
700 ℃级电站锅炉用HT700T高温合金管焊接接头断裂失效研究
2022-02-08 12:32高景辉赵景涛王红雨
工业加热 2022年12期
王 林,杨 博,高景辉,赵景涛,刘 辉,王红雨
(西安热工研究院有限公司,陕西 西安 710054)
提高蒸汽初参数,降低蒸汽终参数,采用蒸汽再热循环是提高蒸汽朗肯循环效率的主要方法[1-5]。当前我国已有多台采用二次再热技术的大容量超超临界燃煤机组成功投产,其主蒸汽参数多采用32 MPa/610 ℃。受限于主辅机设备制造成本,蒸汽再热次数不宜超过2次,未来火电机组效率进一步提升的空间,主要存在于采用更高的蒸汽初参数方面,这对电站锅炉受热面材料提出了更高的要求[6-10]。
我国于2010年成立了“国家700 ℃超超临界燃煤发电技术创新联盟”,旨在提高我国超超临界机组的技术水平,实现700 ℃超超临界燃煤发电技术的自主化,为电力行业的节能减排开辟新路径[11-14]。2021年,中国华能集团有限公司所属西安热工研究院有限公司联合行业内高校企业,牵头成立了的“650 ℃超超临界机组高温材料及其部件制备创新联合体”,推动自主开发的HT650及HT700系列高温材料实现工程化、产业化应用[15-17]。其中新型镍铁基高温合金HT700T材料经多年实验室研究,综合性能优异,顺利应用于华能瑞金电厂二期扩建工程2台1 000 MW超超临界二次再热机组中。锅炉一次再热高温再热器采用了3根新材料管,以对HT700T高温合金进行真实工况的全负荷考验。机组实际运行过程中,一次高温再热器发生泄漏,一根新材料管焊接接头完全断裂,另一根新材料管焊接接头内存在贯穿3/4壁厚的大裂纹。为分析材料失效原因,对泄漏管段进行了取样,开展了多项检测,认为HT700T材料时效化倾向显著,焊接接头在运行过程中有韧性时效弱化倾向,在熔合线应力集中处易产生裂纹[18-25]。建议后续优化改进HT700T新材料的焊接方案,以提高焊接接头的性能,保证未来700 ℃级电站锅炉受热面的安全运行。
1 机组概况
1.1 锅炉简介
华能瑞金电厂二期扩建工程计划建设了2台1 000 MW等级的超超临界二次再热机组,工程选用了上海锅炉厂生产制造的SG-2983/32.14-M7054型超超临界压力直流锅炉,其主要设计参数如表1所示。

表1 锅炉主要设计参数
锅炉外形为塔式炉,以切圆方式组织燃烧,共配置6套冷一次风正压直吹式制粉系统,点火装置选用了等离子高能点火器。
1.2 受热面布置
炉膛上部沿着烟气流动方向依次分别布置有低温过热器、高温过热器、一二次高温再热器、一二次低温再热器、主省煤器。锅炉上部的炉内受热面全部为水平布置,具有自疏水特性。受热面在炉膛中的具体布置情况如图1所示。

图1 锅炉受热面布置图
锅炉一次再热高温再热器共设计有43片管屏,自炉左向炉右进行编号。每片管屏上有15根管子。第33屏外圈有3根管材质为新型高温合金HT700T,其余管子材质信息如表2所示。

表2 一次再热高温再热器材质
2 爆管过程与原因分析
机组开始168 h满负荷试运后第3日,DCS画面炉管泄漏出现报警提示,报警传感器位置在锅炉95 m,一次高温再热器区域。电建、调试及运行等多家单位人员反复多次就地检查,未听到炉内明显异音。后续几日报警点由2个逐步增加至4个,最后达到8个,炉膛内泄漏声也越来越明显,已可断定锅炉发生爆管,初期轻微漏点已经恶化成显著裂口。经讨论后机组降负荷至700 MW,坚持运行至168 h试运结束。
锅炉停运冷却后,检修人员进入炉膛检查爆管情况,一次再热高温再热器33屏外圈一根管子沿焊接接头完全断开,如图2所示。

