
船用表面桨系统万向联轴器损毁原因分析
2021-12-17 03:17冯盎然
船海工程 2021年6期
冯盎然
(中国船级社珠海分社,广东 珠海 519000)
表面桨具有吃水浅、空泡腐蚀少、易于优化机桨配合、航行阻力小、易拆卸与保养等优点[1-5],越来越多的公务艇采用表面桨。表面桨常见故障主要包括:操纵油缸压力低,滑油温度高,滑油压力低等。与常规可修补故障不同,本文所述表面桨在试航中完全损毁,分析故障原因,在排除多种可能性后,最终通过碎片化学分析确认是万向联轴器内部端面卡簧漏装引起。而查阅相关检验文件后发现该零部件并非必检项目。希望通过对该事故的总结,引起相关方的重视。
1 万向联轴器结构形式
世界上目前表面桨厂商较多,如美国Areson、双环,法国SDS、新西兰Seafury等[6],典型表面桨剖面图见图1,主要部件包括输入轴、操纵油缸、纵倾角度调节油缸、双十字节万向联轴器、桨轴、球头、球座、波纹罩、桨轴、舵叶、角度传感器等。

图1 典型表面桨剖面
双十字节万向联轴器主要包含十字节、节叉,十字节4个端部含有密封环,即可阻挡细微颗粒进入端部造成磨损,亦可封存少量滑油,增强润滑效果。十字节和节叉间装有端面卡簧,其受力强度不大,主要起到相对固定作用,防止双十字节万向联轴器产生径向位移,触碰到球头与球座。端面卡簧与十字节见图2。
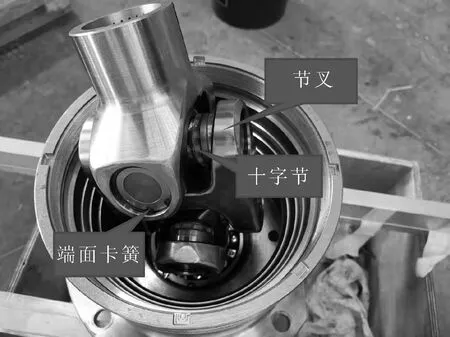
图2 双十字节万向联轴器与端面卡簧
船舶前进时,柴油机输出动力经齿轮箱、输入轴、双十字节万向联轴器、桨轴传输至螺旋桨。通过控制转舵液压油缸实现转舵,并根据主机负荷,通过控制纵倾油缸行程进而选取适当的表面桨桨叶浸水面积,来获得最大推进效率。装置附有重力油箱,依靠重力为球头与球座、艉封板轴承补充滑油,起到润滑与冷却作用。并通过套在球头上的密封油圈,将滑油封锁在球头内部。外部的波纹罩与球头和球座间为空气,波纹罩主要作用是:①保护球头与球座,避免与异物碰撞,②防止内部结构接触海水而发生腐蚀,③防止滑油泄漏至海水中造成污染。
2 故障描述
在完成系泊试验后进行航行试验。航行试验内容见表1、2,即按GB/T3471—2011《海船系泊及航行试验通则》和试航大纲对负荷试验和Z型操舵试验的要求。

表1 负荷试验时间

表2 Z型操舵试验
当完成Z型操舵准备进行倒车试验时,发现异常现象。
1)倒车操舵过程中船体发生强烈抖动。
2)再正车推进速度极低,左舷桨轴有明显卡死现象,加大油门主机排烟管冒黑烟,齿轮箱输出端转速未增加。
3)驾驶台滑油液位低声光报警。
当即停止试验,进入机舱发现表面桨滑油柜已空,见图3。

图3 滑油全部流失
拆解表面桨发现:解开波纹罩紧箍时即有大量黑色滑油流出,原本无接触的球头和双十字节万向联轴器发生过剧烈碰撞,两者损毁严重。现场拆解情况见图4。判断认为,该损毁故障是由于双十字节万向联轴器和球头、球座高速碰撞造成。

