金属多材料增材制造研究现状与展望
2022-02-22 06:46郭照灿张德海何文斌杨光露李军恒付亮
精密成形工程 2022年2期
郭照灿,张德海,何文斌,杨光露,2,李军恒,付亮
金属多材料增材制造研究现状与展望
郭照灿1,张德海1,何文斌1,杨光露1,2,李军恒1,付亮1
(1. 郑州轻工业大学 机电工程学院,郑州 450002;2. 河南中烟工业有限责任公司南阳卷烟厂,河南 南阳 473007)
当代社会对产品的功能及性能的要求越来越高,苛刻的使役条件要求零件具有功能耦合、多环境适应的能力。金属多材料增材制造技术相比传统制造技术具备更大的优势,在航空航天、汽车工业、电力行业、生物医学等领域中均具有广阔的应用前景。研究了电子束增材制造、电弧增材制造和冷喷涂增材制造在金属多材料增材制造中的应用现状以及最新发展。重点研究了金属多材料增材制造技术在宏观成形精度、微观组织缺陷和粒子界面结合中存在的关键问题。最后,指出了金属多材料增材制造技术在材料种类、基础理论、零件复杂度、质量控制等方面的发展趋势。将为金属多材料应用于增材制造技术提供新的思路和借鉴价值。
多材料;增材制造;微观组织;成形精度
随着高新技术产业的快速发展,对产品功能及性能的要求越来越高。在航空航天、国防军工、医疗器械、汽车制造等领域,大型高性能复杂结构件的制造成为亟需解决的难题。例如,在航空航天领域中,空间飞行器舱体和整流罩等部件除了要具有一定的强度、刚度外,还要满足轻量化、抗氧化性等要求[1];在医疗器械领域中,人造移植金属材料不仅要具有与骨骼相比拟的力学特性,还要具有特殊的微观结构和一定的腐蚀抗力[2];在汽车制造领域中,要求零件在保持优良的强度、耐蚀性、抗氧化性的前提下实现轻量化[3]。上述极端复杂工况对材料功能性提出了新的发展需求,单一金属在很多情况下已经难以满足工业应用对材料综合性能的要求,因此具备多种金属特性的多材料零部件具有极大的发展前景和广阔的应用场合。
传统的多材料制造技术是通过控制温度和压力将多种性质不同的材料经过一定的复合工艺结合在一起,主要有焊接、轧制、铸造等方法。传统加工方法制造的零部件致密度高,可用材料多样,但其功能比较局限,生产效率较低,并且由于加工技术的限制,也难以获得复杂的零件构型。多材料增材制造技术的出现为解决上述难题提供了新方法。多材料增材制造(Multi-material additive manufacturing,MM-AM)技术是利用现有的增材制造加工方法,使用多种具有优异性能的材料对零部件进行整体成形,从而改善零部件的性能或者实现零部件的多种特殊功能[4]。MM-AM技术可成形具有复杂材料属性和几何属性的结构以及更多功能的实体结构,例如,功能梯度材料结构、复合材料结构及双金属结构[5]。作为MM-AM中最具潜力的技术,金属多材料增材制造技术取得了快速发展。金属多材料增材制造技术是指使用多种金属材料,制备出具有多种材料特性的单个复杂功能部件的增材制造技术[6],目前已初步应用于国防、海洋、医疗等重要领域。
根据近年来金属多材料增材制造技术的研究进展,文中研究了电子束、电弧和冷喷涂增材制造技术在金属多材料上的科学现状,总结了金属多材料增材制造技术所面临的关键问题,并对其发展趋势进行了展望。
1 研究现状
增材制造技术根据能量源属性(电子束或电弧)、原料状态(块体、液体或粉末)和原料反应方式(熔化、粘结或化学反应)的不同,衍生出了众多技术路线[7],其中电子束增材制造技术(Electron beam melting,EBM)、电弧增材制造技术(Wire arc additive manufacture,WAAM)和冷喷涂增材制造技术(Cold spraying,CS)可用于制备金属材料。由于增材制造系统的限制,现有研究主要集中在单种材料的零件成形,对多材料零件成形少有研究。因此,如何将增材制造从传统的控形向控性发展,从单材料向多材料发展是多材料增材制造技术的研究重点和难点。
1.1 电子束增材制造技术
电子束增材制造技术又称电子束熔化技术,是以电子束为热源,将金属粉末或金属丝在真空环境中按设定的路径逐层沉积,直到制造出目标零件或毛坯的一种增材制造技术[8]。电子束具有独特的“钉形”熔池形貌,穿透力强,可对多层沉积体进行重熔,减少了内部孔洞等缺陷,提高了沉积体的致密度[9],可获得具有微细组织结构、延展性好、疲劳强度高的成形产品。