图2 一次再热高温再热器断管
经核实确认,断裂管焊接接头两侧均为HT700T材质,对相邻的另外两根新材料管进行扩大检查,发现其中一根管焊接接头熔合线区域存在肉眼可见裂纹。将两根开裂管焊接接头位置分别取样编号,进行分析检测。
2.1 检测与分析
出现焊接接头开裂的2根HT700T管,规格为Φ60 mm×7 mm,采用的焊材为Thermanit617(ERNiCrCoMo-1)。调取一次高温再热器168 h满负荷试运行期间壁温曲线,第33屏第1、2、3、7、11、15根管设有壁温测点,其温度为601.1~619.5 ℃。整个一次再热高温再热器最高壁温出现在第10屏第15根管,为628.5 ℃。发生泄漏的管子未有超温记录。
2.1.1 宏观形貌检查
取样的两段管子,短管长约140 mm,编为1号管,断口无塑性变形,为脆性断裂,目视检查断裂沿焊缝熔合线和平行于熔合线的热影响区扩展,焊缝成形较差,打底焊层塌陷,底部凸起较高,推测焊接时保护气体覆盖不足,导致焊缝部分区域发生氧化。其断口具体形貌如图3所示。

图3 1号管断口表面形貌
2号管段为扩大检查发现接头裂纹的HT700T管子。该管段外壁未发现明显缺陷(见图4),探伤发现熔合线处1/3圈存在裂纹,切开后观察内壁,确认熔合线处存在裂纹。打开裂纹进行断口观察,黑色是原始断口,白色是检测打开的新断口(见图5)。从图4可知,原始裂纹已贯穿壁厚的3/4。

图4 2号管焊接接头外观

图5 2号管内部裂纹形貌
2.1.2 性能试验
在2号管上取样进行母材和焊接接头的拉伸试验,试样为瓦片状,测试结果如表3、表4所示。
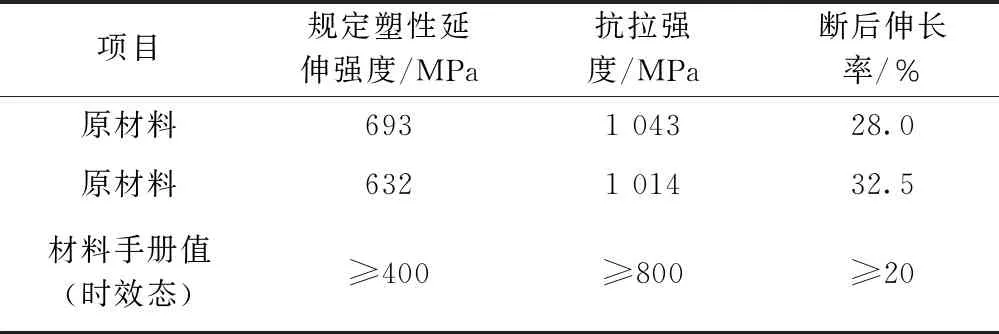
表3 母材拉伸性能
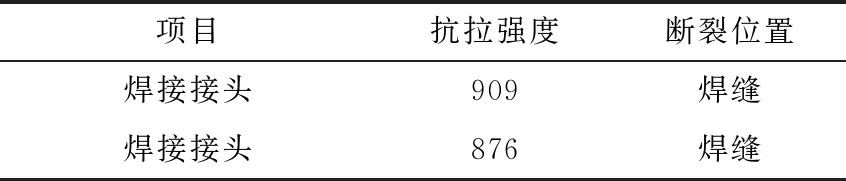
表4 焊接接头拉伸性能 MPa
在2号管上取样进行母材和焊接接头冲击试验,试样为5 mm×10 mm×55 mm,试验结果如表5所示,母材、焊缝、热影响区的冲击性能差别不大。

表5 冲击试验结果 J/cm2
从2号管母材取样按照《高压锅炉用无缝钢管GB/T 5310—2017》的要求进行压扁试验。试样表面未发现裂纹,压扁性能合格。
在1号管上取样进行母材、焊缝合热影响区硬度检测,结果如表6所示。焊缝硬度相对最低,热影响区硬度相对最高。

