铝合金等离子-MIG 复合焊接电弧行为
2022-03-17 10:46韩蛟韩永全洪海涛王学龙
焊接学报 2022年2期
韩蛟,韩永全,洪海涛,王学龙
(内蒙古工业大学,教育部先进轻金属材料开发与加工防护工程研究中心,呼和浩特,010051)
0 序言
高强铝合金因其具有低密度、高强度的优点,广泛应用于军工、交通以及航空航天等领域[1].铝合金表面易产生氧化膜,高强铝合金焊接易发生接头软化[2].20 世纪70 年代,荷兰PHILIPS 研究中心的Essers 等人[3]提出了等离子-MIG 复合焊,随着工业技术的发展,依据电弧不同的空间位置,现在形成了同轴以及旁轴两种等离子-MIG 复合焊接方法.等离子-MIG 复合焊接是一种新型的高效的焊接方法,同时具备了等离子弧能量集中,MIG 焊熔覆效率高的优点,焊接过程稳定而且效率高,焊接缺陷少.
目前国内外主要对同轴等离子-MIG 复合焊进行了较多的研究,包括电弧光谱信息、耦合机理、熔滴过渡、电弧行为、焊接稳定性以及焊接工艺等[4-10].近些年对旁轴等离子-MIG 复合焊的研究有所增多,包括焊接工艺、焊接接头组织、熔滴过渡以及耦合机理等[11-15].洪海涛等人[16]研究了旁轴VPPAMIG 复合焊接的电弧形态及伏安特性,认为等离子弧正反极性期间不同的自感应磁场是造成复合电弧形态变化的主要原因,而且分析了MIG 电弧对等离子弧电信号的影响.实际焊接中MIG 焊通常采用脉冲焊的形式,脉冲MIG 焊可以在较低的平均电流下实现射滴过渡,进一步降低热输入.对于旁轴等离子-MIG 复合焊,国内外研究者未考虑脉冲MIG 焊在不同的电流阶段的电弧行为,包括电弧形态以及电信号的研究.电弧特征粒子的分布可以在一定程度上反映电弧的动态变化,辅助阐明电弧行为机理.而对于等离子-MIG 复合焊电弧中特征粒子的分布也未见报道.因此有必要对铝合金等离子-MIG 复合焊的电弧行为做进一步研究.为此将考虑脉冲MIG 焊在不同阶段的焊接电流,研究MIG 焊接电流对复合焊接电弧行为的影响,包括电弧形态、电信号、特征粒子分布.
1 试验方法
试验采用旁轴式等离子-MIG 复合焊接方法,沿焊接方向,等离子弧在前,MIG 弧在后.等离子-MIG 复合焊接系统包括等离子电弧电源、SUPERMIG 复合焊枪、Fronius TPS4000 数字焊机和KUKA焊接机器人.电弧行为检测系统如图1 所示,包括Baumer HX13 高速摄像机、NI 数据采集系统、电流电压传感器等.