电子束增材制造技术能量密度大,加热温度高,非常适合钨、钽、铌等超高熔点合金的加工,但对于一些高热导率、低弹性模量的丝材(如紫铜等),容易受热变形,造成沉积过程中断。另外,真空环境可有效避免钛、铝等活性金属的氧化,保持材料的高纯度,但由于缺少气体散热,热量积累严重,液态金属过多,容易造成沉积层熔池侧漏。
电子束增材制造技术在制备复合材料及梯度材料方面具有潜力,通过配置双丝机构,从2个独立控制的送丝装置上料,可实现同时加工2种不同的金属丝材[10]。清华大学机械工程系[11]先后开发出电子束数字化扫描系统、主动式铺送粉系统,并在主动送粉系统的基础上进一步开发了双金属梯度材料的复合成形工艺。TERRAZAS等[12]利用电子束熔化工艺制造出了Ti6Al4V和Cu的双金属部件,如图1所示。郭超等[13]采用电子束选区熔化技术(EBSM)制备了Ti6Al4V/Ti47Al2Cr2Nb梯度结构并对其微观组织和化学成分进行了研究,发现梯度结构的截面厚度约为300 μm,没有裂纹,化学成分在界面处呈阶梯式变化。图2为该梯度结构A1元素含量分布情况,可见沿着成形高度方向,材料成分实现逐层过渡。

图1 Ti6Al4V/Cu双金属零件[12]
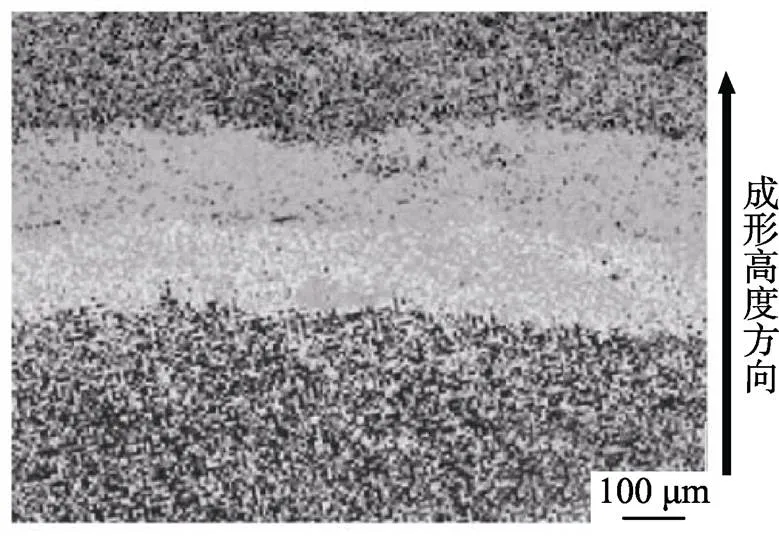
图2 梯度材料的Al元素含量分布[13]
ZHAI等[14]制备了Ti48Al2Cr2Nb/Ti6Al4V双金属组件,并研究了不同形状的扩散中间层对双金属组件拉伸强度的影响。HINOJOS等[15]制备了IN718/ 316L和316L/IN718这2种不同的双金属构件,发现IN718/316L界面没有明显空隙或开裂,而316L/IN718界面存在明显裂纹。KALASHNIKOV等[16]利用电子束熔化技术制造了铝合金/铜双金属结构,确定了不同工艺参数下样品结构中缺陷的形成机理,研究了铝合金、铜连续沉积时边界区梯度组织的形成特征。孙文君等[17]通过EBM技术制备了抗拉性能为310.9 MPa、硬度大于180 MPa的Cu/304不锈钢异种接头。
上述研究表明,电子束增材制造技术具有制备金属多材料零件的能力。与模锻工艺不同,电子束增材制造技术不需要专用模具,在小批量零件生产方面独具交货期短的优势。另外,电子束增材制造技术可以通过闭环控制系统调整能量的大小,使零件保持一致的几何形状、化学和微观结构。因此EBM在多材料大型复杂整体结构件、精密复杂构件的制造方面具备较大优势。
1.2 电弧增材制造技术
电弧增材制造技术是一种利用逐层熔覆原理,以焊接电弧为热源将材料熔化,在程序的控制下,根据三维CAD模型由线-面-体逐渐成形出金属零件的先进数字化制造技术[18]。电弧增材制造所用热源主要由
熔化极惰性气体保护焊(Melt inert-gas welding,MIG)、钨极惰性气体保护焊(Tungsten inert gas welding,TIG)以及等离子电弧焊(Plasma arc welding,PAW)等电源产生[19]。
电弧增材制造技术的主要应用目标是大尺寸复杂构件的低成本、高效快速近净成形。WAAM技术比铸造技术制造的材料的显微组织及力学性能更优异,比锻造技术更节约原材料,尤其是贵重金属材料。与以激光为热源的增材制造技术相比,WAAM对金属材质不敏感,可以成形对激光反射率高的材质,如铝合金、铜合金等。
WAAM具有灵活性,它可以在制造单个组件时连续或同时使用多种材料,通过调节不同材料的配比和层间角度,利用各自的性能特点,制造出具有某种或者多种特殊性能的结构件[20]。EIMER等[21]利用WAAM技术制备了铝/锌双金属组件,研究了不同的工艺参数和配置对工艺稳定性和沉积材料微结构的影响。WU等[22]通过电弧增材制造工艺制造了钢/镍结构部件,发现其抗拉强度大大超过镍合金或不锈钢同种材料结构的抗拉强度。徐俊强等[23]采用等离子弧增材系统实现了不锈钢/高强钢异质异构增材构件的制备,研究发现,增材构件横截面硬度波动较大,材料的冲击韧性有所提高。DHARMENDRA等[24]采用WAAM工艺制备了镍铝青铜(NAB)和316L不锈钢的混合部件,如图3所示。由图3c可以发现该双金属部件界面区域没有毛孔与裂纹,形成了良好的冶金结合,证明了WAAM具备制造金属多材料零件的能力。
