
畜禽屠宰生产线工艺流程及设备配置探讨
2022-03-11 03:33杨小朋孟祥辉
肉类工业 2022年2期
张 彬 杨小朋 孟祥辉
1.福瑞珂食品设备(济宁)有限公司 山东济宁 272104 2.山推工程机械股份有限公司 山东济宁 272104 3.山东省鲁商冰轮建筑设计有限公司 山东济南 250101
中国是世界上最大的肉类生产与消费大国,其肉类消费量占到了世界消费总量的近1/3[1],屠宰技术是人类在自然界的斗争中,为谋求生存而进行的最原始的劳动方式捕猎中发展起来的。到了近代,随着科学技术发展,屠宰加工越做越细,加工技术有了很大提高,创造发明了很多精巧机器设备,在牲畜身上得到更多利用。宰杀规模越来越大,越来越集中。有了成套加工机械设备,屠宰技术上升为一门综合性科学技术。
中国最早的机械化屠宰场是上海的英租界,当局于1930年开工建设,1932年投产的沙泾路屠宰场。由于战乱和经济落后,1949年10月以前只在少数几个大城市有为数不多的机械化屠宰场。中国真正形成完整肉类加工工业是在20世纪50年代。在各地建成以武汉、郑州、长沙、哈尔滨、兖州等十大肉联厂为骨干的一大批大中型、现代化肉类加工厂和冷冻厂,改建、扩建许多旧社会遗留下来老屠宰场,初步形成较为完整的肉类加工工业。
到了20世纪90年后代期,随着改革开放进一步深入和经济的快速发展。中国肉类加工产业得到快速发展,技术装备水平得到很大提升,缩小了与欧美等国加工技术(特别是卫生水平)的差距。形成了一批以双汇、金锣等为代表的,年屠宰量上千万头生猪的具有国际先进水平的大型肉类联合加工企业。
屠宰设备行业市场调查分析报告显示[2],屠宰产品主要分为热鲜肉、冷鲜肉和冷冻肉。龙头企业有明显规模优势,从而可以较好地控制成本。同时,相对于中小企业,双汇、金锣等龙头企业拥有先进的屠宰技术和设备,生产出质量较高的产品,适应行业发展趋势,促进集中度提升。此外,龙头企业还具有先进的屠宰技术和设备。目前,技术设施、卫生防疫等行业标准构成了中小型企业进入屠宰行业的技术壁垒。例如,在冷鲜肉方面,双汇采用国际标准的屠宰工艺和完善的检验体系,采用世界先进的冷分割加工工艺,经过18道检验,胴体加工前先进行快速冷却、再进行缓慢冷却,使肌肉经过自然成熟过程,并在低温环境下进行精细分割,抑制微生物的生长繁殖,延长冷鲜肉的保质期,使产品品质高于大多数同行业企业的同类产品。但相比之下,大部分中小型屠宰企业采用简单传统的屠宰工艺[3],产品品质不够优良。而优秀的分割技术将满足市场终端全猪肉品类的需求,并可带来毛利率等经济效益的提升。农业农村部《全国生猪屠宰行业发展规划纲要(2016-2020年)》提出[4],“十二五”期间,我国生猪生产总体保持稳定增长,生猪存栏量、出栏量和猪肉产量稳居世界第一位,有力保障了城乡居民猪肉消费需求。猪肉占肉类总产量的比重64%左右,始终是肉类供给的主体。生猪屠宰布局和结构优化调整步伐加快,技术水平升级加速。全国规模以上屠宰企业2 937家,比“十一五”末增长17.9%。生猪定点屠宰资格审核清理工作持续推进,屠宰企业标准化生产、品牌化经营势头良好。部分品牌屠宰加工企业跨省配置生产资源,实现了连锁经营、冷链配送、直供直销,优质猪肉产品跨区域流通格局初步形成。目前,规模以上屠宰企业屠宰量占全国的68%,前50名屠宰企业屠宰量占全国的18%。2021年12月14日,农业农村部印发的《“十四五”全国畜牧兽医行业发展规划》中提出,到2025年,全国畜牧业现代化建设取得重大进展,奶牛、生猪、家禽养殖率基本实现现代化。在产品保障目标上,确保猪肉自给率保持在95%左右,猪肉产能稳定在5 500万吨左右,生猪养殖业产值达到1.5万亿元以上,着力提升发展质量,加强产能调控,缓解“猪周期”波动,增强稳产保供能力。在现代化建设目标上,实现畜禽核心种源自给率达到78%,畜禽养殖规模化率达到78%以上,养殖、屠宰、加工、冷链物流全产业链生产经营集约化、标准化、自动化、智能化水平迈上新台阶[5]。
