
浅析链条销轴镀铬的影响因素及检测方法
2022-02-27 14:12代玉杰
金属加工(热加工) 2022年2期
代玉杰
青岛金链检测技术服务有限公司 山东青岛 266705
1 序言
电镀是依据电解原理,在部分金属表层获得较薄层的其他金属与合金的过程,它是依靠电解作用使金属和其他材料部件的外表依附一层金属膜的方法[1]。
镀铬工艺作为一种传统的表面改性技术,在电镀工业中占有极其重要的地位[1]。镀铬层可以有效保护销轴的表面,避免链条销轴在实际使用过程中发生过度磨损和腐蚀,这是由于铬本身具有优良的耐磨损腐蚀性和很强的钝化能力,因此,目前镀铬工艺在链条销轴的表面强化方面应用比较广泛。
2 镀铬销轴的加工流程
镀铬销轴的加工流程与普通热处理的销轴相比,增加了镀铬和镀铬后的无心磨等工序。其中,应注意销轴材质和销轴表面质量对镀层质量的影响,以及镀后应及时进行消氢处理。
2.1 基体金属对镀铬层的影响
镀铬层与销轴结合良好程度与销轴的化学性质密切相关。某些金属具有钝化性质,其表面易生成一层致密的氧化膜。若不经活化处理,则销轴表面很难获得结合牢固的镀铬层。此外,对于某些渗氮处理的销轴,由于表面形成一层白色化合物,铬原子在其表面的附着力显著减小,因此镀铬时也要进行活化处理。
2.2 销轴表面质量对镀铬层的影响
首先,销轴表面不允许有孔隙和裂纹。这是因为若销轴表面有裂纹和孔隙,则销轴进行电镀时电解液会渗入销轴的缝隙内,一段时间后渗入的电解液与销轴相互作用就会产生氢气,当后者的压力大于镀层与销轴的结合力时,镀层就会产生起泡、针眼等缺陷[2],如图1所示。
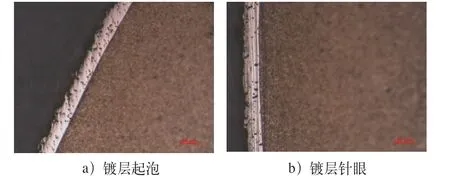
图1 镀铬层缺陷(200×)
其次,销轴表面粗糙度对镀铬层的表面质量有很大影响[3],因此销轴常进行磨光或抛光处理。表面粗糙度是指零件表面具有的微小间距及波峰、波谷的不平度,受加工方法影响较大。然而,销轴设计者在确定销轴表面粗糙度时,往往容易忽视销轴的表面粗糙度对电镀效果的影响。
在相同镀铬层厚度要求下,电镀前销轴的表面粗糙度值越大,电镀加工后镀层表面就越粗糙,孔隙率也就越高,镀层变得不完整,镀层与销轴表面的附着力变差,更容易产生锈蚀,从而影响销轴的使用寿命。电镀时销轴表面的粗糙度值过大时,粗糙表面的实际电流密度比表观电流密度要小,就会造成粗糙处的电位达不到金属的析出电位,则该位置就会没有镀层[4]。随着销轴表面粗糙度值的减小,销轴的表面硬度增加,这是因为销轴的表面粗糙度值越小,镀层越致密,硬度也就越高。另外,硬度压痕周围出现的不同程度的裂纹也能表明镀层的致密程度,从而反映影响镀层硬度的主要因素是电解产物——氢。氢的过电位现象在光滑表面和粗糙表面是不一样的,在粗糙表面的过电位较小。因此,销轴粗糙表面的氢更容易完成析出动作,其中的金属离子也不容易产生电沉积。为保证镀铬销轴的使用寿命和质量,电镀前销轴的表面粗糙度必须控制在合理范围内。但是,适当增加销轴表面粗糙度值也可以改善镀层与销轴的结合力[5]。因此,一般要求销轴的表面粗糙度≤0.6μm。
2.3 消氢处理
由于电镀过程中必须进行酸洗活化处理,所以析氢和渗氢现象在整个电镀中不可避免,析出的氢能够渗入镀层以及销轴金属内。析氢不仅会降低镀层性能,产生针孔、麻点、气泡等缺陷,而且还会降低基体销轴的韧性,从而导致链条零件装配后可能在远小于其正常破坏应力的连接状态下发生断裂。因此,镀铬销轴必须进行消氢处理,以减少内应力。
在镀铬销轴入库时,需要一种快速有效的检验方法对产品进行氢脆检验,以减少质量风险及经济损失。通过对比试验,建议采用气泡法。气泡法操作简单、用时短、成本低,其试验结果目前虽没有形成统一规范的技术要求,但其可作为减小氢脆风险的一个参考依据。建议使用该方法进行试验时,要不断地补充完善内容,形成企业内控标准,甚至是行业规范。
气泡法[6]是指将清洁并烘干的被测销轴置于温度180℃左右的石蜡(或温度120℃左右硅油或凡士林)中加热3~5min,观察销轴表面气泡产生和逸出情况,由此判断被测销轴的含氢情况,见表1。

表1 销轴表面气泡产生和逸出及其判定