SHEN等[25]利用钨极气体保护焊和双丝电弧熔覆系统制造了铁/铝功能梯度材料,研究表明实际成分梯度非常接近设计值,且在室温下产生了预期的高硬度和低延性值。YAO等[26]利用MIG-WAAM技术成形了高氮奥氏体不锈钢/316L不锈钢双金属结构,发现工艺参数的变化对高氮奥氏体不锈钢焊道表面成形特性影响极大,易出现气孔。另外,通过降低起弧次数,采用闭合路径,提高了异材交织结构的成形精度,减少了后处理加工。AHSAN等[27]基于气体金属弧焊接和电弧增材制造系统,制造了低碳钢/316L双金属结构,研究发现双金属界面没有任何焊接缺陷,且由于铬的迁移,硬度有所增加。许新猴等[28]利用激光电弧复合焊接技术制备了D500/A514双金属部件,并利用ANSYS有限元分析软件对焊接过程进行模拟,发现焊接变形及残余应力实验结果与数值计算结果吻合较好。
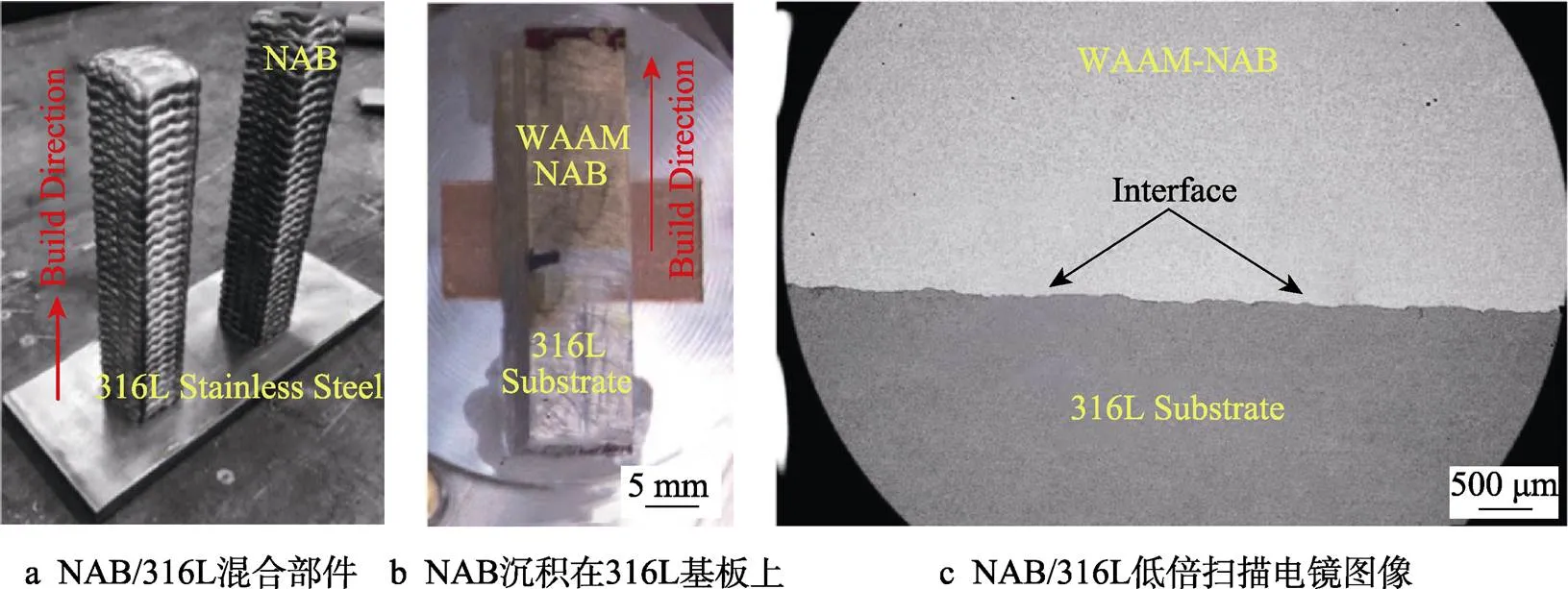
图3 NAB/316L双金属零件[24]
通过上述研究,可以发现电弧增材制造技术有能力制备金属多材料零件,且零件显微组织及力学性能优异。与电子束熔化技术相比,WAAM技术形成的熔池大,沉积效率高,后续材料切削量少,构件尺寸受限小,适用于制造大型金属多材料零部件[29]。
1.3 冷喷涂增材制造技术
冷喷涂是一种固相沉积技术,主要依赖于喷涂过程中的动能,使粒子产生变形来实现沉积,因此也被称为动能喷涂(Kinetic spraying)[30]。粉末颗粒在Laval喷嘴中被加热的高速气流(空气或惰性气体)加速到超音速,并与基体撞击产生强烈的物理化学与机械结合,进而在基体上沉积形成涂层或块体[31]。
由于冷喷涂固有的沉积特性,导致冷喷涂沉积体塑性极差(一般延性小于1%)且内部结合界面存在一定程度的孔隙,降低了沉积体组织的致密性,显著劣化了沉积体的腐蚀防护性能、传导及力学性能。
冷喷涂可通过更换送粉器的粉末或采用多组元的送粉器来制备多金属涂层或块体,主要针对易于塑性变形的软质金属,包括Cu,Al,Ni,Zn,Ag等。图4为采用冷喷涂方法制备的金属多材料块体。YCA等[32]采用CS技术在铜基体上喷制铜铬涂层,并发现铜表现出较大的塑性变形,铬表现出一定的裂纹甚至断裂,且涂层硬度高,变形差,与基体具有良好的附着力。HUANG等[33]在铝合金和不锈钢基体上喷涂制备了铜涂层,研究发现,随着粒子速度的升高,结合强度增加,粒子-基体间的机械咬合作用增强,界面间形成了有效的冶金结合。YANG等[34]在Q355B钢基板上冷喷涂铝、铜涂层,并进行喷砂处理,研究表明,仅喷砂处理可以增加裂纹长度,降低裂纹扩展速率,从而延长基板的疲劳寿命,而喷砂处理与后续冷喷涂铜达到的改善效果大于冷喷涂铝。
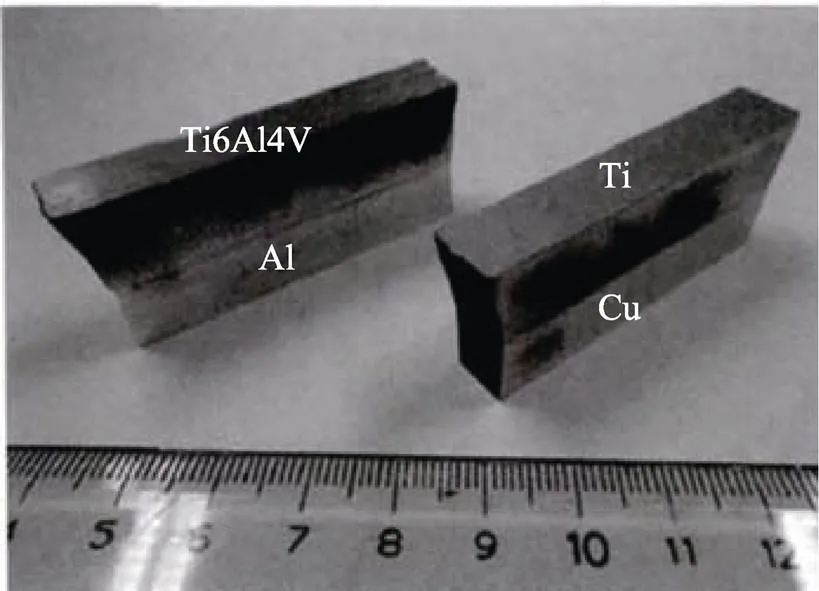
图4 冷喷涂金属多材料块体[35]
ZHAO等[36]将冷喷涂工艺与热轧工艺相结合制备了钛/钢复合板,研究了轧制温度对复合板界面组织和力学性能的影响。发现当轧制温度为850 ℃时,界面处形成了250 nm厚的TiC扩散层,实现了冶金结合,伸长率最高。当轧制温度为950 ℃时,界面处形成了400 nm厚的扩散层,由TiC和FeTi化合物组成,拉伸强度最佳。当轧制温度提高到1050 ℃时,扩散层(由粗TiC和FeTi相组成)的厚度急剧增加到4 μm,试样的抗拉强度和伸长率较差。付斯林等[37]采用冷喷涂方法制备了界面结合良好、无氧化物的铜/铝异质接头,其拉伸强度为63 MPa。
由上述研究可以看出,冷喷涂增材制造技术在制备多金属涂层、块体方面具有潜力。与电子束、电弧熔化技术不同,冷喷涂过程中颗粒仅发生塑性变形,使零部件的物理、化学性质与原材料保持一致,并且不经过熔化再凝固过程,避免了金属元素的烧损等冶金缺陷[38]。因此,在温度敏感金属材料(Al,Cu,Ti等)的多材料增材制造领域有着独特优势。
2 关键问题
电子束、电弧及冷喷涂增材制造技术在制备金属多材料零件上具备极大的潜力。在金属多材料增材制造技术的研究过程中,仍然存在着许多挑战。一方面,多金属材料存在组织和力学性能的各向异性,且表面质量、尺寸精度和一致性也不及传统的铸造、锻造工艺。另一方面,由于成形过程的稳定性难以控制,零件内部必然存在气孔、裂纹、夹杂、未熔合等组织缺陷[39]。因此,如何提高成形件力学性能和尺寸精度,减少组织缺陷是金属多材料零部件制造方面一个重要的研究方向。