1 生猪屠宰加工工艺流程及工艺参数
1.1 待宰
外调生猪必须来自非疫区,生猪到厂后,经兽医检查检疫合格后,才能进厂赶入待宰圈。在待宰圈停食、饮水,休息12~24h后进行宰杀。未经充分休息的生猪宰杀时,停留在微血管中的血液不易放干净,宰后屠体膘色发红,影响外观,且影响储藏期。
1.2 麻电致晕
生猪在宰杀前致晕,是保证宰杀安全,减轻劳动强度的有效措施。同时,宰前麻醉致晕,可减少猪在刺杀放血时的痛苦,提高动物福利,同时防止猪因危险感而消耗过多糖原,使宰后屠体pH值停留在正常水平。常见方法有机械击昏法、麻电致晕法、二氧化碳窒息法。
1.3 刺杀放血
麻醉后应趁活猪处在麻醉失知的状态下尽快放血。常见的放血方法有卧式放血和立式放血2种。卧式放血较立式放血,可减少断脊和猪应激反应,在新建大型屠宰厂得到广泛应用。放血时间掌握在5~6min(南方地区应适当缩短至3~4min),每头猪的血在3kg左右,产量很大(根据区域消费习惯不同,也存在较大差异)。猪血有很多用途,可供食用、制药、饲料和工业使用。充分利用猪血,不但可以提高收益,还可减少环境污染。
1.4 去毛
经过刺杀放血的生猪,除加工剥皮猪肉外,必须将鬃毛刮除;去毛是屠宰加工中的主要工种之一,对保证产品质量起着十分重要作用。在现代化屠宰工厂,为了确保将毛刮净,在整个去毛过程中共分烫毛、打毛、修刮、燎毛、吊挂修刮毛、清洗六道工序。
烫毛方式有运河式烫毛、蒸汽隧道烫毛、喷淋隧道烫毛等。前者设备投资少,运行费用低,是目前应用最多的一种烫毛方法。蒸汽烫毛设备投资大,且运行费用高,目前,在国内只有少数大型屠宰企业使用,但此方法是今后发展方向。生猪饲养方式不同、品种不同、产区不同、膘厚不同、出栏季节不同都会影响到烫毛温度和时间。正确掌握烫毛温度时间,是去毛工序关键问题。温度过高,浸烫时间过长或温度过低,浸烫时间过短都会影响到除毛质量。烫毛温度控制在58~63℃,时间控制在3~6min,需要经验丰富技工,根据季节、毛猪品种等因素把握。
打毛机出来的猪屠体在清水池里或平板输送机上进行修割后挂起。用火焰喷枪对准小毛较多的部位或刀不易刮到的部位喷火,将小毛烧毁。最后使用刀具对燎毛后的猪体进行修刮。在部分大型屠宰厂使用燎毛炉进行燎毛,用抛光设备进行抛光。
1.5 剥皮
剥皮有人工剥皮和机械剥皮2种方法。人工剥皮只适用于小型作坊和屠宰工厂的急宰环节。绝大多数工厂都采用机械剥皮。机械剥皮的猪屠体必须先进行手工预剥。预剥的操作程序是先将放血后的生猪,在轨道线上去头,落在预剥线上去蹄、挑腹皮、剥前腿、剥后腿、剥臀皮、剥腹皮。将预剥开的大面积猪皮拉平、绷紧,放入剥皮机卡口、夹紧,启动剥皮机将猪皮剥下。
1.6 开膛、净胸
猪经刺杀放血后,但体内新陈代谢作用大部分仍在进行,在新陈代谢过程中,依然释放热量,而这时呼吸、运动等消耗热量活动已经结束。所以,在宰后90min内,猪体温度不降反升。放血后的屠体对细菌抵抗能力已经丧失,高温会促使细菌繁殖加快。特别是肠胃容物细菌含量很高,如不及时取出,极易引起内脏变质。一般从放血到取出内脏的时间不宜超过30min(最好不超过20min)。
