
渐速膛线数控加工中的相关计算简化
2022-02-24 07:32鲁绪阁何涛李春刚齐鹏
金属加工(冷加工) 2022年2期
鲁绪阁,何涛,李春刚,齐鹏
德州普利森机床有限公司 山东德州 253500
1 序言
膛线是枪管、炮管的重要结构,又名来复线,外观是管孔内壁上与身管轴线方向成一定倾斜角的若干条螺旋线沟槽,其外观如图1所示。膛线的作用是赋予弹丸一定的旋转速度,以保证弹丸在空中飞行的稳定性[1]。膛线的存在,避免了弹丸在飞行过程中的翻滚,使弹丸飞行方向保持性好、射程远,同时保证撞击目标时的动能转化,从而保证打击效果。

图1 膛线
炮用膛线分为3种:等距膛线、渐速膛线和混合膛线[2],其中渐速膛线常用在短身管的榴弹炮上,其膛线沿炮管长度方向的展开线是一条曲线,膛线的缠角自炮尾至炮口逐渐增大。对于短身管而言,较小的起始缠角可以减少弹体在炮管尾部的磨损,同时使弹体沿自身轴线的旋转加速度逐渐增大,保证弹体出膛时具有足够的初速度。
2 渐速膛线的数控加工计算公式推导
某典型榴弹炮的膛线为渐速膛线,其身管结构如图2所示。炮尾至炮口端膛线的缠角值自α1至α2逐渐增加(一次线性渐变)。目前最高效的加工方法是采用数控拉线机结合专用的拉线刀具进行拉削加工[3]。数控加工过程中,工件整体安装在卧式大孔径数控回转工作台主轴孔内,实现C轴的数控回转动作,拉线刀具沿Z轴往复运动,结合刀具自身的涨刀及缩刀动作,实现拉削加工。通过Z轴(移动值x)与C轴(转角值θ)的二联动数控插补,满足渐变缠角的加工要求。渐速膛线的展开线如图3所示。

图2 渐速膛线榴弹炮身管结构
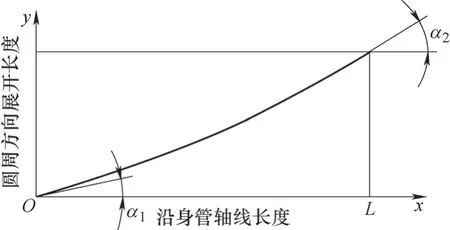
图3 渐速膛线展开线
对膛线的缠角α(单位为°),有如下公式

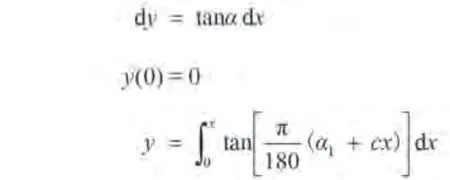
设沿身管轴线(Z轴)的长度值为x(x∈[0,L]),对于一次渐变缠角,在任意x处,膛线的缠角α为

结合式(1),并将角度转化为弧度值,可得

按图3中定义沿圆周方向的展开长度为变量y,则有
换元积分得
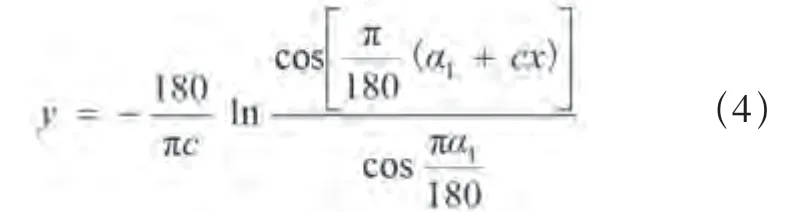
根据数控加工过程中C轴的转角值θ与y的关系y=πdθ/360,可得
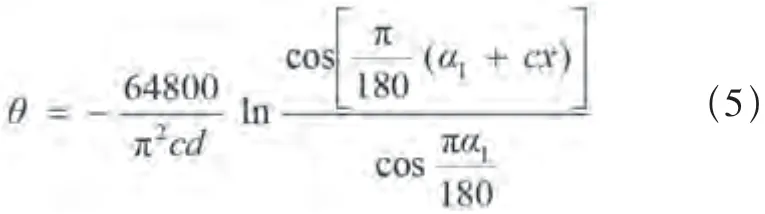
在实际的加工及数控编程过程中,通常运用宏程序,通过计算分段点进行拟合。对于相邻的两组数值,通过C轴及Z轴的直线插补完成拉削加工。式(5)通过对数换底变换可实现编程,但计算极为繁琐,并且由于缠角α的角度值很小,式(5)中对数的真数部分分子分母比值极为接近1,对数值非常小,这就要求在计算中小数点后要尽可能保留更多位,再次增加了计算难度。
3 计算方法简化
对于短身管类榴弹炮的渐速缠角,其设计值一般取3°~6°,属于小角度锐角,因此可简化式(3)为