2.1 宏观成形精度
金属多材料增材制造技术目前主要用于制造几何形状及结构较为简单的零件,成形精度低,表面波动大,一般都需要二次表面机加工。在电子束、电弧增材制造过程中,零件热积累严重,熔池不易凝固,堆积层形状难于控制,导致成形件表面质量较差。在冷喷涂增材制造中,通过高速粒子的塑性变形沉积形成涂层或块体,因此零件的成形精度也不高。
金属多材料增材制造技术的工艺参数对成形精度具有较大的影响。李曌等[40]对电子束束斑大角度偏转下增材制造设备的性能进行了研究。结果如图5所示,通过修正设备的聚焦电流,使同一偏转角下前后束斑的直径小了0.2 mm,提高了电子束大角度偏转下零件的成形精度。ZHAO等[41]提出了一种形状跟踪边缘循环补偿(SECC)方法,并对该方法进行了初步试验研究,结果表明,通过调整不同焊接参数下的焊缝宽度和焊缝高度,提高了零件的成形精度和表面平整度,且该方法具有较高的可行性,可广泛应用于WAAM应用中。
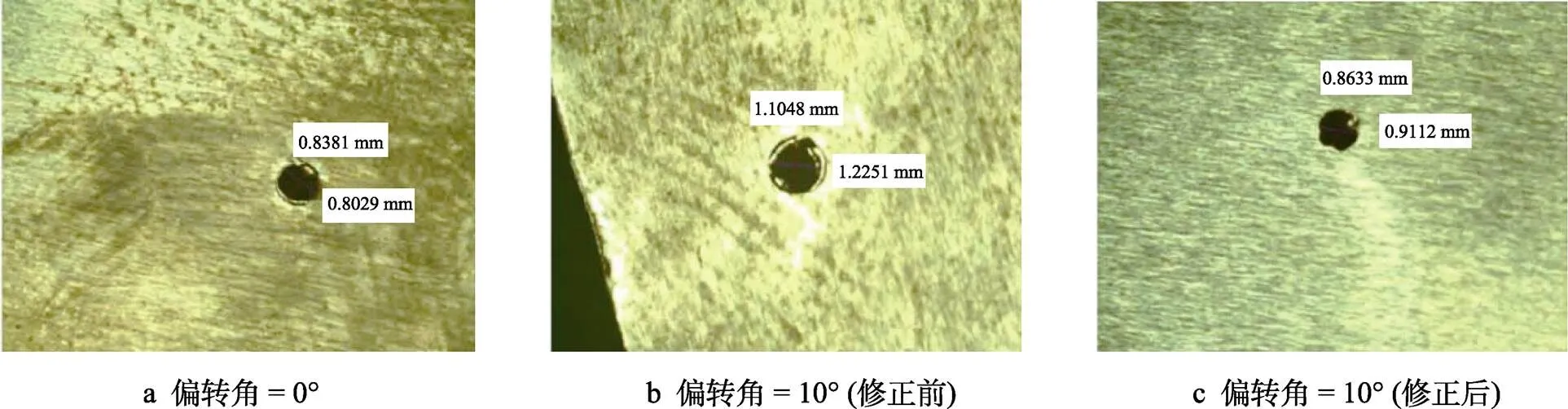
图5 修正前后束斑大小对比[40]
近年来,增减材复合制造技术发展迅速,它是一种将产品设计、软件控制及增材制造与减材制造相结合的新兴技术,在军事国防、航空航天、汽车制造等领域得到了广泛应用。结合国内外对增减材复合制造技术的研究,零件的成形工艺可分为3种:① 在增材制造完成后对零件进行机加后处理,以提高几何精度和表面质量,一般运用于制造简单几何结构的零件;② 在零件近净成形的过程中交替运用增材与减材工艺,以提高零件内部结构的质量和精度,实现复杂几何构件高精度制造;③ 通过将具有复杂内部特征的结构件进行特征分解再重构,以实现复杂零件的无支撑制造[42]。KARUNAKARAN等[43]将电弧焊与铣削相结合,对每一层沉积体上表面进行铣削处理,直至成形件沉积完成,最后再进行外轮廓铣削以保证成形精度。ZHU等[44]研究了集熔丝增材制造、机械加工和测量为一体的复合加工技术,实现了复杂难加工零件的高精度制造。由此可见,除优化工艺参数外,减材后处理也是有效去除多金属零部件表面缺陷,提高表面粗糙度和尺寸精度的重要手段。
2.2 微观组织缺陷
电子束、电弧增材制造过程是以高温熔融金属逐层堆积的方式制造三维实体构件的。随着堆积层数的增加,零件热积累严重,使材料在堆叠过程中易产生飞溅、形成多个气孔。另外,材料的非平衡凝固会导致成形件内部疏松,存在大量残余应力,容易造成应力变形。这些问题都严重影响了零件的成形质量和冶金结合强度。
电子束、电弧增材制造成形件的宏观力学性能在很大程度上取决于其微观组织结构,而工艺参数的变化会引起复杂的微观组织转变,因此可通过优化工艺参数,实现性能控制。SHU等[45]利用电子束熔丝增材制造技术制备了Cu/304不锈钢梯度材料,并测定了铁元素的含量和分布,如图6所示。随着铜层数的增加,铁元素的分布更加均匀,且当铜层数大于3时,没有发现富铁α相。BENAKIS[46]采用TIG电弧增材制造技术制备了IN718/316L双金属试样,研究了热脉冲、高脉冲电流对熔透深度和焊道宽度的影响,发现焊道宽度与熔透深度呈线性相关关系,当同时使用热脉冲和高频脉冲时,焊道几何形状将保持较高的总高度与熔透比。
采用试验的方法可以建立零件成形质量与工艺参数的匹配关系,但由于成形材料种类广泛且成形过程中影响因素众多,若通过试验对所有材料、因素进行研究将会耗费大量时间和精力,因此能够对沉积层形貌、质量、尺寸精度、温度场分布等进行实时监测和修正的闭环控制系统得到了国内外学者的广泛关注。GRASSO等[47]提出了基于高空间分辨率成像的粉末床均匀性监测方法和基于高时间分辨率视频成像的热点探测方法,这2种方法信息互补,可以用来快速检测粉末层或打印切片中的局部热积累。蒋宇辉等[48]设计和开发了一种基于焊接机器人的电弧增材制造系统,通过电弧增材制造工艺试验,发现该制造系统具有修改增材制造工艺参数方便、成形效果良好、成形精度较高等优点。
总体来看,对金属多材料成形件力学性能的相关研究主要集中在工艺参数对热力学行为、沉积层形貌、显微组织演变的影响以及对应的试验验证等方面。除试验测试外,数值模拟、层间辊压、超声波冲击、热处理等也是改善成形件内部微观组织缺陷的有效方法。
2.3 粒子界面结合