工厂屠宰采用吊挂剖腹,由多个工种流水完成。大型工厂一般分为割生殖器、雕肛、撬胸骨、剖腹、刁直肠、取肠胃、取心肝肺等。剖腹过程中严禁刺破胆、肚污染肉品。目前已有先进的自动雕肛、开腹二位一体机等先进设备,在大型屠宰厂已推广使用。
1.7 劈半
胴体开胸、净膛后,经检验检疫合格后。为方便后续加工、运输、销售,要将胴体劈半,有手动操作的半自动化劈半锯和全自动化的自动劈半机。
1.8 副产品整理
胃肠内容物含有大量细菌,极易造成变质。胃肠系统、心肝肺系统割离胴体后,要尽快将其分离、冲洗和整理。主要工作内容包括分离心、肝、肺,摘除胆囊;分离脾、胃(肚),翻洗、清理胃容物;扯下大肠上花油,翻洗大肠;扯小肠,摘胰脏等工序。
1.9 清洗
使用大量水对屠宰加工完的猪胴体进行全方位喷淋,清洗的目的是洗干净肉品表面的浮毛、血污等杂质,另外可起到降低肉品温度的目的。
1.10 冷却
生猪在刚屠宰后短时间内,体内新陈代谢作用大部分仍在进行,胴体温度会略有升高。胴体较高的温度、湿润的表面,加上营养丰富,很适宜细菌的生长繁殖,必须迅速进行冷却。目前,冷却工艺有一段式冷却和两段式冷却2种方式。一段式冷却是在室温0℃左右,湿度95%~98%的冷却间内,用冷风机降温,使胴体中心温度降到4℃左右。冷却的同时胴体进行成熟作用,也就是说的排酸,经过成熟作用的肉质更加嫩滑、风味更加鲜美,更利于人体吸收。两段式冷却是,先将肉体在温度-20℃左右的快速冷却间内,冷却90min,使肉体表面快速形成冰壳,更好的抑制细菌繁殖;再在0~4℃室温的冷却间,将胴体中心温度冷却到7℃左右。该工艺能耗高,设备投资大,适用于大型肉类加工企业。
1.11 屠宰过程中的检验
活猪在生前饲养过程中,往往会感染多种疾病。有些病在宰前静养过程中被发现,进行急宰处理。但有些病在宰前难以被发现,所以必须在屠宰过程中对宰后生猪的胴体、内脏逐头进行检验,防止病变肉品流入市场,影响人民身体健康。
宰后检验项目有头部检验、皮肤检验、肠系膜淋巴结检验、心肝肺检验、胴体检验。检验方法有观察、剖检、触检、嗅检和化验室诊断。检验过程中胴体、副产品任何一方发现病变,同一头猪任何一部分检验出病变,其他部分都不得出厂。为保证胴体与副产品对应,小型屠宰厂采用胴体、副产品分别编号的方法,大型屠宰企业则必须采用同步检验线,进行胴体、副产品的同步检验。检验过程发现的病猪,根据病变病种按规定进行相应的无害化处理。
生猪屠宰工艺流程简图见图1。

图1 生猪屠宰工艺流程简图
2 生猪屠宰加工设备的配置
一个规模化屠宰工厂直接服务屠宰的设备可分为输送设备、工作区加工设备两大类。输送设备有悬挂输送牵引链和推式悬挂输送链等;加工设备有屠宰设备、副产加工设备,如麻电工序有手持式麻电器、三点式麻电机等;剥皮工序有各种形式的预剥线、剥皮机;烫毛工序有摇烫机、运河式烫池、烫毛遂道等;去毛工序有液压生猪软刨毛机、螺旋自动刨毛机等。设备的配置选型需要根据“两端市场”(前端原料市场、后端消费市场)、生产规模、产品结构、加工工艺流程、操作习惯、认证标准、投资规模等进行选择。
2.1 Ⅲ级屠宰企业
主要工序实现半机械化作业,并且年屠宰能力≤6万头的生猪屠宰企业(注:屠宰规模应按GB 50317-2000的相关规定划分)。Ⅲ级屠宰企业成套设备基本配置:需配备清洗装置、麻电输送机、手持式麻电器、控血输送机、浸烫池、生猪刨毛机、剥皮设备、胴体加工手推轨道、内脏同步检验车、手持劈半锯、劈半锯消毒装置、胴体冲洗装置、洗手刀具消毒装置、扁担钩清洗装置。