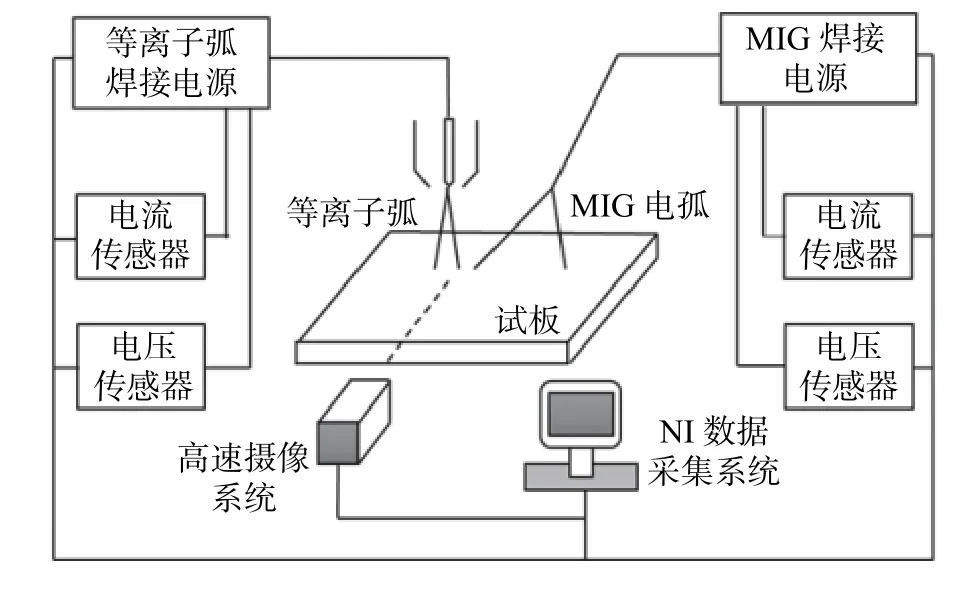
图1 等离子-MIG 复合焊接系统Fig.1 Plasma-MIG hybrid welding system
试板为12 mm 厚的7075 铝合金,焊丝牌号为ER5183,直径1.6 mm.试验过程中,等离子弧采用直流正接,MIG 采用直流反接的方法,离子气、MIG 中心气和总保护气为99.9%的氩气,焊接速度400 mm/min.高速摄像采集频率4 000 帧/s.
2 结果与讨论
2.1 特征粒子分布
图2 所示为等离子弧焊接电流为130 A,不同MIG 焊接电流时的等离子-MIG 复合焊接电弧形态图.由图可知,随着MIG 焊接电流的增加,电弧形态在脉冲基值以及峰值都发生了一定的变化.电弧等离子体的动态变化主要依赖其内部粒子的电离及扩散,而铝合金等离子-MIG 复合焊接电弧中的介质主要为铝金属蒸气以及氩气,为了探究复合焊接电弧的动态变化,采用Ar 794.8 nm ± 1.5 nm 及Al 396.1 nm ± 1.5 nm 的窄带滤波片分别观察复合电弧中特征粒子的分布,如表1 和表2(Iplasma=130 A,IMIG=200 A).
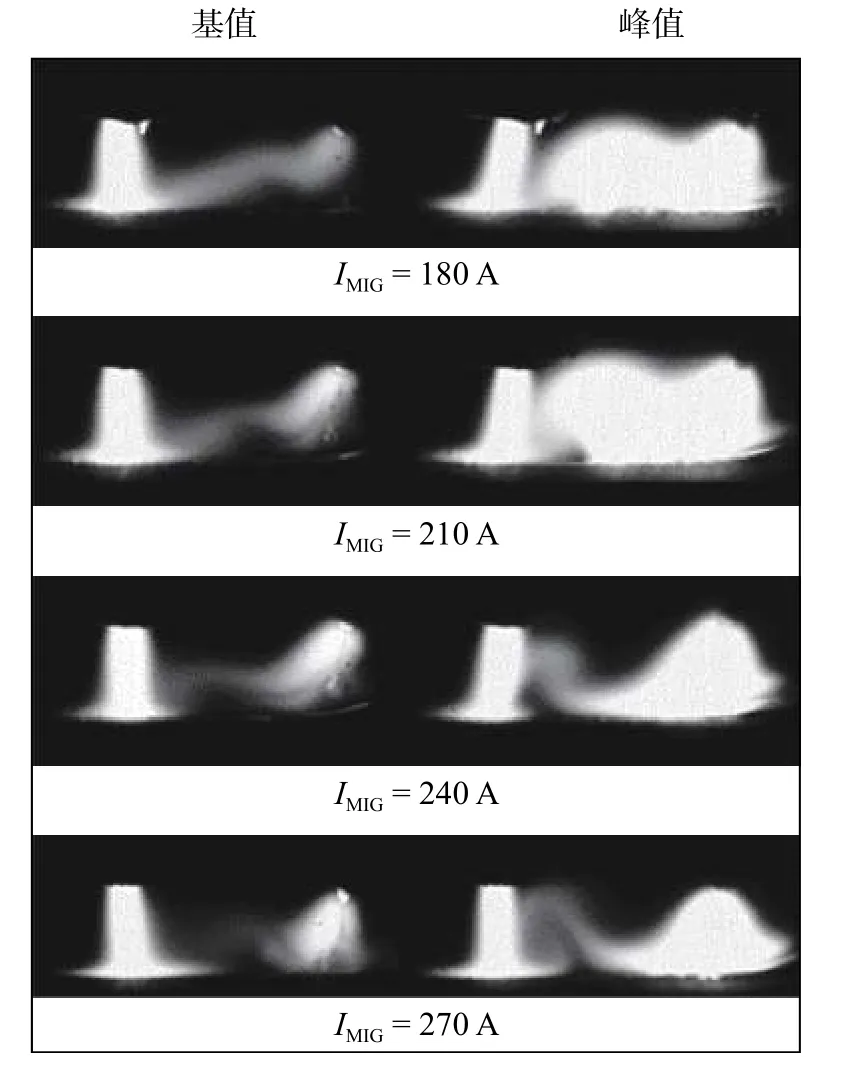