作为一种固态沉积技术,冷喷涂增材制造存在的主要问题是喷涂制备的涂层或块体塑性较差,其原因是粉末颗粒在冷喷涂过程中经历剧烈的冲击变形,沉积体会产生残余应力导致加工硬化,同时颗粒之间以机械结合为主,存在间隙、微孔、微裂纹以及氧化物夹杂等缺陷,使沉积体结合力较弱,力学性能、热电性能和抗腐蚀性能较低。因此,如何改善沉积层界面间晶粒结合、提高成形件塑性是冷喷涂增材制造的研究重点。
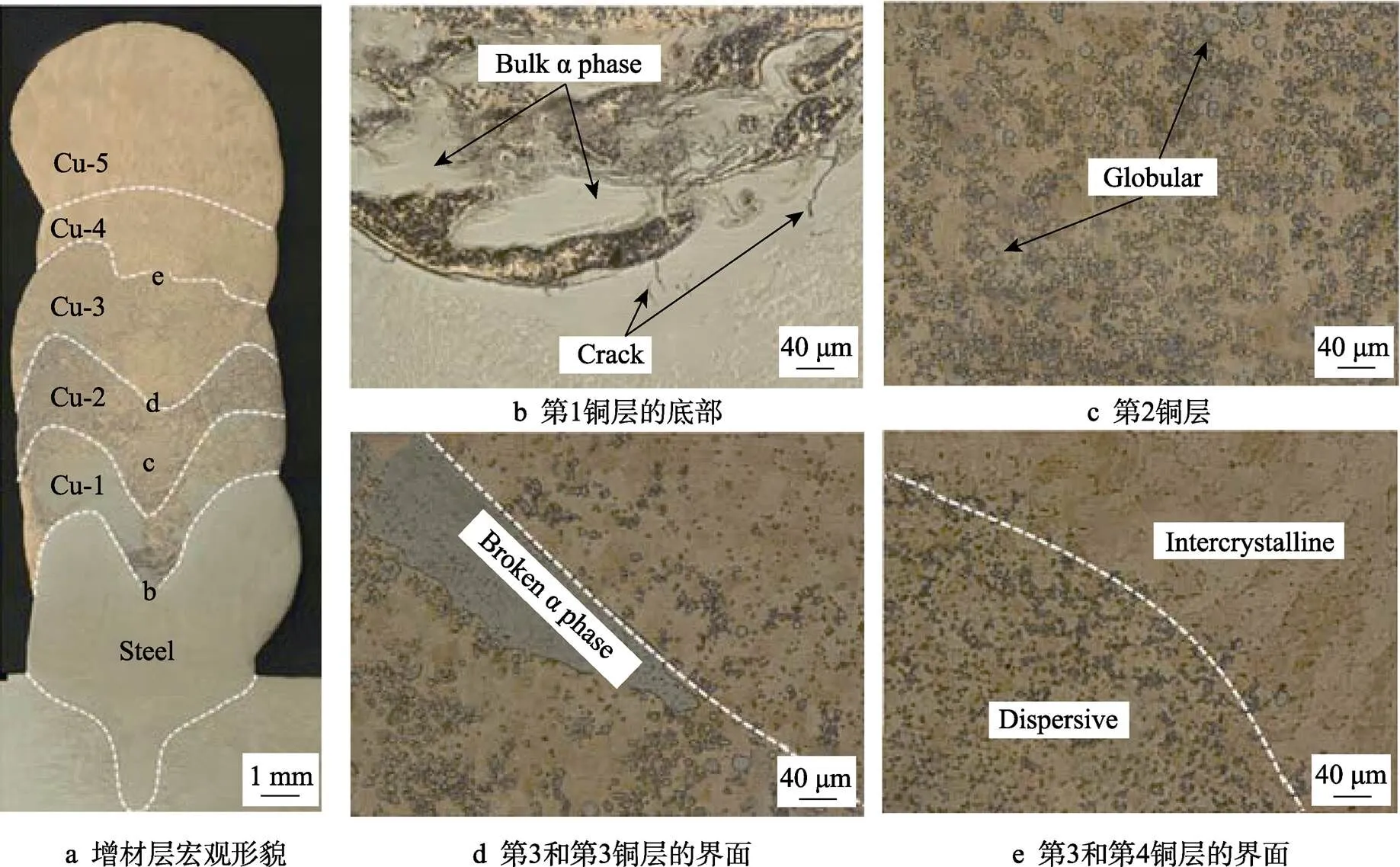
图6 铜/304不锈钢梯度熔覆层的光学显微组织图像[45]
热处理是改善冷喷涂沉积层塑性的有效途径,通过热处理过程中的回复、再结晶以及晶粒长大过程可以改变冷喷涂沉积层的微观结构,从而改善其塑性。冯力等[49]对低压冷喷涂制备的Cu/Al涂层进行热处理,结果如图7所示,当热处理温度为450 ℃时,涂层内Cu和Al元素发生了明显的扩散现象,涂层具有良好的力学性能和耐腐蚀性能,其空隙率和腐蚀速率分别为0.44%和0.55 g/(m2·h)。GYANSAH等[50]制备了SiC/Al冷喷涂复合材料,研究了热处理对其显微组织、热物理性能和弯曲性能的影响。结果显示,在热处理条件下,裂纹分叉、裂纹挠曲和界面分层是主要的增韧机制,且与喷射状态相比,由于纯Al的粗化作用,弯曲强度显著提高。刘卫等[51]采用冷喷涂技术制备了Ni/Al2O3涂层,经过热处理后,涂层更加致密,其硬度降低为(98.2±19.2)HV0.2,韧性得到提高。
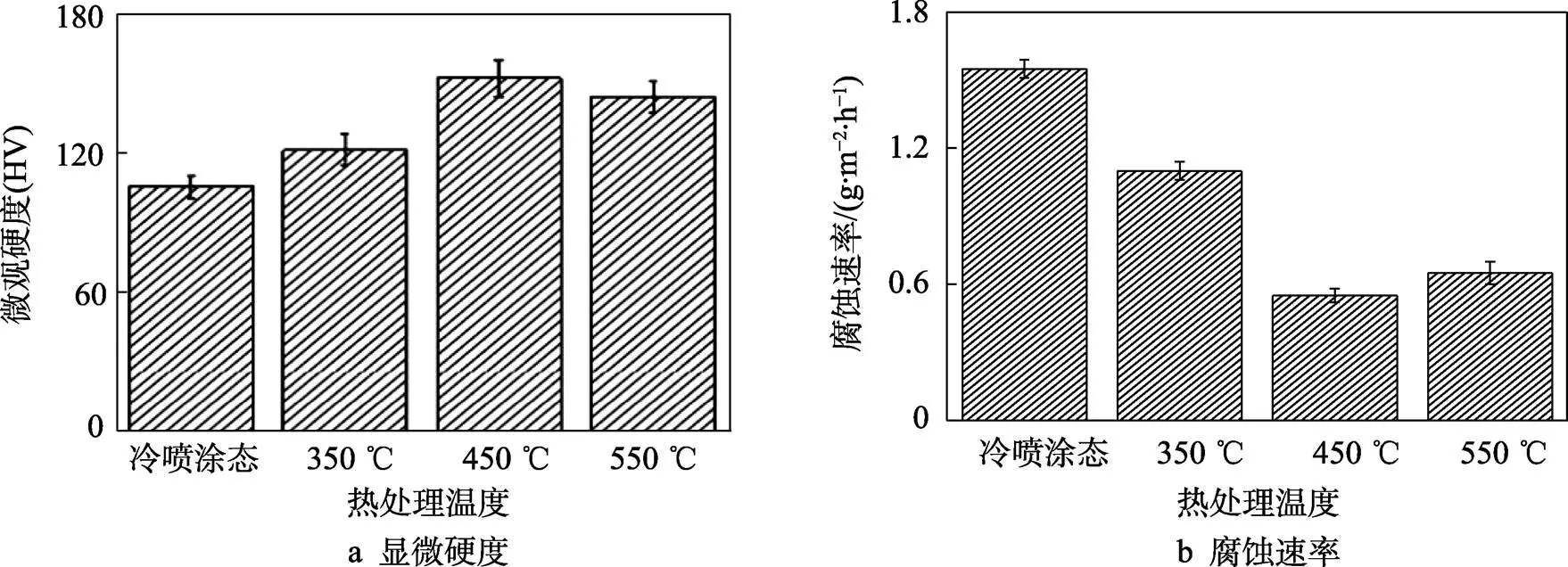
图7 热处理温度对铜/铝复合涂层显微硬度和腐蚀速率的影响[49]
上述研究表明经过热处理后沉积体力学性能和耐腐蚀性能得到了明显提高,但热处理无法完全消除沉积体内部孔洞及不良结合界面等缺陷,因此,需要进一步研究其他提高沉积体塑性的方法。曹聪聪等[52]研究了冷喷涂喷嘴材料对粒子加速行为的影响,发现高热导率材料喷嘴壁面温度较高,提高了粒子的温度,促进了沉积体的塑性变形。HOU等[53]制备了Al/Cu冷喷涂块体,并对其进行搅拌摩擦焊处理,研究显示,处理后的块体平均抗拉强度从152 MPa提高到190 MPa,延展性从5.5%提高到10.5%。由此可见,热处理是解决冷喷涂沉积体塑性低的重要后处理手段,但热处理的改善效果非常有限,因此也需利用其他的后处理手段,如热等静压、热轧、搅拌摩擦焊等。
3 发展趋势
近年来,为满足工业产品日益增加的复杂性要求,金属多材料增材制造技术得到迅速发展,并受到国内外学者的广泛关注。总结了金属多材料增材制造技术国内外研究现状,并对其在成形精度、组织缺陷与粒子结合3个方面存在的问题进行了系统论述,认为该技术具备以下的发展趋势。
1)适用于金属多材料增材制造技术的材料种类更加多元化、专用化。目前,金属多材料增材制造技术常用材料多为铜、钢、铝、钛及其合金等,未来应将该技术更多地应用在活泼难熔金属材料、稀有金属材料等方面。另外,开发配套成形材料,完善专用材料体系,建立原材料特性表征与评价方法对该技术未来的普及应用具有重大意义。
2)金属多材料增材制造技术的基础理论日益完善。国内对金属多材料增材制造技术的基础理论研究十分缺乏,对成形过程中的传热传质、凝固相变、物性相容、组织演化等机制缺少定量的理论认识。应基于多学科交叉融合,借助大量工艺试验,建立增材制造工艺与性能数据库,完善增材制造标准,明确金属多材料增材制造过程中工艺、组织与性能的关系。
3)金属多材料增材制造成形件更加复杂。随着产品性能要求的不断提高,零件几何形状和结构变得越来越复杂,这就使增材制造的成形轨迹规划变得更加困难。未来可以以试验为基础,构建数学模型,制定合适的切片方式和片内成形路径,依据人工智能和拓扑结构优化开发自动化路径规划软件,借助声、光、电磁等多物理场实现复杂零部件的整体制造。
4)金属多材料增材制造技术将更加重视成形件的质量控制。现有的监测方法主要是通过视觉传感系统直接获取瞬态成形形貌,并依据特征反馈调整工艺参数,不能实现制造过程中的多信号监测,未来可以对成形过程中存在的声、光、电、热等多种信号进行协同在线监测,找出信号与成形过程之间的联系。通过建立无损检测标准体系对金属多材料零部件进行在线无损检测也是实现成形件质量控制的一个重要发展方向。
[1] 熊健, 李志彬, 刘惠彬, 等. 航空航天轻质复合材料壳体结构研究进展[J]. 复合材料学报, 2021, 38(6): 1629-1650.