2.2 Ⅱ级屠宰企业
主要工序实现机械化作业,并且年屠宰能力在6万头以上的生猪屠宰企业。Ⅱ级屠宰企业成套设备基本配置:符合Ⅲ级屠宰企业成套设备基本配置条件外,还需配备淋浴设备、致昏设备、放血输送机、预清洗机、烫毛设备、刨毛设备、平板修刮输送机、预干燥机、燎毛设备、清洗抛光机、胴体加工输送机、内脏同步检验输送机、劈半设备、冷却设备、鲜销发货轨道、扁担钩清洗设备。
2.3 Ⅰ级屠宰企业
主要工序实现自动化作业,并且年屠宰能力在6万头以上的生猪屠宰企业。Ⅰ级屠宰企业成套设备基本配置符合Ⅱ级屠宰企业成套设备基本配置条件外,还需配备连续式烫毛设备、自动刨毛机、自动燎毛设备、开肛器、猪体开膛机、胴体劈半机、动态电子轨道秤、二分体装车机等设备。
3 各加工区域主要设备选型配置
3.1 击晕放血区哉
3.1.1 钢制赶猪通道
设计合理的赶猪通道不仅可以提高赶猪效率,而且可以减少伤残猪的出现,提高肉品品质。由于赶猪通道须与三点式麻电机(此处采用与三点式麻电法对接介绍)对接,赶猪通道最高处需要高出±0.000(以放血间室内地坪为±0.000)1 180~1 200mm,为了适应各地猪种爬坡能力,GB50317-2000标准[6]规定赶猪坡度应≤10%。
目前国内诸多企业还是沿用1m高砖砌赶猪通道,这种阴暗狭窄的赶猪道不仅不利于猪的驱赶,而且时间久了易伤猪,维修困难等缺陷。钢制赶猪通道采用转向切换装置,将双通道并为单通道,提高赶猪效率。通道设有防坐卧、防倒退装置,有效减少因挤踏造成的猪体损伤。通道设有紧急出口,便于将残猪从通道中拖出。此种钢制赶猪道排水通畅,通风性能好、光照度大,对抑制PSE肉的形成有一定效果。参数见表1。

表1 钢制赶猪通道
3.1.2 致昏设备
麻电是屠宰击晕方式中的一种,随着我国屠宰业的发展,麻电击晕方式越来越先进,原始残酷的直接棒打等击昏法,已逐渐被抛弃。现在常用的麻电击晕方法,在电流通过猪的脑、心部击晕后,造成心跳加快、四肢颤抖、呈昏迷状态。生猪击晕后,刺杀放血过程是在昏迷状态下进行,可以减少生猪痛苦,符合国际上动物福利要求,同时,减少猪的应激反应,改善肉品质量,减少断骨、淤血等降低肉品质量的现象。在国内常用的窒晕、麻电设备主要有:二氧化碳窒晕系统、托胸三点式自动麻电机、马鞍式生猪输送机、手握式麻电器等。
3.1.2.1 二氧化碳窒晕系统
对生猪采取更人道方式致昏,保护动物福利。
此窒晕方式有助减轻猪的紧张,杜绝电击晕方式带来的应激反应对肉品质量的影响,对猪体大小没有限制,屠宰后无淤血、断骨现象发生,PSE肉发生率明显降低,对猪体完全不会造成损伤。采用气动润滑系统集中供油润滑,为保证每个润滑部位有足够的润滑油,对油进行雾化润滑,即节省油耗又保证了润滑效果。
应用数字控制技术对二氧化碳供给量自动补给,控制系统信号的采集及控制输出通过DeviceNet通信的方式,减少了其他信号采集方式引起的干扰,造成的二氧化碳浓度误差大对致昏效果的影响,增强了系统的抗干扰能力和稳定性。
安全保护系统:设有严格的安全防护系统。当设备某一运动部件或防护装置处于非正常状态或动力条件不符合正常运转要求时,机器会停止工作。设计安装了浓度监测仪器,完全避免了机器的意外损坏对人身安全的伤害。
吊笼采用侧进侧出猪结构,进出猪速度快、效率高,不会出现挤压现象。吊笼数量根据设备型号确定。参数见表2。