图2 不同MIG 焊接电流时的复合焊接电弧形态图Fig.2 Arc morphology of hybrid welding under different MIG currents
由表1 和表2 发现,等离子弧中主要为Ar 794.8 谱线,MIG 电弧在脉冲基值时期电流较小(约95 A),电离度低,且高速摄像在采集图像时除使用窄带滤波片外,还使用了中灰镜组降低曝光值,因此MIG 电弧在脉冲基值时期的特征粒子分布并不明显.MIG 焊在电流上升阶段,Ar 794.8 谱线分布较发散,而Al 396.1 谱线集中于焊丝轴线附近.表1 所示复合焊中,MIG 焊接电流增加时,MIG 电弧中Ar 794.8 谱线相比单独MIG 焊时有部分偏向等离子弧,在MIG 焊接电流刚达到脉冲峰值时,MIG 电弧在复合焊接中的Ar 谱线较单独MIG 焊偏向等离子弧膨胀.对比表2 发现,复合焊中在MIG 焊接电流上升阶段,MIG 电弧中的Ar
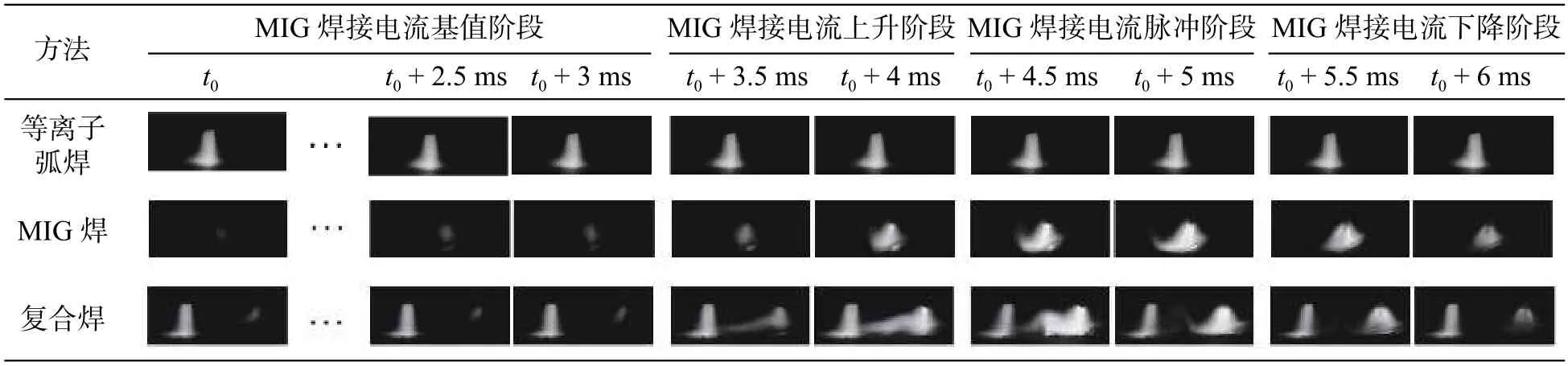
表1 Ar 794.8 谱线在等离子焊、MIG 焊及复合焊中不同时段的分布情况Table 1 Distribution of 794.8 nm Ar spectrum line at different times in plasma welding,MIG welding and hybrid welding