在用气泡法对销轴表面气泡产生和逸出进行观察及其判定时,应注意以下事项。
1)被测销轴应用酒精等清洗剂进行清洗、冲洗,并烘干处理,确认销轴表面不存在污染物且是干燥的。
2)因溶液使用时间较长或销轴未清洗干净而带入溶液的杂质,造成溶液透光率下降至不足原溶液的75%左右时会影响观察,所以需定期更换溶液。
3)该方法仅可以判别销轴中是否含有氢,但无法判别单位体积氢含量,试验过程中出现大量气泡的现象不代表就会100%出现氢脆断裂的问题,但可以明确该状态下氢脆断裂的风险大大提高。针对判定为可疑或者不合格的销轴,应谨慎对待。
3 镀铬销轴的检测
3.1 镀铬层厚度
镀层厚度是销轴的一项重要性能指标,其往往会影响销轴的耐蚀性和耐磨性。目前,镀层厚度的检测方法多种多样,由于金相法有较高的准确度,因此根据GB/T 6462—2005《金属和氧化物覆盖层厚度测量 显微镜法》的要求[7],对多种型号的镀铬销轴进行了镀层厚度检测,发现镀层厚度的均匀性差强人意(见图2)。图2所示为某型号链条销轴的镀层厚度情况,其最厚与最薄处相差0.06mm。由此可见,镀层厚度的均匀性严重影响到销轴的圆度。
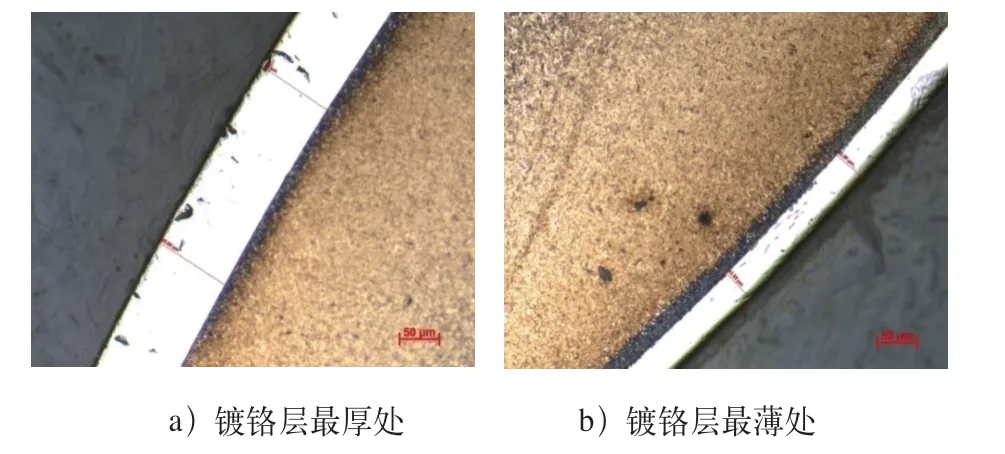
图2 镀铬销轴不同位置镀层厚度 (200×)
詹瑞秋等[8]研究表明,镀铬层的表面内应力均为拉应力,随镀铬层厚度的增加,镀铬层的表面内应力呈先增后降、再增再降的波动性变化。随镀铬层厚度的增加,镀铬层的硬度呈先略微增大后快速增大再缓慢增大的变化趋势。
3.2 镀铬层硬度
在测定镀铬层硬度时,常使用显微维氏硬度计,根据镀层厚度,可以选择加5~200g(0.049~1.96N)的小压荷,使得压痕深度达到镀层厚度的1/10~1/7,从而确保镀层硬度测量的准确。当镀铬层厚度>100μm时,也可以采用洛氏硬度计进行检测。
硬度测试要根据零件大小、基体材料、镀层厚度、压痕直径及负荷大小等采用不同的硬度计,因此测试镀铬层硬度值时数值变化较大。表2为采用200g(1.96N)压荷,用日本三丰HM-200显微维氏硬度计对不同型号的镀铬销轴进行的镀铬层硬度的检测结果。由表2可知,同一型号的镀铬销轴硬度差值最大为113.7 HV。

表2 镀铬销轴的镀层硬度 (HV)
综上所述,造成镀铬层硬度较高的主要原因是其表面吸附了大量的氢。因此,销轴镀铬后一定要在4h内进行热处理除氢。实践表明,在200℃下保温适当时间,氢气消除总量最多,硬度虽稍有降低,镀层会增加多孔性和裂纹网,但对镀铬销轴的使用影响不大。
3.3 镀铬层结合力
镀铬层的结合力是镀层重要的力学性能,若结合力低,那么即使铬镀层的其他性能再好也难以达到电镀的目的。
在GB/T 5270—2008《金属基体上的金属覆盖层 电沉积和化学沉积层 附着强度试验方法评述》中规定了金属基体上电镀层及化学镀层结合力的测试方法[9],但多数为定性测量。目前,常用的检测方法有钢针划痕法、弯曲法、冲击法和磨轮法等,由于镀铬层硬度较高,因此日常检测多使用磨轮法。将镀铬销轴在砂轮上打磨,直至销轴露出基体,若镀铬层没有起皮等现象发生,则定性证明镀铬层结合力良好。
张春华等[4,10]研究表明,基体表面粗糙度对镀层结合力的影响较大。随着基体表面粗糙度值的减小,镀铬层的结合强度得到提高。
4 结束语
由于镀铬工序的特殊性,容易导致镀铬销轴失效,因此必须严格控制相关工序,加强镀铬销轴的检测,以保证镀铬层具有良好的耐蚀、耐磨等性能,并由此减少链条质量问题的发生。
猜你喜欢
湘潮(上半月)(2022年6期)2022-12-06
大电机技术(2022年4期)2022-08-30
湖北工业大学学报(2021年5期)2021-11-03
农业装备与车辆工程(2021年9期)2021-10-04
表面工程与再制造(2021年1期)2021-08-06
矿山机械(2020年12期)2020-12-19
煤矿机电(2020年5期)2020-11-02
中国科技纵横(2017年17期)2017-10-19
科技创新与应用(2017年23期)2017-09-01
山东工业技术(2017年14期)2017-07-18
