固体激光器, 其中YAG光纤固体激光器价格低且高效, 同时具有良好的光束质量和可靠性, 结合其散热特性较好以及易于模块化等优点, 因此将其用于精密显微激光打孔装置. 选用最大功率20 W的YAG纳秒脉冲光纤激光器(锐克20QS型), 其输出波长为1 064 nm, 脉宽100 ns. 激光器内置控制器, 用于调控激光功率, 将其设定为20%光输出功率时的小孔成形较好.
2.3 机械结构与控制系统
根据设计的光路系统以及对金属封垫材料微孔成形的精度要求, 确保打孔装置可实现精确定位与平稳运行, 对装置系统的机械结构和控制系统进行设计. 其机械结构主要包括光路系统支撑底座、三维位移工作台、激光器支架、CCD支架以及电控定位旋转夹具. 装置的机械结构和控制系统可归纳为以下4个方面:
1) 选用不锈钢材质的类光学平台桌面面包板作为光路系统的支撑底座以及激光器等部件的工作台基座, 保证装置光路系统稳定以及各部件的整体精度.
2) 高精度三维位移工作台每轴定位精度1 μm, 为各轴运动的平行度、直线度及垂直度提供有效保障; 根据封垫材料需要的孔形尺寸, 通过轮廓成形的方法, 设计并控制工作台三轴的运动轨迹.
3) 通过调整4个顶针的位置, 使金刚石压痕位和电机旋转中心位置重合; 先沿x轴方向调整激光光斑至所需实现孔径大小的半径位置; 再通过电机控制夹具旋转, 实现金属封垫材料在激光作用下的旋转切割. 其中金属封垫材料夹具作为核心部件, 决定了显微激光打孔的加工精度, 其几何结构如图2所示, 其中(A)为剖面图, (B)为俯视图. 为确保其旋转精度, 金属封垫材料采用三明治夹心法固定于旋转台的托块中心位置, 并将夹具与旋转主轴一体化. 托块外夹紧机构利用四点丝锥固定法, 提高了金属封垫材料的定位准确性, 且操作简单方便.

图2 金属封垫材料夹具示意图Fig.2 Schematic diagram of metal sealing gasket material fixture
4) 根据激光打孔原理, 并结合金属封垫材料微孔形的结构特点, 通过实验获得系统的控制参数, 包括激光频率(30 kHz)、激光电流(10 A)和孔径参数(30~100 μm)等.
3 实 验
为验证该装置系统在DAC金属封垫材料微孔成形方面的有效性, 本文进行了激光打孔实验. 微孔加工的孔形尺寸受激光斑点大小的影响较大, 由于加工大尺寸圆孔较容易, 加工微小圆孔较难, 因此本文微孔加工的直径小于100 μm. 以T301钢片为目标加工材料, 通过DAC对钢片进行预压, 获得厚度均为40 μm的金属垫片. 通过该装置系统对T301钢片进行激光打孔加工, 激光器的参数为: 激光功率20%, 重复频率30 kHz, 脉冲宽度100 ns, 金属垫片在打孔过程中的旋转速率约为99 r/min, 获得孔径大小分别为30,55,75,100 μm的圆孔, 结果如图3所示. 结果表明, 该激光打孔装置系统可加工最小圆孔直径为30 μm, 且加工圆孔直径在30 μm以上的有效范围内连续可调.
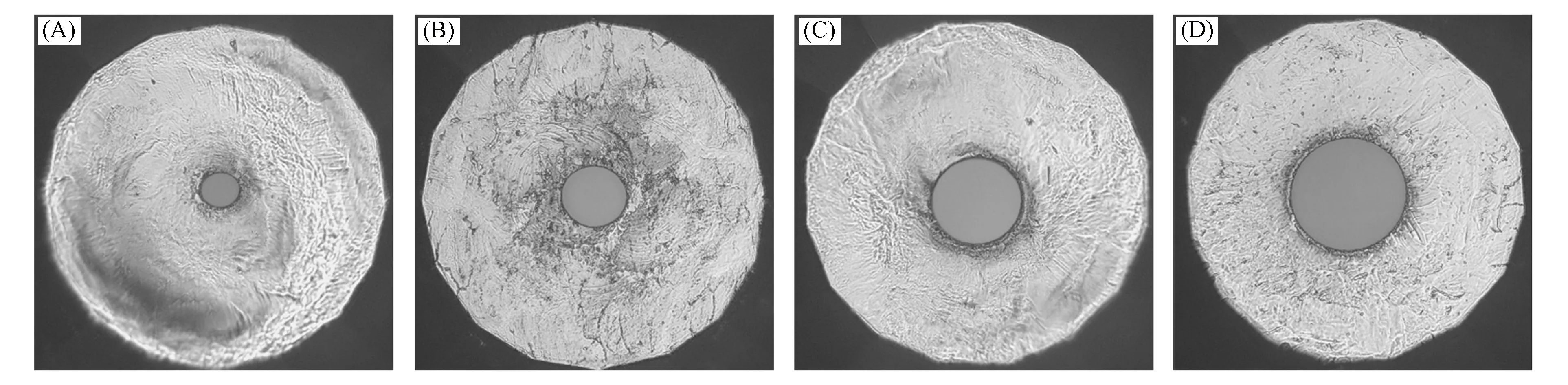
图3 激光打孔装置在T301钢片上加工圆孔Fig.3 Laser drilling device manufactures round holes on T301 steel sheets
综上, 本文基于激光打孔原理, 设计并搭建了DAC金属封垫材料显微激光打孔机装置. 利用该激光打孔装置, 在DAC金属封垫材料T301钢片上进行30~100 μm孔径的打孔实验. 结果表明, 该激光打孔装置满足DAC金属封垫材料加工孔形及尺寸的精度要求.
猜你喜欢
诗歌月刊(2023年1期)2023-03-22
河北省科学院学报(2020年4期)2020-03-19
科学(2020年6期)2020-02-06
阅读(高年级)(2019年9期)2019-11-15
阅读与作文(小学高年级版)(2019年8期)2019-10-16
光学精密工程(2016年5期)2016-11-07
光学精密工程(2016年4期)2016-11-07
中国塑料(2016年4期)2016-06-27
工业设计(2016年4期)2016-05-04
中国塑料(2015年3期)2015-11-27
