Cu75Pt 钎料钎焊Ti60 与TC4 接头界面组织及性能
2022-03-17 10:46郭民雷玉珍赵健宋晓国于治水石铭霄
焊接学报 2022年2期
郭民,雷玉珍,赵健,宋晓国,于治水,石铭霄
(1.上海工程技术大学,上海,201620;2.哈尔滨工业大学(威海),山东省特种焊接技术重点实验室,威海,264209;3.江苏科技大学,镇江,212003)
0 序言
Ti60钛合金是Ti-Al-Sn-Zr-Mo-Nb-Ta-Si 系 多元复合强化的近α 型高温钛合金,具有良好的高温抗氧化性和高温热稳定性,是航空发动机高温部件的候选材料之一[1].Ti-6Al-4V(TC4)是一种应用广泛的钛合金由于它具有高的断裂韧性,良好的延展性和可加工性而成为钛合金工业中的王牌合金[2-3].基于Ti60 与TC4 钛合金的优良性能,实现二者的精密连接对于拓宽其在航空航天等领域的应用具有重要的意义[4-5].
传统钎焊钛合金的钎料主要有银基钎料和钛基钎料.由于使用银基钎料得到的钎焊接头钎缝中主要由银基固溶体构成,其高温强度低,使银基钎料在连接高温钛合金方面受到限制[6].钛基钎料是连接钛合金使用最广泛的高温钎料之一,由于Cu 元素对Ti 元素具有较强的亲和性[7],钛基钎料往往会掺入Cu 元素来促进钎焊连接,因此部分学者采用纯铜箔或铜基钎料也实现了钛合金的连接[8].此外Pt 原子为惰性原子,在钎料中添加金属铂可以提高焊接接头的抗氧化性和耐腐蚀性[9].
文中采用Cu75Pt 高温钎料真空钎焊Ti60 和TC4 钛合金,研究接头界面组织形成机理,分析不同钎焊温度对接头的微观组织和力学性能的影响.
1 试验方法
试验采用的母材是Ti60 钛合金和TC4 钛合金,微观组织结构如图1 所示.图1a 为Ti60 钛合金(Ti-5.6Al-3.7Sn-3.0Zr-0.6Mo-0.9Ta-0.3Si-0.01C,质量分数,%),由α-Ti 和β-Ti 组成,图1b 为TC4 钛合金.钎料为Cu75Pt 箔片,熔化区间为1 125~ 1 170 ℃,主要成分是Cu(s,s)和部分Pt(s,s).先将Ti60 和TC4 母材用线切割设备加工成尺寸分别为5 mm ×5 mm × 5 mm 和20 mm × 10 mm × 3 mm 大小的试样,依次采用180 号、300 号、600 号、800 号、1 000号的金相砂纸对母材进行打磨抛光以去除表面氧化膜,然后将制备好的Ti60 和TC4 试样进行超声清洗.将试样以Ti60 钛合金/Cu75Pt/TC4 钛合金由上向下的顺序进行装配,如图1c 所示.装配完成后,将试样放入真空炉中进行钎焊.设置保温时间为10 min,温度分别为930,950,970,990,1 010 ℃的条件下进行试验,研究不同温度对钎焊接头组织和力学性能的影响.钎焊过程中,炉中的真空度保持在5 × 10-3Pa,先以10 ℃/min 从室温升温至800 ℃,保温10 min,使钎焊炉中温度均匀化,再以10 ℃/min 升温至钎焊温度,在钎焊温度下保温10 min,再以降温速度10 ℃/min 降温至400 ℃,然后随炉冷却至室温.采用X 射线衍射仪(XRD),扫描电子显微镜(SEM)以及能谱分析仪(EDS)对钎焊接头进行组织分析,采用电子万能试验机对钎焊接头进行剪切测试.
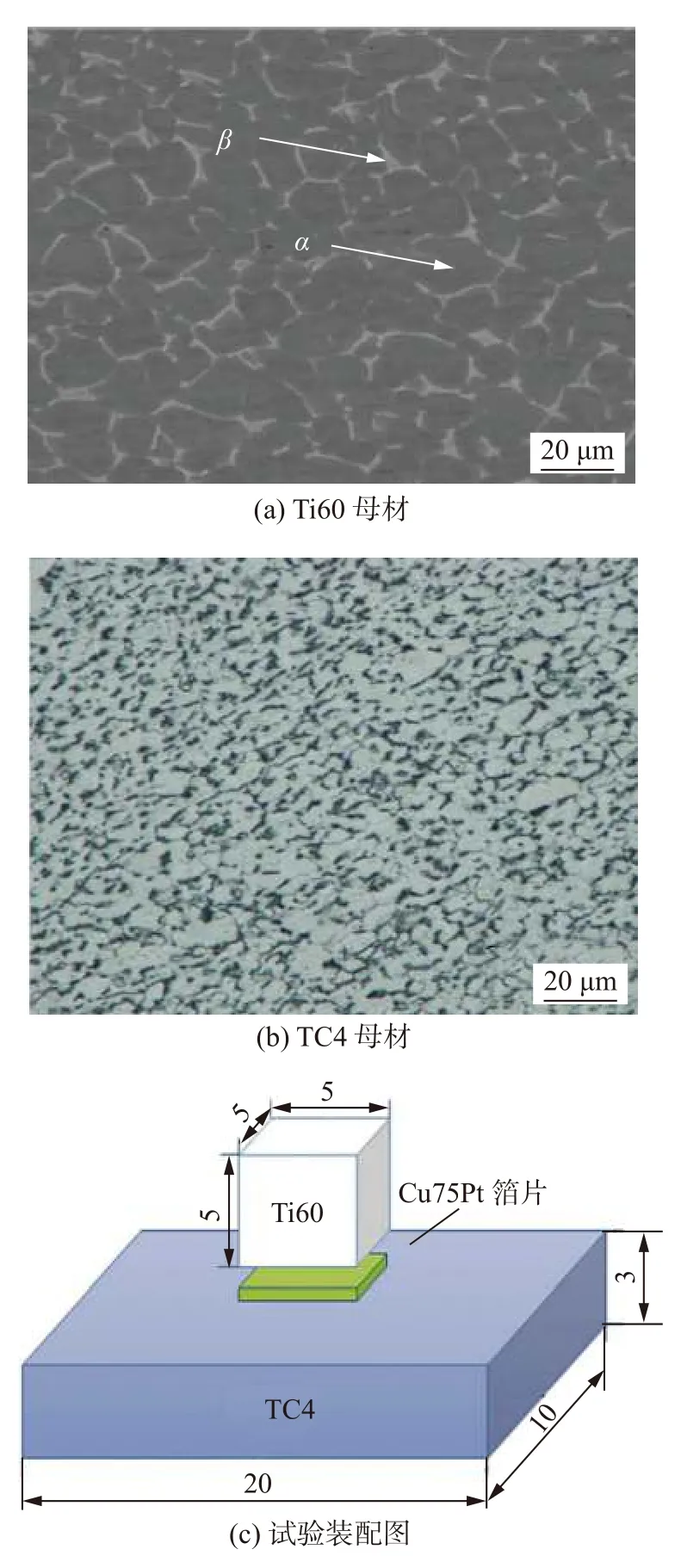
图1 母材与装备示意图(mm)Fig.1 Microstructures of substrates and schematic diagram of brazing assembly.(a) Ti60 alloy;(b)TC4 alloy;(c) brazing assembly
2 试验结果与分析
2.1 钎焊接头界面微观组织结构分析
图2 所示为钎焊温度970 ℃,保温10 min 条件下获得的Ti60/Cu75Pt/TC4 典型接头界面组织和主要元素面扫描分布结果.从图2a 中可以看出,接头界面组织中没有气孔和微裂纹等缺陷,钎料与Ti60 和TC4 实现了良好的冶金结合.从接头的形貌可以将接头界面划分为3 个区域:位于Ti60 侧分布灰色相和灰黑色相扩散区Ⅰ区,分布有亮白色块体和灰色相的钎缝中间区域Ⅱ区,以及靠近TC4 侧分布有枝状灰黑色相和灰色相扩散区Ⅲ区.图2b,2c 的结果表明,母材中的Ti 元素向钎缝中发生了扩散,钎料中的Cu 元素在母材侧发生了聚集,Ti60 钛合金与TC4 钛合金侧的界面反应层主要由Ti 和Cu 元素组成,表明Ti 和Cu 元素在钛合金的连接中起到了关键作用,母材中的Al 元素也向钎缝中扩散,钎料中的Pt 元素在焊缝中分布均匀.