则

从而得到转角值θ

式(8)可直接用宏程序进行编程,在数控系统满足处理速度的条件下,将数控循环程序中的循环增量值设置到尽可能小,以便获得平滑的拉削曲线及良好的加工表面粗糙度。实际加工中的宏程序片段如下。
语句“#560=#560+0.1”中,增量值“0.1”的设置要充分考虑数控系统本身的配置,设置的增量值过小,会导致拉削主运动的参数F值受限。在保证拉削曲线足够平滑的前提下,适当提高增量值,有利于保证主运动进给速度和加工效率。
4 计算结果对比及实际加工验证
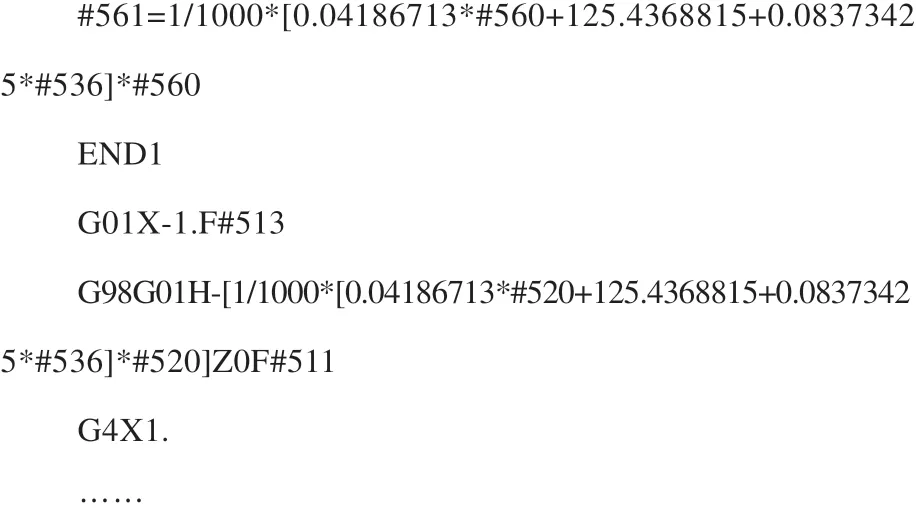
总转角与弦长的几何关系如图4所示,通常采用测量弦长S的方法来检验出口端及入口端膛线在C轴方向上的总转角θ值的正确性。本文中,分别按简化前后的方法计算出θ值,通过对比θ值对应的弦长S,可验证简化后的计算方法是否满足公差要求。
以某典型工件为例,α1=3°,α2=5°,L=550mm,d=82mm,D=100mm,按照式(5),计算得出,在全长550mm时总转角θ值为53.751°,对应图4中S=45.205mm。
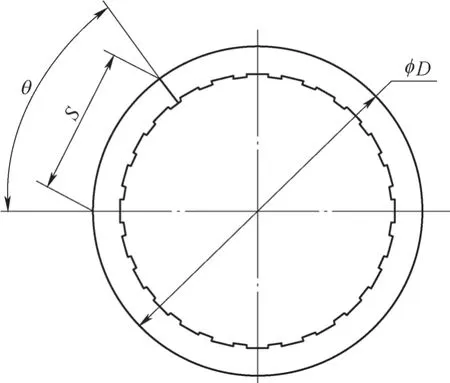
图4 总转角与弦长几何关系示意
按照简化后的式(8),计算得相关的θ值为53.659°,S=45.134mm。两种方法弦长值仅相差约0.07mm,完全在设计要求的公差范围内,不影响炮管整体的性能。