表2 二氧化碳窒晕机基本参数
3.1.2.2 托胸三点式自动麻电机
近年来“托胸三点式自动麻电机”的方法受到普遍关注。生猪活体骑跨在带有特殊橡胶材料制作皮块的输送链上,行至麻电区域时由光电扫描装置对猪体头部进行扫描、定位,麻电装置随输送链同步移动,分别对猪体头部、心脏进行麻电。致晕后的生猪随输送链送出麻电机。设备设计采用了光电扫描技术,麻电电极夹持定位准确,保证了对生猪的最佳致晕效果,同时生产过程中可实现连续性作业,操作人员劳动强度低,而且击晕时间短,运动空间狭,猪在击晕之前的心率明显低于常规的方法,缓解了生猪的应激反应,降低了断骨、淤血、PSE肉等现象的比率。猪体在输送过程中,输送链块托住猪体腹部使猪脚悬空,避免了对猪体的损伤,改善肉品品质,因此乐于被大中型屠宰厂采用。托胸三点式自动麻电机基本参数见表3。
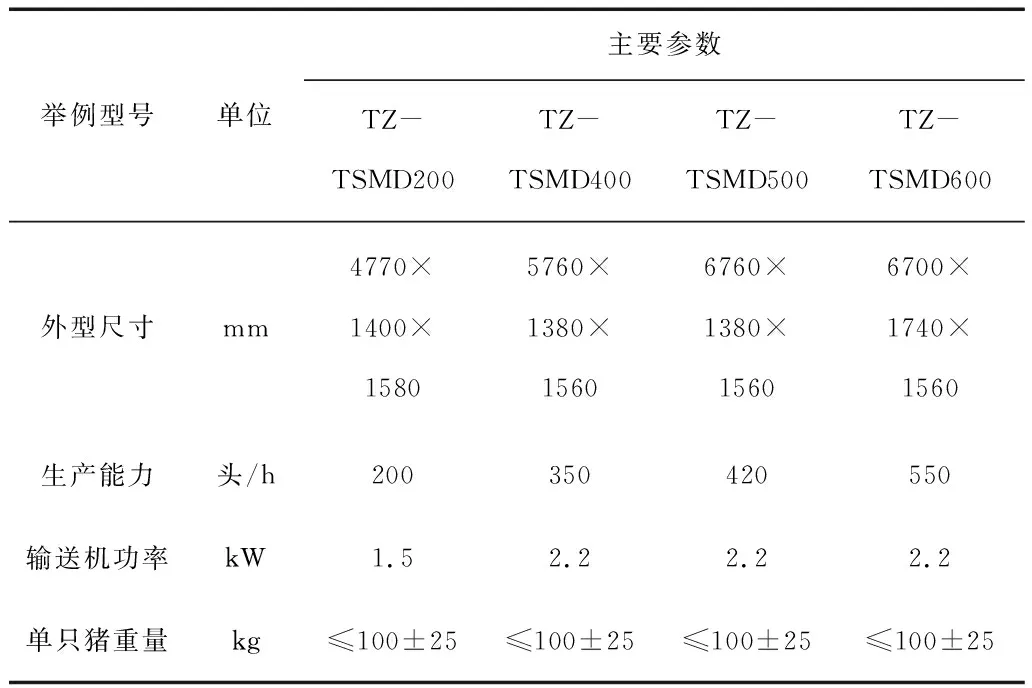
表3 托胸三点式自动麻电机基本参数
3.1.2.3 马鞍式生猪输送机
采用托胸式方式输送,依靠提升机或弯轨提升实现生猪输送悬挂,亦可用手握式麻电器对生猪电击晕。马鞍式生猪输送机参数见表4。

表4 马鞍式生猪输送机基本参数
3.1.2.4 手握式麻电器(手动击晕钳)
手持式麻电器是运用手工操作将猪击晕的工具。由于结构简单,效率高、操作便利、维修方便、价格低廉等,为一些规模较小的屠宰厂所采用。手持部分为一绝缘手柄,以绝缘性能良好的干木棒或塑料制成。在两电级上分别捆扎一些有利于吸附盐水增强导电能力的材质,如纱布、海绵等。手握式麻电器基本参数见表5。
3.1.3 卧式放血输送机
用于接收击晕后的猪屠体,并将其输送,通过刺刀工位,到达挂猪提升工位。在刺刀和挂钩期间猪在工作台面上停留约40~60s。有利于改善动物福利、减轻人工劳动强度、放血完全、改善肉品质量等。卧式放血输送机参数见表6。
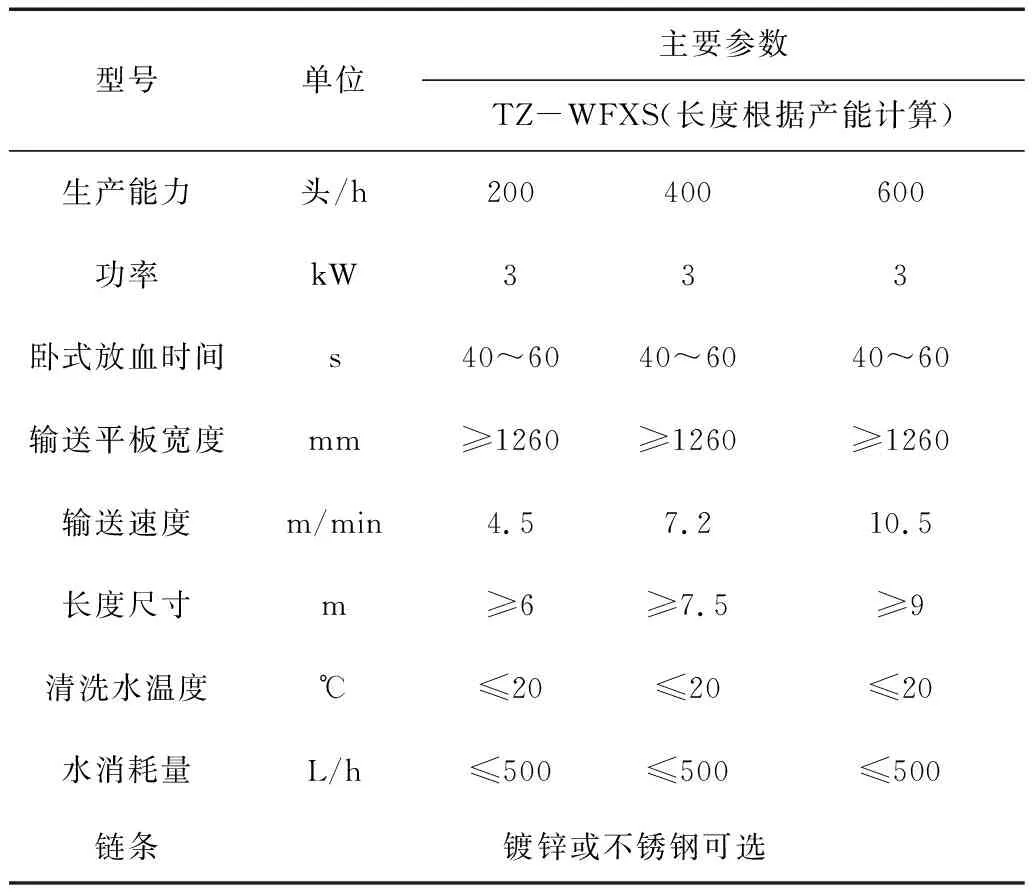
表6 卧式放血输送机基本参数
3.1.4 预清洗机
用于对控血后猪屠体表面进行清洗,根据放血程度的不同,清洗猪屠体表面的清洗条可选鞭条或毛刷材质。预清洗机基本参数见表7。
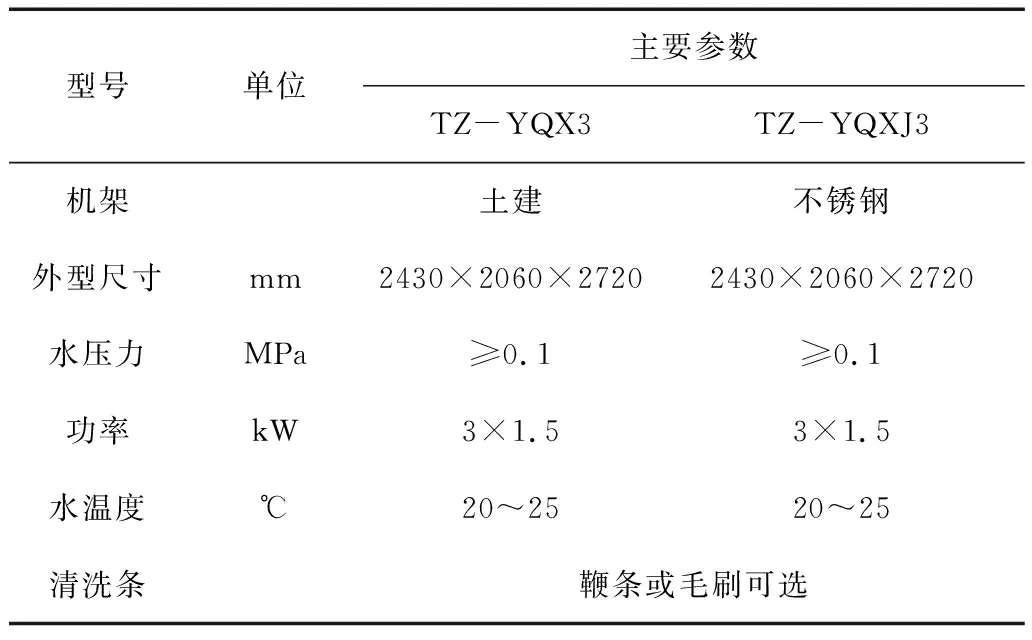
表7 预清洗机基本参数
3.2 浸烫区域
烫毛是屠宰加工过程中对生猪屠体表面加工处理的关键步骤之一,是有效清除猪屠体体表鬃毛的方法,浸烫脱毛的好坏与白条肉质量有直接关系。烫毛方式不仅直接影响刮毛机的刮毛效果,同时也是屠宰加工中衡量产生交叉感染程度的一个重要环节。对猪屠体来说,烫毛是一个加热升温的过程,在一定程度上导致屠体温度上升,从而促进PSE肉的形成,影响肉品质量。因此,浸烫的工艺方法和设备性能关系到整条屠宰线的加工质量,并最终影响到肉制品的卫生及安全。
现在国内外大中型屠宰厂采用得比较多的烫毛方法主要有2种:一种是烫池工艺,一种是竖式隧道烫工艺。烫池工艺是由原来的手工烫毛发展为往复式摇烫,然后发展到国内目前运用最为普遍的“运河式烫毛”。
3.2.1 摇摆式猪体浸烫池
往复式摇烫工艺用于在烫猪池浸烫的猪屠体往复摇摆且有序向前推进。主要由摇烫机、烫池两部分组成。
摇烫机安装在烫池内,烫池一般采用240砖墙砌筑,内外表面贴白色瓷片。摇烫机基本参数见表8。
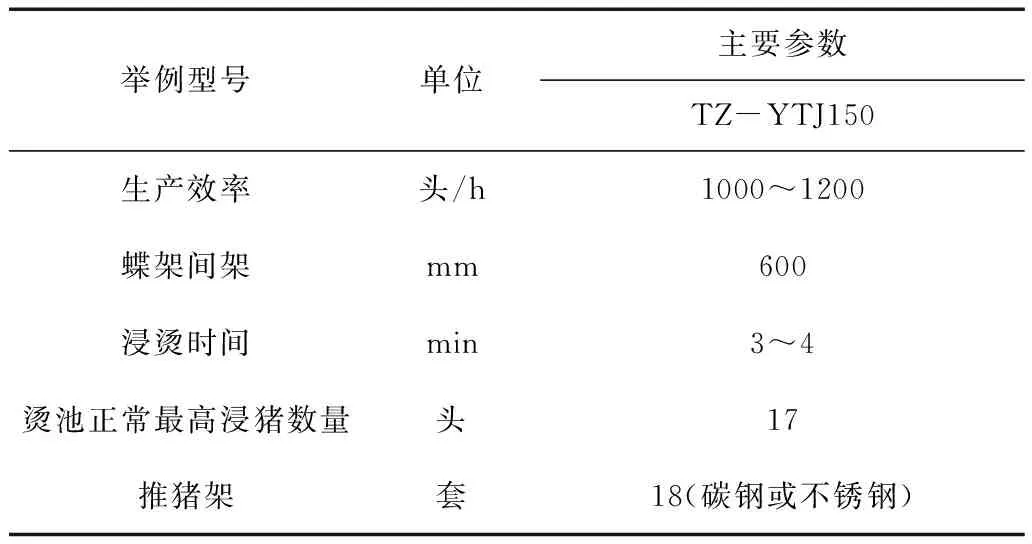