图2 970 ℃/10 min 典型接头界面结构和接头不同元素面扫描Fig.2 Microstructure and corresponding element distribution of the Ti60/Cu75Pt/TC4 joint brazed at 970 ℃ for 10 min.(a) microstructure maps;(b) Ti element;(c) Cu element;(d) Pt element;(e) Al element
为了进一步分析界面化合物组成,对典型接头界面区域进行了局部放大和物相分析.图3 为970℃/10 min 条件下获得的接头典型界面中各区域局部放大图,对应的各相点扫描元素分析结果如表1所示.A 点的白色化合物主要含有Ti 和Pt 两种元素,且二者的原子比接近3∶1,结合Ti-Pt 二元相图推测A 点主要为Ti3Pt 化合物.根据Ti-Cu 二元相图推测,B 点、D 点和E 点为Ti2Cu 化合物[10],C 点为α-Ti+Ti2Cu 相,F 点为α-Ti 相[11].因此扩散层I 区主要由α-Ti 和Ti2Cu 组成,钎缝中间区域II 区中的亮白色相为Ti3Pt 化合物,灰色区域为Ti2Cu化合物层,III 区主要由Ti2Cu 和α-Ti 组成.由以上分析可以得出,使用Cu75Pt 钎料钎焊Ti60 和TC4 获得的接头典型界面组织为 Ti60/Ti2Cu+α-Ti/Ti2Cu/Ti2Cu+Ti3Pt/Ti2Cu/Ti2Cu+α-Ti/TC4.