经过多次试验,对于普通配置的三轴数控系统,分别控制Z轴(拉削主运动)、C轴(工件旋转运动)和X轴(刀具涨缩动作),结合数控系统的预读入程序语句功能,在Z轴拉削运动线速度达到6m/min的条件下,宏程序的循环程序中增量值可设置在0.1mm以内,拉削加工出的膛线阴线沟槽两侧立面平滑,表面粗糙度符合设计要求,证明了该简化计算方法的正确性,工件实物如图5所示。
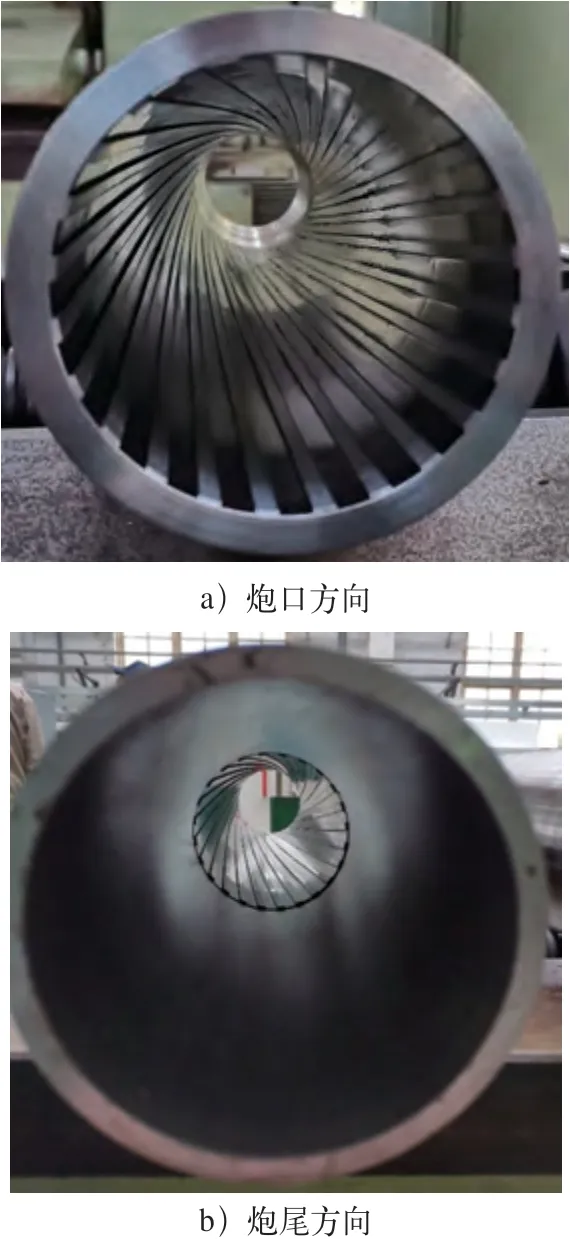
图5 工件实物
5 结束语
本文通过简化计算方法,将相关的表达式简化为易编程、运算速度快的二次函数,直接使用宏程序进行编程,降低了计算和编程的难度,同时保证了加工质量。该方法也可应用于圆柱外圆表面铣削小螺旋角变螺距沟槽的数控加工中,具有一定的通用性。
猜你喜欢
智能制造(2021年4期)2021-11-04
小学生学习指导(小军迷联盟)(2021年5期)2021-05-21
中学生数理化(高中版.高二数学)(2021年12期)2021-04-26
小学生学习指导·小军迷联盟(2021年5期)2021-01-23
科技视界(2018年6期)2018-05-11
数码世界(2017年12期)2018-01-03
看天下(2017年13期)2017-06-01