XIONG Jian, LI Zhi-bin, LIU Hui-bin, et al. Advances in Aerospace Lightweight Composite Shell Structure[J]. Acta Materiae Compositae Sinica, 2021, 38(6): 1629-1650.
[2] 刘奕, 所新坤, 黄晶, 等. 冷喷涂技术在生物医学领域中的应用及展望[J]. 表面技术, 2016, 45(9): 25-31.
LIU Yi, SUO Xin-kun, HUANG Jing, et al. Applications and Perspectives of Cold Spray Technique in Biomedical Engineering: A Review[J]. Surface Technology, 2016, 45(9): 25-31.
[3] 李永兵, 马运五, 楼铭, 等. 轻量化多材料汽车车身连接技术进展[J]. 机械工程学报, 2016, 52(24): 1-23.
LI Yong-bing, MA Yun-wu, LOU Ming, et al. Advances in Welding and Joining Processes of Multi-Material Lightweight Car Body[J]. Journal of Mechanical Engineering, 2016, 52(24): 1-23.
[4] 何垚垚, 张航, 陈子豪, 等. 多材料增材制造技术进展[J]. 特种铸造及有色合金, 2020, 40(10): 1092-1098.
HE Yao-yao, ZHANG Hang, CHEN Zi-hao, et al. Progress in Multi-Material Additive Manufacturing Technology[J]. Special Casting & Nonferrous Alloys, 2020, 40(10): 1092-1098.
[5] 张争艳. 异质多材料零件快速成型关键技术研究[D]. 武汉: 武汉理工大学, 2015: 1-78.
ZHANG Zheng-yan. Research of Key Technologies on Heterogeneous and Multiple Materials Rapid Prototyping[D]. Wuhan: Wuhan University of Technology, 2015: 1-78.
[6] 王迪, 邓国威, 杨永强, 等. 金属异质材料增材制造研究进展[J]. 机械工程学报, 2021, 57(1): 186-198.
WANG Di, DENG Guo-wei, YANG Yong-qiang, et al. Research Progress on Additive Manufacturing of Metallic Heterogeneous Materials[J]. Journal of Mechanical Engineering, 2021, 57(1): 186-198.
[7] 阚文斌, 林均品. 增材制造技术制备钛铝合金的研究进展[J]. 中国材料进展, 2015, 34(2): 111-119.
KAN Wen-bin, LIN Jun-pin. Research Progress on Fabrication of TiAl Alloys Fabricated by Additive Manufacturing[J]. Materials China, 2015, 34(2): 111-119.
[8] 万志远, 陈银平. 金属增材制造技术的研究概况[J]. 模具技术, 2020(1): 59-63.
WAN Zhi-yuan, CHEN Yin-ping. A Surrey on the Metal Additive Manufacturing Technology[J]. Die and Mould Technology, 2020(1): 59-63.
[9] 陈国庆, 树西, 张秉刚, 等. 国内外电子束熔丝沉积增材制造技术发展现状[J]. 焊接学报, 2018, 39(8): 123-128.
CHEN Guo-qing, SHU Xi, ZHANG Bing-gang, et al. State-of-Arts of Electron Beam Freeform Fabrication Technology[J]. Transactions of the China Welding Institution, 2018, 39(8): 123-128.
[10] 王晓燕. 3D打印在航空航天领域的六大切入点[J]. 世界制造技术与装备市场, 2018(1): 68-74.
WANG Xiao-yan. Six Entry Points for 3D Printing in Aerospace Field[J]. World Manufacturing Engineering & Market, 2018(1): 68-74.
[11] 李宏新, 周斌, 林峰. 电子束与激光复合选区熔化系统的开发[J]. 电加工与模具, 2018(S1): 59-63.
LI Hong-xin, ZHOU Bin, LIN Feng. The Development of Electron Beam and Laser Hybrid Selective Melting Equipment[J]. Electromachining & Mould, 2018(S1): 59-63.
[12] TERRAZAS C A, GAYTAN S M, RODRIGUEZ E, et al. Multi-Material Metallic Structure Fabrication Using Electron Beam Melting[J]. The International Journal of Advanced Manufacturing Technology, 2014, 71(1): 33-45.
[13] 郭超, 葛文君, 林峰. 双金属电子束选区熔化的硬件开发与成形实验[J]. Engineering, 2015, 1(1): 249-262.
GUO Chao, GE Wen-jun, LIN Feng. Dual-Material Electron Beam Selective Melting: Hardware Development and Validation Studies[J]. Engineering, 2015, 1(1): 249-262.
[14] ZHAI W G, WANG P, ZHOU W, et al. Hybrid Manufacturing of γ-TiAl and Ti-6Al-4V Bimetal Component with Enhanced Strength Using Electron Beam Melting[J]. Composites Part B: Engineering, 2021, 207: 108587.
[15] HINOJOS A, MIRELES J, REICHARDT A, et al. Joining of Inconel 718 and 316 Stainless Steel Using Electron Beam Melting Additive Manufacturing Technology[J]. Materials & Design, 2016, 94: 17-27.
[16] KALASHNIKOV K N, OSIPOVICH K S, KALASHNIKOVA T A. The Regularities of Copper-Aluminum System Polymetallic Samples Manufacturing by the Additive Electron-Beam Technology[C]// Materials Science Forum, 2020: 517-522.
[17] 孙文君, 王善林, 洪敏, 等. 铜与奥氏体不锈钢异种材料电子束焊接[J]. 精密成形工程, 2019, 11(5): 55-62.