表1 图3 中各点元素含量及可能相(原子分数,%)Table 1 Element content and possible phase of each point in Fig.3

图3 钎焊接头界面组织结构(970 ℃,10 min)Fig.3 Interfacial microstructure of Ti60/Cu75Pt/Ti60 at 970 ℃ for 10 min.(a) magnified zone I and zone II;(b) magnified zone III
在升温过程中,当温度未达到钛铜共晶液相时,发生固相的原子扩散,根据相关文献[12]可知,Ti 元素的扩散速率大于Cu 元素的扩散速率,Ti 原子优先进入Cu75Pt 中间层,由Ti-Cu 二元相图可知,当Ti 元素和Cu 元素的浓度达到一定含量,且温度达到Ti-Cu 共晶液相线时,钎料合金与母材界面处产生共晶液相.Cu 元素扩散至母材处,形成扩散区,随着母材与钎料界面液相的产生,会加速钎缝中各元素的扩散速率,液相不断扩展,钎料中的Pt 元素也会向液相中溶解,使Ti-Cu 二元液相转变为Ti-Cu-Pt 三元液相.随着钎焊温度的升高,钎料完全液化.在等温阶段,Ti 与Pt 元素发生反应,在界面处生成Ti3Pt.在降温过程中,随着温度的降低,液相逐渐凝固,在钎缝处析出Ti2Cu 金属间化合物.此外扩散区处的Cu 作为β 稳定元素,可以降低β 相的转变温度,提高了扩散区宽度,在母材侧形成大量的富Cu 相β 相,当温度低于α 相与β 相的转变温度时,β 相发生共析转变,生成α 相和Ti2Cu 组织,由于等温凝固发生不完全,在扩散区形成残余液相,这些残余液相逐渐凝固,并反应生成Ti2Cu 金属间化合物.最终靠近母材侧的扩散反层由α-Ti 和Ti2Cu 组成,钎缝中间区域主要由Ti3Pt和Ti2Cu 组成.
2.2 钎焊温度对界面微观组织的影响
图4 为不同钎焊温度下保温时间10 min 获得的Ti60/Cu75Pt/TC4 接头界面组织背散射图.由图可知,在不同的钎焊温度下,钎焊接头均无孔洞和裂纹等缺陷.随着温度的升高,接头界面形貌变化显著,尤其位于母材侧的扩散区组织变化明显.随着温度升高,元素的扩散速率提高,在温度到达970 ℃前,钎料中Cu 元素与母材中扩散的Ti 元素反应加剧,引起钎缝中间区域的Ti3Pt 相和Ti2Cu 相减少,钎缝宽度随之减小.当钎焊温度高于970 ℃时,随着温度的进一步升高,钎料中的Cu 元素减少,Ti 和Cu 元素反应速率减缓,钎缝宽度变化不大.对于扩散区,Cu 元素作为β-Ti 稳定元素可使钛合金的β 相相变温度降低和促进α-Ti 向β-Ti 的转变.温度的逐渐升高,Cu 元素加剧向母材方向扩散,增加了扩散区β-Ti 的含量.当温度降低时,通过β-Ti→α-Ti+Ti2Cu 的共析反应,接头中的β-Ti 转变成α-Ti+Ti2Cu,扩散反应区厚度增加.