表8 摇烫机基本参数
3.2.2 运河式猪体浸烫池
摇摆式烫毛装置工作时,整个烫池处在敞开式状态下,热量损失大,卫生状况差,工作环境恶劣。随着屠宰企业卫生标准的提高,摇摆式烫毛装置慢慢的被运河式烫毛装置取代。
运河式浸烫法采用烫毛输送机悬挂放血吊链拖动猪屠体,全浸式烫毛。在烫池中安装一条自动线轨道,猪屠体在浸烫过程中,吊脚链不松开直接进入烫池,在可控沉降的导轨下,被悬挂输送机拖动在浸烫池中行进,完成浸烫后再提升至刮毛机前的落猪装置处,整个浸烫过程无需人工操作,基本实现了生产线机械化加工。封闭式的运河式烫池,温度稳定、均匀,烫毛效果好,可降低能源消耗和减少工人劳动强度,克服了传统烫毛工艺刮毛操作困难,生产不连续等缺点,满足食品卫生要求,提高了生产效益。
由于国内目前运河式浸烫法最普遍,烫池有不同的规格,其长度主要由屠宰量、挂载间距、浸烫时间来定。运河式猪体浸烫池基本参数见9。
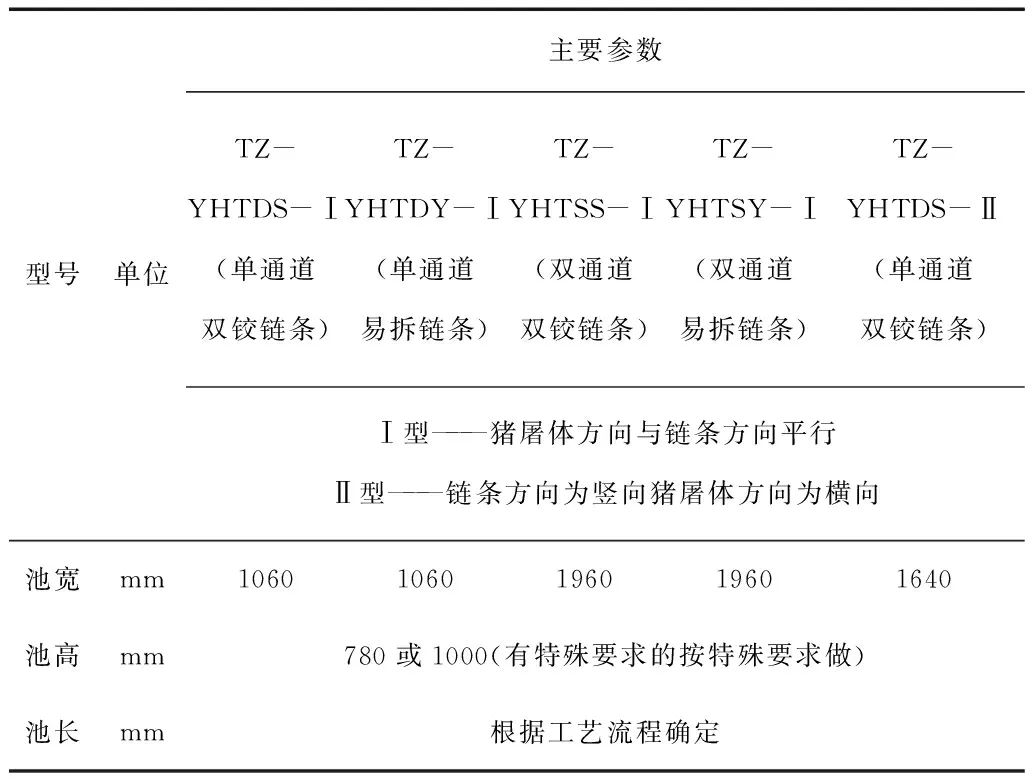
表9 运河式猪体浸烫池基本参数
3.2.3 蒸汽、喷淋烫毛隧道
蒸汽烫毛隧道热水、喷淋式烫毛隧道技术,比现常规烫池方式可有效避免病菌的交叉感染,改善烫毛工序的卫生条件,在欧洲广为流行,因此中国《生猪屠宰企业资质等级要求》(SB/T10396-2011)[7],五星级生猪屠宰加工企业烫毛须采用热水喷淋烫毛或隧道蒸汽烫毛。而进口的全套蒸汽烫毛装置引进成本高,在国内尚未得到大量的引进。随着食品卫生、安全日益受到老百姓关注的今天,国内开发及推广符合我国屠宰加工企业需求的、性价比高的蒸汽烫毛隧道热水、喷淋式烫毛隧道已经重点推广和运用。
冷凝式蒸汽烫毛隧道主要由不锈钢保温箱体,蒸汽供热(湿)系统,热循环系统,自动温控系统,排污系统等组成。
通过热循环系统进入隧道,隧道两侧安装的导流板迫使湿热蒸汽均匀扩散,环绕猪屠体周围对猪体的较浅表层及猪毛进行浸润和浸烫。余热蒸汽回到隧道外与热蒸汽重新混合后循环使用,隧道底部的通道用来收集冷凝水和使蒸汽均匀分布,烫毛温度由安装在隧道上的温控系统来控制。蒸汽式烫毛装置长度主要依屠宰线速度、挂载间距、浸烫时间来确定。蒸汽烫毛隧道热水、喷淋式烫毛隧道基本参数见表10。
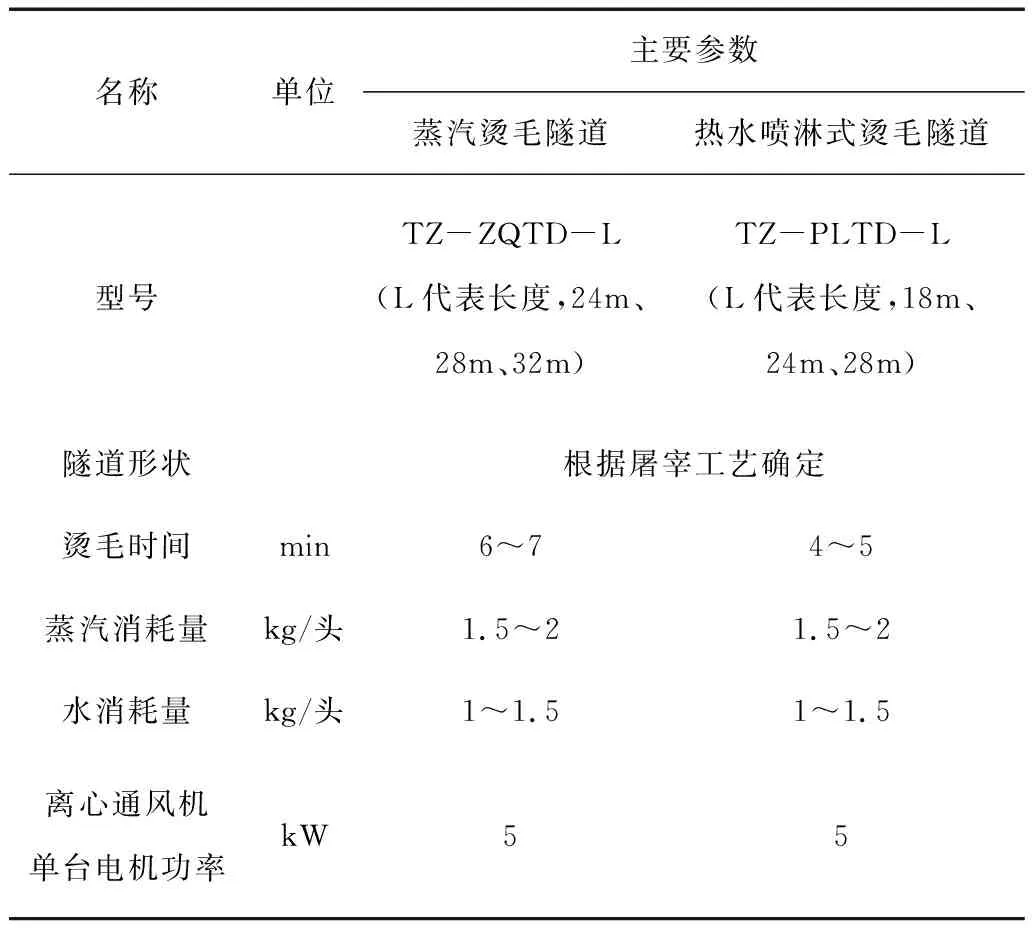
表10 蒸汽烫毛隧道热水、喷淋式烫毛隧道基本参数
3.3 脱毛区
在脱毛设备创造出来之前,活猪屠宰加工过程中,劳动强度最高的工种就是刮毛工序。工人双手放在摄氏60℃滚烫的热水中,要在短短的几分钟内,把猪屠体烫好、刮净。常造成工人们双手肿胀、溃烂,甚至指甲脱落等伤害。20世纪60年代,我国初步试制完成了卧式脱毛机。脱毛机不断改进和完善,现采用螺旋自动连续脱毛技术,断腿率和破皮率少,减少猪体的损伤,大大提高自动化程度和生产率。
3.3.1 液压生猪软脱毛机
液压生猪软脱毛机是20世纪90年代,我国应用比较普遍的脱毛设备。它主要由机架、起猪捞耙、2个硬刮刨滚筒、1个软刮刨滚筒、离合器、链条传动装置等组成。
液压生猪软脱毛机最适合与摇烫机配套使用。操作时,将浸烫好的猪屠体拨入捞耙内,然后拉动离合器,活动门栅便开启,猪屠体即被捞耙抛入脱毛机内。在捞耙返回烫池时,活动门栅随即升起关合,三滚筒对猪屠体进行翻转、脱毛,待脱毛完成后,再拉动离合器,使与其联动的软脱滚筒上升,脱好毛的猪屠体即顺硬刮脱后滚筒的旋转方向由机身后滚出。
液压生猪软脱毛机由于是间断性的生产,白条加工能力更适用于约500头/日。