SUN Wen-jun, WANG Shan-lin, HONG Min, et al.Electron Beam Welding of Dissimilar Materials between Copper and Austenite Stainless Steel[J]. Journal of Netshape Forming Engineering, 2019, 11(5): 55-62.
[18] 田彩兰, 陈济轮, 董鹏, 等. 国外电弧增材制造技术的研究现状及展望[J]. 航天制造技术, 2015(2): 57-60.
TIAN Cai-lan, CHEN Ji-lun, DONG Peng, at al. Current State and Future Development of the Wire Arc Additive Manufacture Technology Abroad[J]. Aerospace Manufacturing Technology, 2015(2): 57-60.
[19] 卢振洋, 田宏宇, 陈树君, 等. 电弧增减材复合制造精度控制研究进展[J]. 金属学报, 2020, 56(1): 83-98.
LU Zhen-yang, TIAN Hong-yu, CHEN Shu-jun, et al. Review on Precision Control Technologies of Additive Manufacturing Hybrid Subtractive Process[J]. Acta Metallurgica Sinica, 2020, 56(1): 83-98.
[20] 叶约翰, 周琦, 秦伟铭, 等. 高氮钢-不锈钢电弧增材制造表面形貌研究[J]. 机械制造与自动化, 2019, 48(3): 42-45.
YE Yue-han, ZHOU Qi, QIN Wei-ming, et al. Study of Surface Morphology of High Nitrogen Steel-Stainless Steel Arc Additive[J]. Machine Building & Automation, 2019, 48(3): 42-45.
[21] EIMER E, SUDER W, WILLIAMS S, et al. Wire Laser Arc Additive Manufacture of Aluminium Zinc Alloys[J]. Welding in the World, 2020, 64(7): 1313-1319.
[22] WU B, QIU Z J, PAN Z, et al. Enhanced Interface Strength in Steel-Nickel Bimetallic Component Fabricated Using Wire Arc Additive Manufacturing with Interweaving Deposition Strategy[J]. Journal of Materials Science & Technology, 2020, 52: 226-234.
[23] 徐俊强, 彭勇, 刘智慧, 等. 等离子弧异质异构增材制造构件的组织与力学性能分析[J]. 焊接学报, 2019, 40(11): 119-124.
XU Jun-qiang, PENG Yong, LIU Zhi-hui, et al. Study on Plasma Arc Additive Manufacturing Process of Dissimilar Steels with Various Composite Structures[J]. Transactions of the China Welding Institution, 2019, 40(11): 119-124.
[24] DHARMENDRA C, SHAKERIN S, RAM G, et al. Wire-Arc Additive Manufacturing of Nickel Aluminum Bronze/Stainless Steel Hybrid Parts-Interfacial Characterization, Prospects, and Problems[J]. Materialia, 2020, 13: 100834.
[25] SHEN C, PAN Z X, CUIURI D, et al. Fabrication of Fe-Fe Alfunctionally Graded Material Using the Wire-Arc Additive Manufacturing Process[J]. Metallurgical and Materials Transactions B, 2016, 47(1): 763-772.
[26] YAO X H, ZHOU Q, WANG K H, et al. Mix Structure of High Nitrogen Austenitic Stainless Steel and 316L Stainless Steel Formed by Wire and Arc Additive Manufacturing Based on Size Controlling of Beads[J]. Journal of Materials Engineering, 2020, 48(1): 54-60.
[27] AHSAN M, TANVIR A, ROSS T, et al. Fabrication of Bimetallic Additively Manufactured Structure (BAMS) of Low Carbon Steel and 316L Austenitic Stainless Steel with Wire+Arc Additive Manufacturing[J]. Rapid Prototyping Journal, 2019, 26(3): 519-530.
[28] 许新猴, 赵小强, 华鹏, 等. 异种钢激光-电弧焊复合焊接数值模拟[J]. 精密成形工程, 2015, 7(4): 71-75.
XU Xin-hou, ZHAO Xiao-qiang, HUA Peng, et al. Simulation on Laser-GMAW Hybrid Welding of Heterogeneous Steel[J]. Journal of Netshape Forming Engineering, 2015, 7(4): 71-75.
[29] 耿汝伟, 杜军, 魏正英. 电弧增材制造成形规律、组织演变及残余应力的研究现状[J]. 机械工程材料, 2020, 44(12): 11-17.
GENG Ru-wei, DU Jun, WEI Zheng-ying. Research Process of Formation Law, Microstructure Evolution and Residual Stress in Wire and Arc Additive Manufacturing[J]. Materials for Mechanical Engineering, 2020, 44(12): 11-17.
[30] 邓楠, 董浩, 车洪艳, 等. 冷喷涂制备金属涂层及其在增材制造应用中的研究进展[J]. 表面技术, 2020, 49(3): 57-66.
DENG Nan, DONG Hao, CHE Hong-yan, et al. The Research Progress on Preparation of Metal Coatings by Cold Spraying and Its Application in Additive Manufacturing[J]. Surface Technology, 2020, 49(3): 57-66.
[31] AN S, JOSHI B, YARIN A L, et al. Supersonic Cold Spraying for Energy and Environmental Applications: One-Step Scalable Coating Technology for Advanced Micro- and Nanotextured Materials[J]. Advanced Materials, 2020, 32(2): 1905028.1-1905028.34.
[32] YCA B, PM B, NK B, et al. Microstructure and Properties of Cu-Cr Coatings Deposited by Cold Spraying[J]. Vacuum, 2020, 171: 109032.
[33] HUANG R, MA W, FUKANUMA H. Development of Ultra-Strong Adhesive Strength Coatings Using Cold Spray[J]. Surface and Coatings Technology, 2014, 258: 832-841.
[34] YANG J, QU K, YANG J. Fatigue Performance of Q355B Steel Substrate Treated by Grit Blasting with and without Subsequent Cold Spraying with Al and Cu[J]. Surface and Coatings Technology, 2021, 405(3): 126662.
[35] SOVA A, GRIGORIEV S, OKUNKOVA A, et al. Potential of Cold Gas Dynamic Spray as Additive Manufacturing Technology[J]. International Journal of Advanced Manufacturing Technology, 2013, 69(9/10/11/12): 2269-2278.
[36] ZHAO Z P, TANG J R, TARIQ N, et al. Effect of Rolling Temperature on Microstructure and Mechanical Properties of Ti/Steel Clad Plates Fabricated by Cold Spraying and Hot-Rolling[J]. Materials Science and Engineering: A, 2020, 795: 139982.
[37] 付斯林, 李成新, 魏瑛康, 等. 冷喷连接铝铜异质接头的组织结构和力学性能[J]. 机械工程学报, 2018, 54(10): 93-102.
FU Si-lin, LI Cheng-xin, WEI Ying-kang, et al. Microstructure and Mechanical Properties of Al-Cu Joints by Cold Spray Bonding[J]. Journal of Mechanical Engineering, 2018, 54(10): 93-102.
[38] 李文亚, 曹聪聪, 杨夏炜, 等. 冷喷涂复合加工制造技术及其应用[J]. 材料工程, 2019, 47(11): 53-63.
LI Wen-ya, CAO Cong-cong, YANG Xia-wei, et al. Cold Spraying Hybrid Processing Technology and Its Application[J]. Journal of Materials Engineering, 2019, 47(11): 53-63.
[39] 张学军, 唐思熠, 肇恒跃, 等. 3D打印技术研究现状和关键技术[J]. 材料工程, 2016, 44(2): 122-128.