图4 不同钎焊温度接头界面微观组织(保温10 min)Fig.4 Microstructure of joint interface at different brazing temperatures (t=10 min).(a) 930 ℃;(b) 950 ℃;(c) 970 ℃;(d) 990 ℃;(e) 1 010 ℃
2.3 钎焊温度对接头力学性能的影响与断口形貌
图5 为保温10 min,不同钎焊温度对接头抗剪强度的影响.从图结果可知,随着钎焊温度的升高,钎焊接头的抗剪强度先上升后下降,当钎焊温度为970 ℃时,接头达到最大抗剪强度130.9 MPa.随着钎焊温度的升高,位于母材侧的扩散反应层厚度逐渐增加,钎缝中间区厚度减小,钎缝中Ti2Cu,Ti3Pt 金属间化合物含量减少.金属间化合物的减少,有利于提高接头性能,然而温度的不断升高,会导致接头中晶粒不断长大,粗化,导致接头力学性能下降.图6 为970 ℃/10 min 条件下获得的接头断口形貌,图7 为物相XRD 分析.从图中可知接头断裂为脆性断裂特征.断口内主要化合物为Ti2Cu 和Ti3Pt,由于钎缝中脆性相化合物会由于钎缝中脆性相化合物会引起接头裂纹产生,并最终导致接头发生断裂.

图5 钎焊温度对接头抗剪强度的影响Fig.5 Influence of different brazing temperatures on the shear strength of the joints

图6 970 ℃/10 min 条件下接头断口形貌Fig.6 Morphology of the fracture surface

图7 断口产物XRD 分析Fig.7 XRD pattern of the fracture surface
3 结论
(1) 采用Cu75Pt 钎料实现了Ti60 与TC4 钛合金的钎焊连接,接头的典型界面组织结构Ti60/Ti2Cu+α-Ti/Ti2Cu/Ti2Cu+Ti3Pt/Ti2Cu/Ti2Cu+α-Ti/TC4.随着钎焊温度的升高,扩散反应层厚度增加,钎缝区厚度减小,钎缝中Ti2Cu,Ti3Pt 金属间化合物含量减少.
(2) 随着钎焊温度的升高,接头的抗剪强度先升高后减小,当钎焊温度970 ℃,保温10 min 时,接头的抗剪强度最大为130.9 MPa,接头的断裂方式为脆性断裂,断裂发生在钎缝中间区域.
猜你喜欢
科学与财富(2021年34期)2021-05-10
舰船科学技术(2021年12期)2021-03-29
中国药学药品知识仓库(2021年18期)2021-02-28
理论与创新(2020年11期)2020-07-26
有色金属材料与工程(2018年4期)2018-11-25
西部论丛(2018年7期)2018-08-31
分析化学(2017年12期)2017-12-25
有色金属材料与工程(2017年2期)2017-05-31
有色金属材料与工程(2016年6期)2017-05-31
食品界(2016年10期)2016-09-10