液压生猪软脱毛机前端的起猪捞耙和活动门栅,与离合器、连杆、支架联系起来,由两边的凸轮机构控制,而同步起动起猪捞耙伸入烫池内。2个硬刮脱滚筒和一个软刮脱滚筒互成直角排列,转向相反。猪屠体在滚筒的旋转拨动下,不断翻动,猪屠体在自身重力压力下,与刨片不断磨擦,将毛刮掉,从而达到脱毛的目的。液压生猪软脱毛机基本参数见表11。
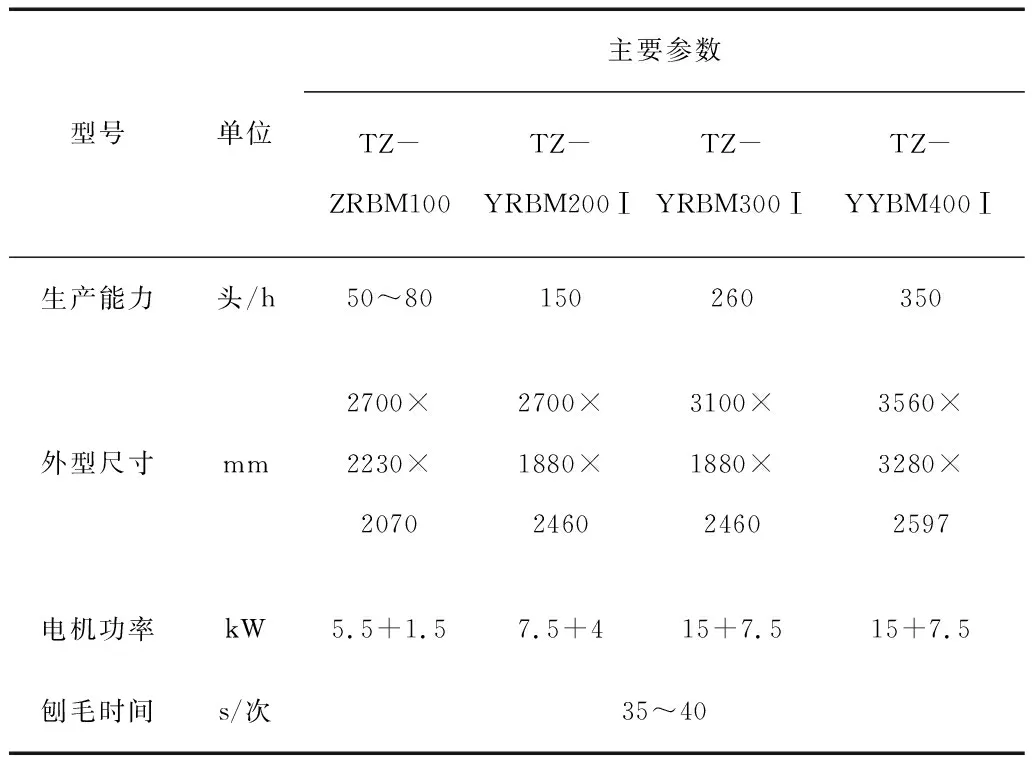
表11 液压生猪软脱毛机基本参数
3.3.2 螺旋自动脱毛机
螺旋脱毛机具有以下特点:(1)可以满足连续进猪工作,生产效率高;(2)设备传动结构简单、外置动力空间大、维修方便;(3)震动小,结构简单,故障率低,维修方便;(4)自动化程度高,操作简单方便,机器自身的下刮毛滚筒采用螺旋设计,将生猪翻转的同时完成对屠体的轴向输送,脱毛质量高。
螺旋自动脱毛机基本参数见表12。
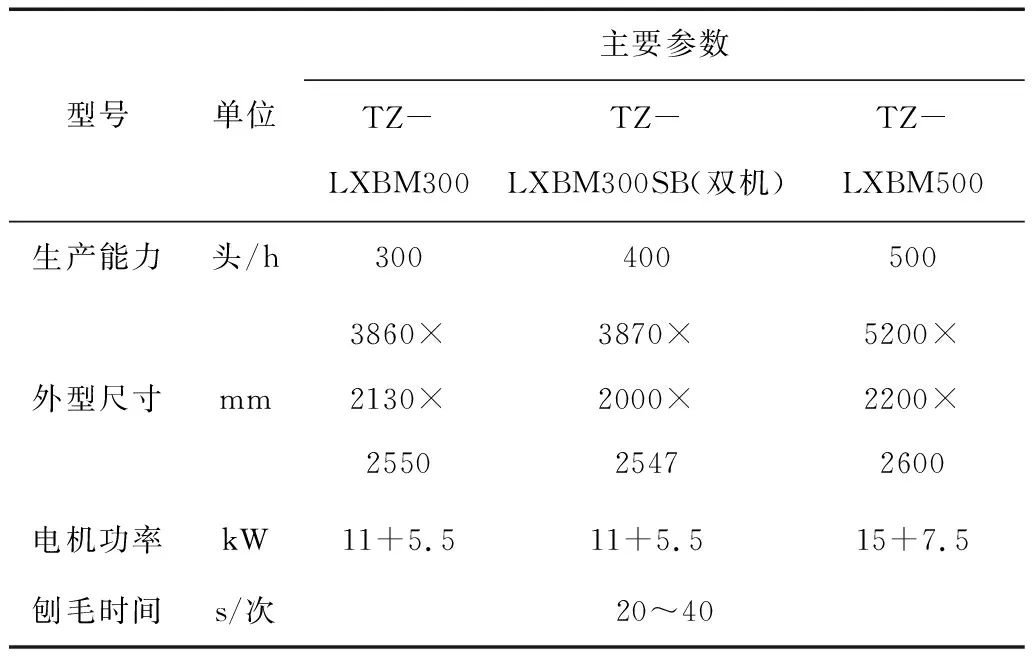
表12 螺旋自动脱毛机基本参数
2个滚筒同向旋转,脱毛滚筒轴上的刨毛器成螺旋状排列。致使猪屠体在刨毛工作腔室内翻滚,猪屠体在自身重量的压力下,刨片与猪体之间、猪体与猪体之间的相互摩擦从而达到脱毛的目的。同时借助斜栅栏螺旋的作用,推动猪屠体一边翻滚一边前进。直致猪屠体被推出脱毛腔室。
3.3.3 卧式修刮输送机
用于对刨毛后的猪屠体进行人工修刮、整理、输送。猪胴体在输送机的末端经提升机提起。卧式修刮输送机基本参数见表13。
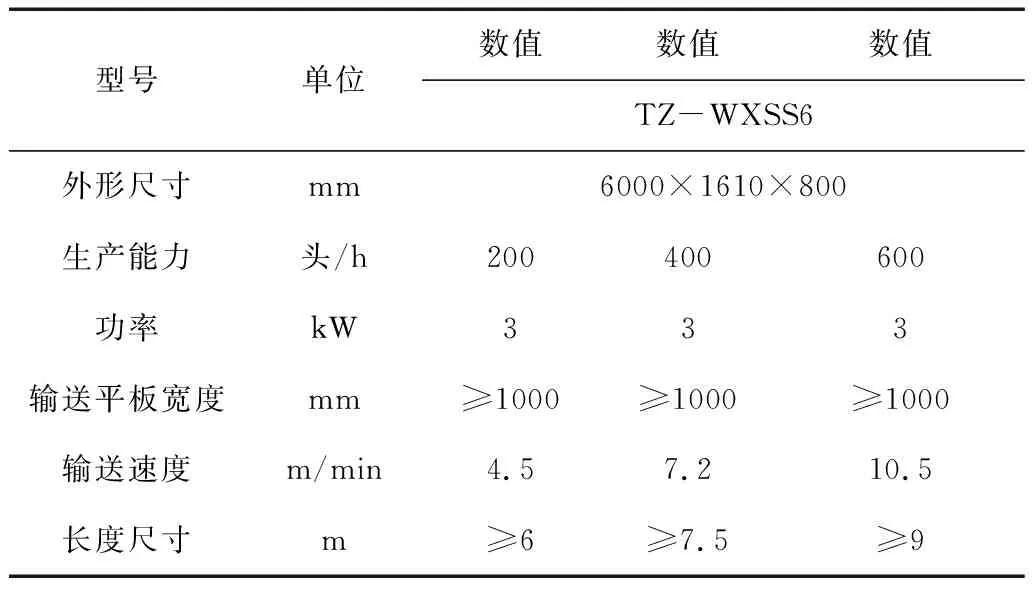
表13 卧式修刮输送机基本参数
3.4 剥皮区
3.4.1 预剥送机
根据市场需要,胴体有带皮胴体和不带皮胴体。不带皮胴体加工前需要进行一道剥皮工艺。在剥皮机问世以前,剥皮都是在特制的剥皮凳上进行。预剥输送机是剥皮机的配套设备,是机械剥皮前的人工预剥、去头蹄等工序的辅助设备和将预剥后的猪屠体输送到剥皮机前的设备。有了剥皮机后,为了使手工预剥与机器剥皮2道工序紧密衔接,减少搬运环节,降低劳动强度,于是开发了预剥皮输送机,安装在剥皮机前部,对剥皮猪屠体人工预剥,为机剥做好准备。
预剥输送线分为平板式预剥输送线和坡式预剥输送线。平板式预剥输送线需要安装在一个约600mm高的操作平台上,操作不方便,安全性高,劳动效率高等。坡式预剥输送机直接安装于车间地坪上,在靠近剥皮机前1.5m处爬坡提升,虽然操作方便了,但是在提升处无法进行预剥皮操作,输送线的有效利用率降低,综合比较后,坡式预剥输送线更有优势。预剥输送机基本参数见表14。

表14 预剥输送机基本参数
3.4.2 卧式滚筒剥皮机
经过预剥皮的猪屠体被夹送到夹皮口,将猪腹部皮理齐顺平放入开口处,启动滚筒开关,滚筒完成夹皮并转动。当猪屠体被卷到振荡刀部位时,开动刀具电机,剥皮刀即在猪皮与脂肪层之间快速往复运动,在剥皮刀的切割作用和滚筒的拉皮作用下实现剥皮。滚筒转动一圈后,停;夹皮口张口,剥下的猪皮滑落到机器下面,猪屠体滚入滑槽,滑至提升机处提升。卧式滚筒剥皮机基本参数见表15。
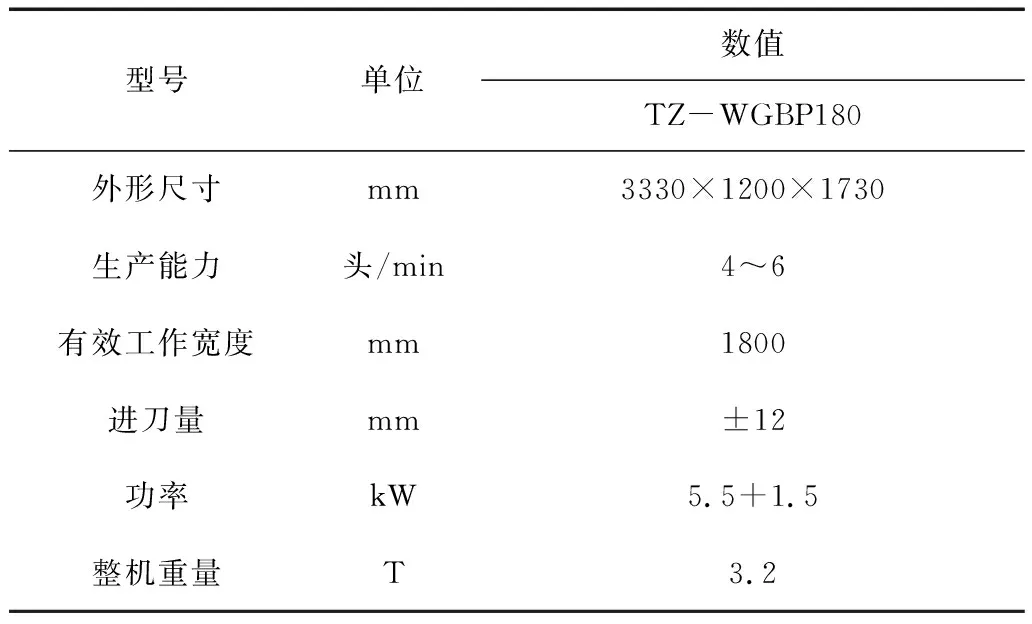
表15 卧式滚筒剥皮机基本参数
3.5 胴体加工区域
预干燥机、燎毛炉、清洗刷白机等是一套完成浸烫脱毛后去除猪胴体上残毛的后序加工设备,以达到外观清洁,卫生等标准。通过劈半后开始进行内脏摘除和同步检疫。
3.5.1 预干燥机