ZHANG Xue-jun, TANG Si-yi, ZHAO Heng-yue, et al. Research Status and Key Technologies of 3D Printing[J]. Journal of Materials Engineering, 2016, 44(2): 122-128.
[40] 李曌, 韦寿祺, 薛展仁, 等. 基于大角度偏转对增材制造设备性能的研究[J]. 热加工工艺, 2020, 49(13): 1-7.
LI Zhao, WEI Shou-qi, XUE Zhan-ren, et al. Research on Performance of Additive Manufacturing Equipment Based on Large Angle Deflection[J]. Hot Working Technology, 2020, 49(13): 1-7.
[41] ZHAO T, LIU H H, LI L Y, et al. An Automatic Compensation Method for Improving Forming Precision of Multi-Layer Multi-Bead Component[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2021, 235(8): 1284-1297.
[42] 招润焯, 丁东红, 王凯, 等. 金属增减材混合制造研究进展[J]. 电焊机, 2019, 49(7): 66-77.
ZHAO Run-chao, DING Dong-hong, WANG Kai, et al. Research Progress of Metal Additive and Subtractive Hybrid Manufacturing Technology[J]. Electric Welding Machine, 2019, 49(7): 66-77.
[43] KARUNAKARAN K P, SURYAKUMAR S, PUSHPA V, et al. Low Cost Integration of Additive and Subtractive Processes for Hybrid Layered Manufacturing[J]. Robotics & Computer Integrated Manufacturing, 2010, 26(5): 490-499.
[44] ZHU Z, DHOKIA V, NEWMAN S T, et al. Application of a Hybrid Process for High Precision Manufacture of Difficult to Machine Prismatic Parts[J]. International Journal of Advanced Manufacturing Technology, 2014, 74(5/6/7/8): 1115-1132.
[45] SHU X, CHEN G, LIN J, et al. Microstructure Evolution of Copper/Steel Gradient Deposition Prepared Using Electron Beam Freeform Fabrication[J]. Materials Letters, 2017, 213: 374-377.
[46] BENAKIS M. Current Mode Effects on Weld Bead Geometry and Heat Affected Zone in Pulsed Wire Arc Additive Manufacturing of Ti-6-4 and Inconel 718[J]. Journal of Manufacturing Processes, 2020, 60: 61-74.
[47] GRASSO M, VALSECCHI G, COLOSIMO B M. Powder Bed Irregularity and Hot-Spot Detection in Electron Beam Melting by Means of In-Situ Video Imaging[J]. Manufacturing Letters, 2020, 24: 47-51.
[48] 蒋宇辉, 杨秀芝, 张锐, 等. 一种电弧增材制造系统及沉积层性能研究[J]. 现代机械, 2020(5): 27-34.
JIANG Yu-hui, YANG Xiu-zhi, ZHANG Rui, et al. Study on a Wire Arc Additive Manufacturing System and the Properties of the Sedimentary Layer[J]. Modern Machinery, 2020(5): 27-34.
[49] 冯力, 畅继荣, 李洞亭, 等. 热处理对低压冷喷涂铜铝复合涂层耐腐蚀性能的影响[J]. 腐蚀与防护, 2021, 42(2): 8-13.
FENG Li, CHANG Ji-rong, LI Dong-ting, et al. Effects of Heat-Treatment on Corrosion Resistance of Cu-Al Composite Coating Prepared by Low Pressure Cold Spraying[J]. Corrosion & Protection, 2021, 42(2): 8-13.
[50] GYANSAH L, TARIQ N, TANG J R, et al. Cold Spraying SiC/Al Metal Matrix Composites: Effects of SiC Contents and Heat Treatment on Microstructure, Thermophysical and Flexural Properties[J]. Materials Research Express, 2018, 5(2): 026523.
[51] 刘卫, 余敏, 李文亚, 等. 真空热处理对冷喷涂Ni-Al2O3复合涂层组织与显微硬度的影响[J]. 热加工工艺, 2010, 39(24): 196-203.
LIU Wei, YU Min, LI Wen-ya, et al. Effect of Vacuum Heat Treatment on Microstructure and Microhardness of Ni-Al2O3Composite Coating Prepared by Cold Spraying[J]. Hotworking Technology, 2010, 39(24): 196-203.
[52] 曹聪聪, 李文亚, 韩天鹏, 等. 冷喷涂喷嘴材料对粒子加速行为影响的模拟研究[J]. 精密成形工程, 2019, 11(6): 149-153.
CAO Cong-cong, LI Wen-ya, HAN Tian-peng, et al. Simulation Study on Effect of Cold Spray Nozzle Material on Particle Acceleration Behavior[J]. Journal of Netshape Forming Engineering, 2019, 11(6): 149-153.
[53] HOU W, SHEN Z, HUDA N, et al. Enhancing Metallurgical and Mechanical Properties of Friction Stir Butt Welded Joints of Al-Cu via Cold Sprayed Ni Interlayer[J]. Materials Science and Engineering A, 2021, 809: 140992.
Research Status and Prospect of Metal Multi-Material Additive Manufacturing
GUO Zhao-can1, ZHANG De-hai1, HE Wen-bin1, YANG Guang-lu1,2, LI Jun-heng1, FU Liang1
(1. School of Mechanical and Electrical Engineering, Zhengzhou University of Light Industry, Zhengzhou 450002, China; 2. Nanyang Cigarette Factory, China Tobacco Henan Industrial Co., Ltd., Nanyang 473007, China)
Contemporary society has higher and higher requirements for the function and performance of products and demanding service conditions require parts to have the ability of functional coupling and multi-environment adaptation. Metal multi-material additive manufacturing technology has greater advantages than traditional manufacturing technology, and has broad application prospects in aerospace, automobile industry, electric power industry, biomedicine and other fields. The application status and recent development of electron beam additive manufacturing, arc additive manufacturing and cold spraying additive manufacturing in metal multi-material additive manufacturing were studied. The key problems of metal multi-material additive manufacturing technology in macroscopic forming accuracy, microstructure defects and particle interface bonding were investigated. Finally, the development trend of metal multi-material additive manufacturing technology in material types, basic theory, part complexity, quality control and other aspects was pointed out. The work will provide new ideas and reference value for the application of metal multi-material in additive manufacturing technology.
multi-material; additive manufacturing; microstructure; forming precision
10.3969/j.issn.1674-6457.2022.02.020
TH16
A
1674-6457(2022)02-0129-09
2021-04-24
2020 年度河南省高校科技创新团队支持计划(20IRTSTHN015);江苏省盐城市“515”创新领军人才项目(盐委[2020]40 号);河南省科技攻关项目(202102210087);郑州市科技局产学研项目(郑科函[2020]3 号)
郭照灿(1993—),男,硕士生,主要研究方向为双金属复层材料组织与性能。
张德海(1973—),男,博士,教授,主要研究方向为先进材料成形过程控制及其交叉学科。
猜你喜欢
化工管理(2022年13期)2022-12-02
航天制造技术(2022年4期)2022-09-30
中国钱币(2022年1期)2022-08-23
北京航空航天大学学报(2022年6期)2022-07-02
中国金属通报(2022年6期)2022-06-22
石材(2022年4期)2022-06-15
航天制造技术(2022年2期)2022-05-16
航天工业管理(2020年9期)2020-12-28
表面工程与再制造(2019年1期)2019-05-11
汽车文摘(2017年6期)2017-07-18