图4 损坏的球头与双十字节万向联轴器
3 故障原因
拆解表面桨过程中未发现内部有其他异物,排除偶然外部干扰的可能性。只有当双十字节万向联轴器发生异常角度变化时才可导致两者高速碰撞。由此间接分析认为故障发生在负荷试验调节纵倾角度或者操舵试验时。根据该型号表面桨设计,其调节浸水面积最大纵倾角度为±7.5°,左右操舵最大角度为正负15°。在整个长时间负荷试验过程中并未发现船体震动、或者表面桨滑油低位报警等异常,其中100%工况时调节表面桨最佳纵倾角度约为4°。那么,调节纵倾油缸的角度并不足以导致双十字节万向联轴器和球头、球座碰撞,因此故障发生在操舵过程中。
为确定事故原因,将思路概括为从外到内。外部原因主要包括安装问题,内部原因主要是表面桨自身质量问题。先对表面桨定位进行复检,确认是否表面桨定位不满足精度要求,在长时间受力不当后而损毁。若外部无问题后,再对内部,即表面桨自身是否有质量问题,进行复查,比如是否漏装某些零部件等。
3.1 表面桨定位结果复核(外部)
在艉封板上定位尺寸和现场复检照片见图5,影响表面桨能否在最佳工况运行的主要定位数据为,法兰水平端面距艉封板下沿(25±1)mm,见图5b)中箭头所示位置。现场拆卸表面桨轴系后对该数据复核结果为24 mm,证明该数据并未造成表面桨轴系应力集中或其他原因而损毁。在确认该数据无误后,对纵倾油缸、操舵油缸位置进行复核,测量结果均在误差允许范围内。因此,可以完全排除安装不当引起故障的可能性。

图5 表面桨艉封板定位复检
3.2 表面桨质量原因分析(内部)
在经过复核后,排除了由安装不当引起损毁的可能性。因此可以将查找故障范围缩小到表面桨自身质量问题,比如轴系强度不足,或者漏装、错装某个零部件。从破损方式与位置,并结合表面桨原理来看,有如下几种可能性。
第一种是漏装十字节端面密封环,导致十字节端面滑油流失,并含有颗粒造成大量高温磨损。
第二种是漏装端面卡簧,十字节和节叉间不能确保相对固定,使得十字节脱落,在离心力的作用下与节叉、球头、球座撞击。
第三种是端面卡簧自身强度存在质量问题,操舵试验时在径向力的作用下粉碎,而同样引起十字节与节叉、球头、球座撞击。
3.2.1 十字节密封环对比
为判断十字节密封环引起故障的可能性,拆解表面桨,发现表面桨的十字节密封环没有全部安装到位,但未发现其余故障和磨损,因此排除十字节密封环引起故障的原因。见图6,个别表面桨十字节密封环数量不足。

图6 密封环数量不足的十字节
缺失密封环的表面桨未发生故障,主要原因在于双向十字节万向联轴器在正常工况时浸没在大量滑油内,得益于滑油使用时间较短,使得其有足够的散热和润滑。当长时间运行后滑油会含有细小颗粒易引起十字节磨损,因此仍需对未发生故障的十字节进行更换。
3.2.2 碎片化学分析
由于双十字节万向联轴器已过于碎片化,无法肉眼确认是否安装端面卡簧,更无法判断选取样品进行强度测试,因此需选取合适的碎片和成品进行化学分析对比。
现场收集了5块疑似端面卡簧或包含端面卡簧的样品碎片,并同一套新双十字节万向联轴器与一个完整端面卡簧,共7个样品送往某质量计量监督检测所进行化学分析,部分样品见图7。

图7 部分化学分析样品
检验依据为GB/T 20125—2016《低合金钢多元素的测定电感耦合等离子体发射光谱法》。化学分析结果见表3。
从表3中可以分析出:

表3 样品碎片化学分析结果
1)分析Mn、Cr、Mo这3种化学元素含量范围分析,2#、3#、4#和5#碎片与双十字节万向联轴器均在同一含量水平。因此,2#、3#、4#和5#这4份碎片非端面卡簧碎片,或这4份碎片内不包含端面卡簧碎片。
2)1#碎片中Mn、Cr、Mo含量范围与端面卡簧和双十字节万向联轴器成分均有明显差异,故判定1#碎片不是端面卡簧碎片,或不包含端面卡簧碎片。
综上,确认该套表面桨在出厂时,双十字节万向联轴器缺少起相对固定作用的端面卡簧,导致装置损毁。
4 过程还原与后续处理
4.1 过程还原
在进行满负荷操舵时,纵倾油缸和操舵油缸同时工作,使得双十字节万向联轴器发生角度变化,端面卡簧的缺失导致十字节和节叉无法相对固定,径向旋转范围扩大,表面桨内部结构紧凑,联轴器和球头原有的距离不足以为扩大的旋转范围提供冗余,使得联轴器碰撞到球头,并在反复碰撞过程中十字节和节叉脱节,使得碰撞结果愈加恶化,最终两者均损毁。在球头破损后,由于波纹罩与球头和球座间的空间足以盛装全部滑油,使得滑油通过球头破损处流至波纹罩内,在滑油流尽后艉封板轴承失去润滑与冷却,因高温而变形卡住了桨轴。同时在不能通过滑油循环流动进行散热后,波纹罩由于导热性较差,无法通过接触海水散热,使得其内部大量热量聚集,温度极速升高,滑油也因此变质发黑。
4.2 后续处理
后经表面桨厂家证实,由于该批船舶工期较为紧张,厂家无法在短时间内生产出一定数量的表面桨,因此临时委托第三方进行生产与组装。该第三方无相关认可资质,且是首次对该型号表面桨生产与组装,不熟悉相关流程与需重点把控的项目,端面卡簧的强度也无法满足厂家的要求,因此出厂产品失去有效的质量把控。
考虑到实船的特殊性,对表面桨损毁的船舶更换表面桨,其余由第三方生产的表面桨全部拆解,核查是否有遗漏端面卡簧和十字节密封环,由于此次故障中未能找到有效端面卡簧碎片进行强度分析,为避免由于端面卡簧强度问题造成同样后果,该项目全部表面桨更换更高强度端面卡簧。
5 改进建议
1)端面卡簧由于安装位置在双十字节万向轴承内部不易被注意到,且在实际运行过程中相对其他部件受力较小,相关人员只考虑到设计时其基本强度问题,忽视了其安装与否及符合标准情况。查询厂家相关质量监控文件,发现并未单独提到或要求重点关注端面卡簧的安装,实际检测方式只是短时间的现场负荷和简单的操舵试验。另外,表面桨厂家往往限于场地原因和技术条件,在出厂前无法进行实船试验,且台架试验的条件不足以模拟出实船的工况。事实表明,简易的出厂试验无法检查出端面卡簧等零部件的漏装。据查,目前市场里已有专为表面桨进行专业台架试验的设备,应尽早督促厂家引进。
2)该项目表面桨厂家以产能不足为由,将生产和安装工作转包给第三方,且并未提前告知。对整个生产进度造成了影响,重新对新表面桨进行系泊与航行试验极大浪费了人力物力,增加了生产成本。该次损毁暴露了部分厂家对规范、法规认知不足,不能严格按照质量体系进行生产活动,未尽到自身的生产责任和义务。应不定期对厂家进行质量监控与抽查,对工厂具有一定约束力。
3)在日后使用过程中,厂家应对端面卡簧的使用寿命做出评估,提醒用船单位在日常维护保养中及时更换,以免造成类似情况。由于使用寿命受工况影响会一定程度缩减。除此以外,可参考尾轴间隙及舵杆间隙等检验要求,对端面卡簧的磨损程度给出限值,若磨损程度过大,也将导致节叉与十字节失去有效固定,有引起损毁的可能性。可结合船舶特别检验,将其列为表面桨拆检时必检项目,当超过标准值后及时更换。
4)此次案例中厂家将生产委托给无资质的第三方,而未能将质量体系落实到位。相关产品检验要求主要对产品强度、材料、性能、耐久时间等做出要求,而未能明确抽检数量,存在部分厂家对送检样品确保质量,而其余产品质量未知的可能性。因此在相关要求中应明确规定大批量生产时对成品的抽检数量,并应不定期对成品进行抽检。
结合此次故障,相关人员都应意识到,必检项目不应限于硬件条件而无法得到有效落实。且厂家应坚决杜绝承包给第三方生产与安装情况发生,加强规范与法规认知,尽到相关的责任与义务。
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03
科学与生活(2021年16期)2021-11-25
校园英语·中旬(2019年11期)2019-11-26
中国建筑金属结构(2018年6期)2018-08-31
财经(2017年27期)2017-12-12
新财富(2017年7期)2017-09-02
科技创新导报(2016年29期)2017-03-15
中国机械(2015年1期)2015-10-21
中国高新技术企业·综合版(2013年7期)2013-08-13
竞争力(2009年3期)2009-04-08