采用鞭状橡胶或塑料条鞭打猪胴体,对刨毛后猪胴体表面进行抹干,以去除猪胴体上的水分,起到表面干燥作用,为燎去猪胴体上未脱净的猪毛而设置的前加工设备,从而使后序的燎毛设备节省能源消耗,以提高自动或手动燎毛效果,还具有缓解尸僵的效果。预干燥机基本参数见表16。
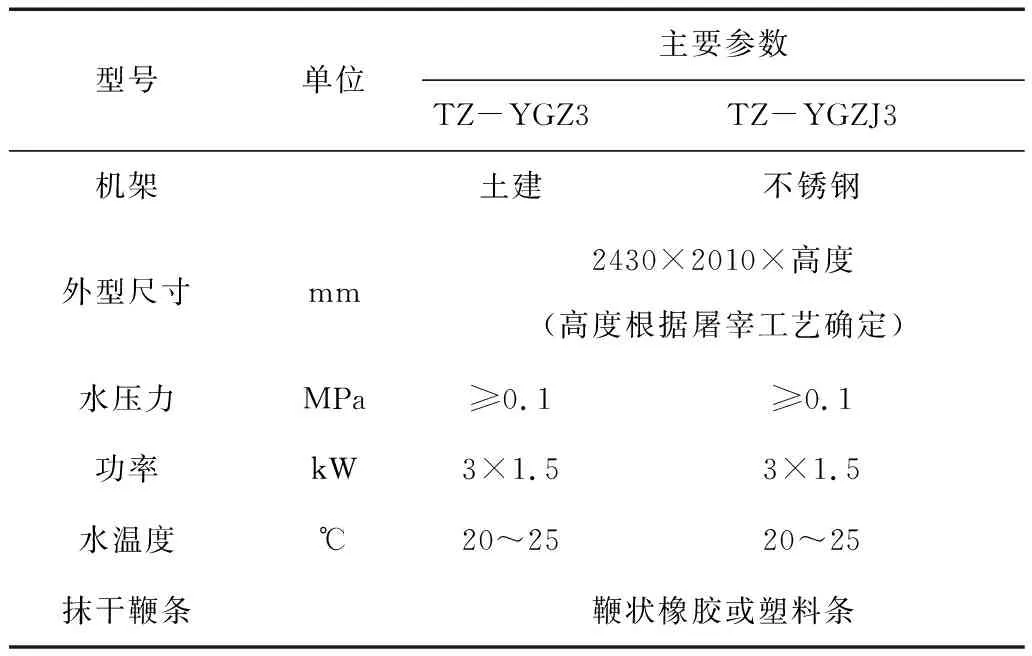
表16 预干燥机基本参数
3.5.2 火焰燎毛机(燎毛炉)
用于对刨毛后猪胴体表面的残存毛进行自动燎烧,并起到高温杀菌的作用。目前国内大都使用人工操作的喷灯(枪)进行燎毛,而火焰燎毛机(燎毛炉)常用炉温至1 000℃左右,胴体在炉内停留约7s,可使猪胴体表面清洁,也使猪胴体表面温度增高,起到杀菌作用。火焰燎毛机(燎毛炉)基本参数见表17。
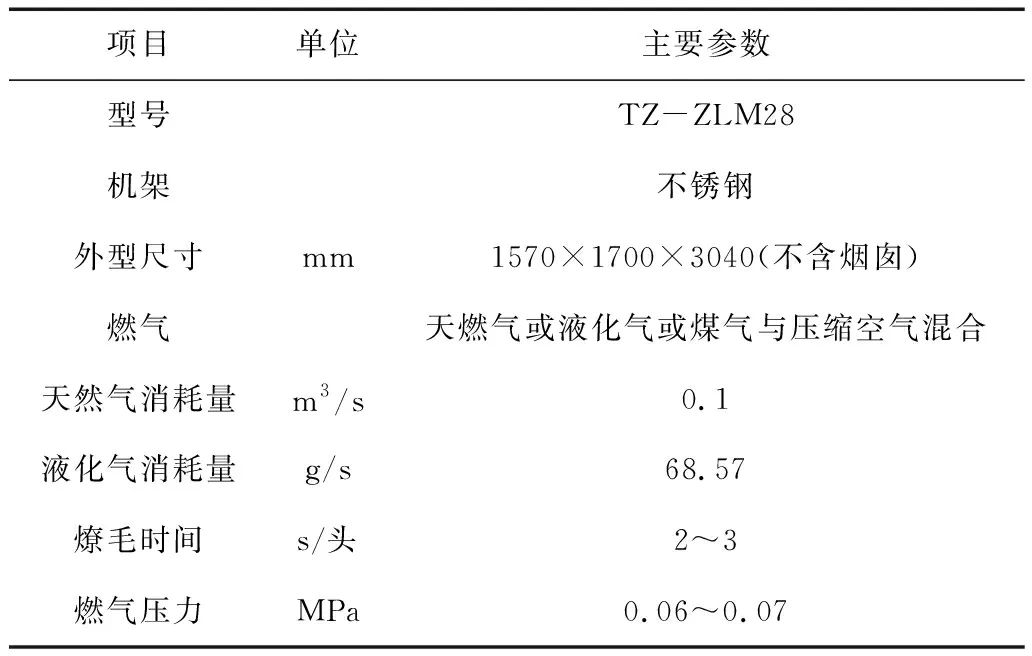
表17 火焰燎毛机(燎毛炉)基本参数
3.5.3 清洗抛光机
用于将燎毛后的白条猪进行清洗拍打抛光,设有喷淋水管和光电感应器来猪自动打开、无猪自动关闭喷淋装置,节能降耗。清洗刷白机也称为清洗抛光机,是刷去猪屠体上的焦毛和进行表面清洗,完成体表面清洁的最后加工设备。清洗抛光机基本参数见表18。
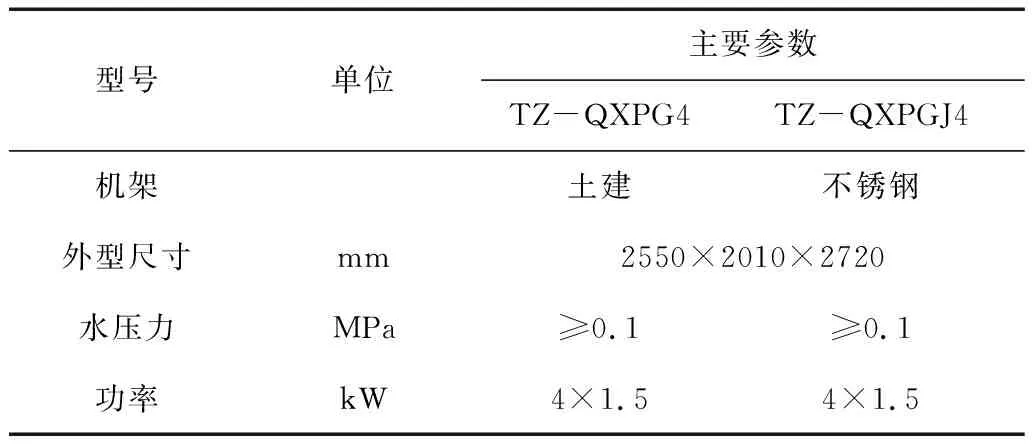
表18 清洗抛光机基本参数
3.5.4 劈半
劈半是一项技术性很强的工艺,是猪胴体剖腹去内脏后,沿猪胴体背脊正中线,劈成两半胴体的过程。目前国内运用较多的劈半设备有带式劈半锯和往复式劈半锯、猪胴体自动劈半机[8]、猪胴体机器人劈半机等。劈半基本参数见表19。
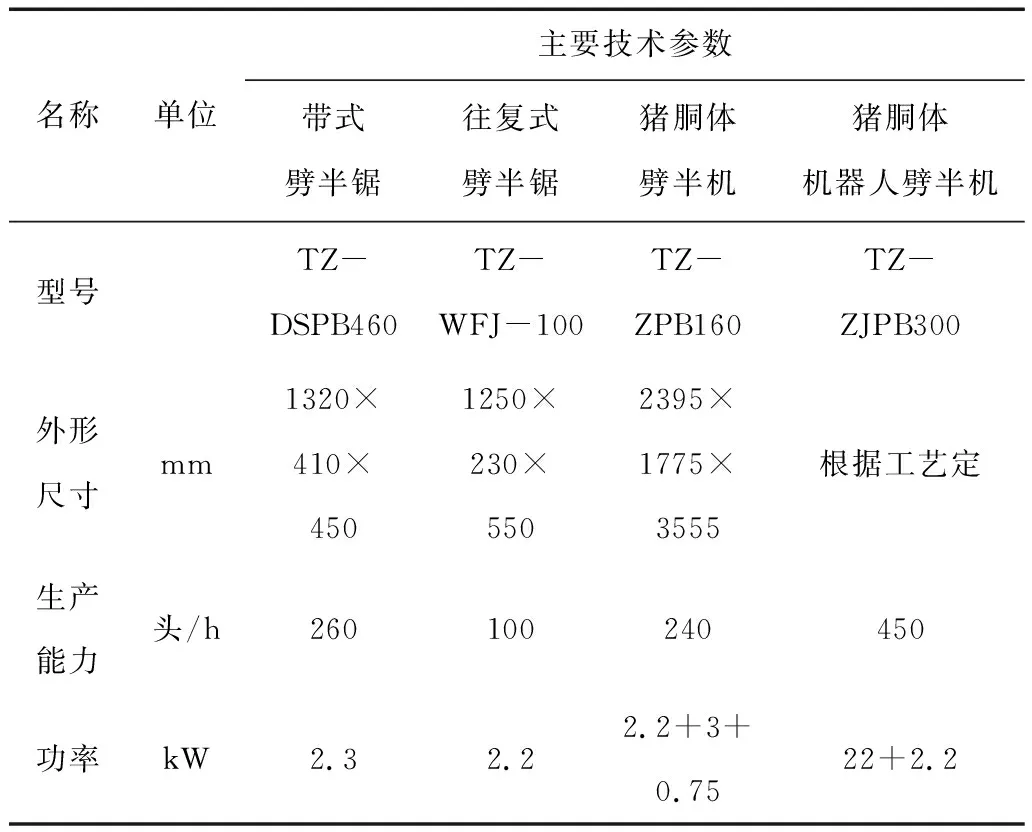
表19 劈半基本参数
3.5.5 猪槽头在线清洗机
采用感应喷淋式,用于生猪屠宰生产线对猪二分体槽头部位进行在线自动清洗,清洗猪槽头部位残留的毛渣、血污等残余污物,达到清洁肉品、节省人力的目的。
槽头清洗机基本参数见表20。
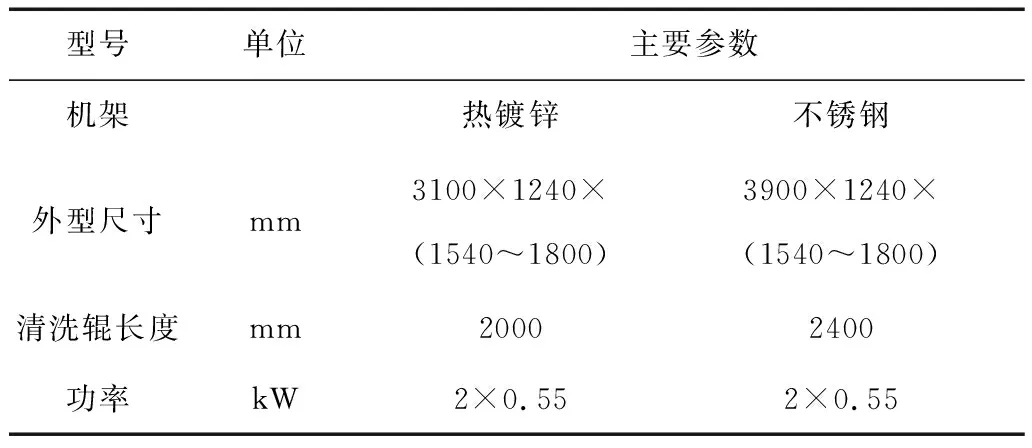
表20 槽头清洗机基本参数
主要由机架、引导架、倾斜毛刷辊、喷淋装置、动力装置和控制箱等部分组成,传感器检测到猪胴体后发出信号,电磁阀开启,喷淋装置喷水、电机启动通过减速机带动毛刷辊转动,对通过的猪胴体槽头内表面进行洗刷清洗。
4 结语
畜禽屠宰全程机械化主要是用机械化、智能化装备逐步代替传统的人工操作,降低屠宰劳动强度,以推动生猪屠宰的健康发展,是畜禽业机械化的重要组成部分。近年来,国家大力推动机械化屠宰厂的发展,特别是非洲猪瘟以后,产销方式调整优化将由调猪向调肉转变,各地均出台了适应当地市场的调配模式;机械化屠宰设备、装备的升级,有利于产业的结构转换,提高企业经济效益。畜禽屠宰规模化是机械化发展的基础,机械化是核心环节,智能化是未来发展方向。
猜你喜欢
能源研究与信息(2022年3期)2022-10-29
煤炭工程(2022年8期)2022-08-24
矿山机械(2022年5期)2022-05-19
煤(2022年2期)2022-02-17
养猪(2022年1期)2022-02-17
中国科技纵横(2021年7期)2021-07-22
家庭医药(2020年8期)2020-08-25
文学港(2019年5期)2019-05-24
故事大王(2019年12期)2019-01-07
中国化妆品(2018年7期)2018-11-05