表6 硬度试验结果(HV10)
2.1.3 金相分析
从1号管断面上取样进行金相分析,结果如图6所示。断裂面位于平行于熔合线的热影响区,同时焊缝左右两侧熔合线处各存在一条裂纹(如图7、图8所示),靠近断面的裂纹深度较大,裂纹末端进入焊缝,裂纹沿晶界扩展。热影响区组织为等轴晶奥氏体,晶粒度1~6级。

图6 1号管焊接接头裂纹金相组织

图7 1号管焊接接头左侧裂纹处金相组织

图8 1号管焊接接头右侧裂纹金相组织
2号管焊接接头裂纹断面平行于熔合线(见图9),沿晶界扩展,金相组织如图10所示。母材组织为奥氏体,晶粒度1~5级,存在0级晶粒。

图9 2号管焊接接头裂纹断面

图10 2号管焊接接头裂纹断面金相
2.1.4 扫描电镜及能谱分析
在两段取样管上分别进行断口扫描电镜观察,断口均呈现冰糖状沿晶脆性断裂特征,如图11、图12所示。
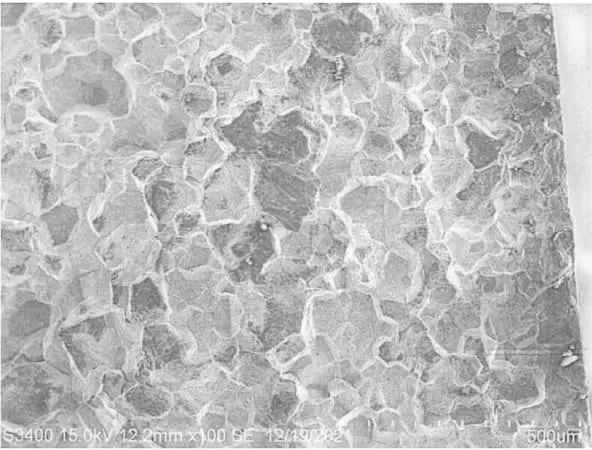
图11 1号管断面微观形貌

图12 2号管断面微观形貌
用能谱仪对1号试样裂纹内部及其附近区域进行化学成分分析,取样位置如图13所示,分析结果如表7所示。裂纹内部存在高Ni析出物,裂纹附近晶界和晶粒内部成分与基体相当。

图13 能谱分析取样区域

表7 能谱分析结果 %
3 分析与讨论
根据试验所得拉伸、冲击和硬度数据,母材的屈服及抗拉强度较高,与西安热工院材料手册中时效态原材料的测试数据一致,反应出母材的时效化倾向显著,已基本完成了从固溶态向时效态的转变。焊接接头熔合线附近热影响区的硬度相对最高,焊接接头的韧性指标下降明显。
1号管焊接接头焊缝余高超标,存在应力集中区,在交变应力作用下由根部沿焊接接头最薄弱处向外扩张,最终导致断裂。2号管焊接接头内有未贯穿的裂纹存在,由此说明焊接接头在运行过程中有韧性时效弱化倾向。建议研发单位开展HT700T材料焊接接头专项性能试验,以提高其韧性,改善其应用性能。
4 结 语
多项研究表面,HT700T高温合金本身具有良好的性能,未来有望应用于700 ℃级超超临界燃煤机组电站锅炉。但在机组实际工况考验下,一次高温再热器3根新材料管中,有2根的焊接接头出现了裂纹,发生了泄漏,说明针对新材料特性的研究还需进一步完善,适应新材料特点的焊接工艺方案还需进一步改进,以提高HT700T材料焊接接头的强度与韧性,满足未来700 ℃级电站锅炉受热面的安全运行需求。
猜你喜欢
舰船科学技术(2022年10期)2022-06-17
电子乐园·下旬刊(2022年5期)2022-05-13
中国特种设备安全(2022年1期)2022-04-26
航空制造技术(2020年11期)2020-07-01
中国特种设备安全(2020年11期)2020-06-09
电子制作(2019年20期)2019-12-04
中国特种设备安全(2019年4期)2019-05-20
中国特种设备安全(2018年2期)2018-03-14
中成药(2017年8期)2017-11-22