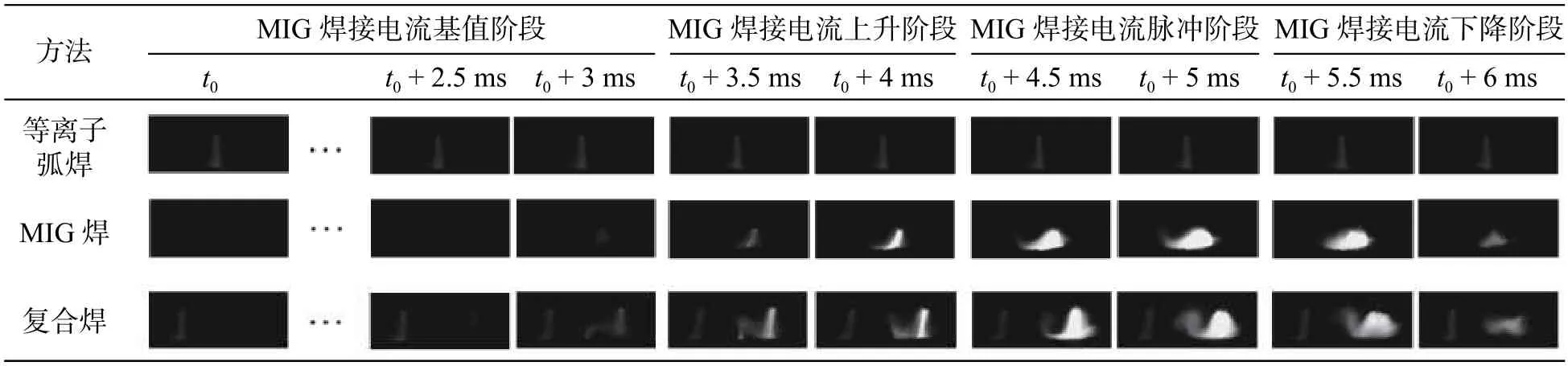
表2 Al 396.1 谱线在等离子焊、MIG 焊及复合焊中不同时段的分布情况Table 2 Distribution of 396.1 nm Al spectrum line at different times in plasma welding,MIG welding and hybrid welding
794.8谱线的分布较Al 396.1 分布范围更广且更偏向等离子弧,在MIG 焊接电流刚达到脉冲峰值时,复合焊MIG 电弧中的Al 396.1 谱线并未出现向等离子弧方向膨胀的现象.由于等离子弧氛围中充满了作为保护气体及离子气体的氩气,而且电流为130 A 时不会产生过多的金属蒸气,因此等离子弧主要电离介质为氩气,且复合焊中MIG 电弧偏向等离子弧的部分主要电离介质为氩气,少部分铝蒸气参与了电离.
2.2 电弧动态行为
图3 所示为复合焊中,等离子弧焊接电流130 A,MIG 焊接电流分别为180 和270 A 时MIG 焊接电流信号与电弧形态对应图.由图3 发现,等离子弧焊接电流为130 A,MIG 焊接电流为180 A 时,MIG 电弧在脉冲基值时期以及脉冲电流上升阶段会有部分电弧等离子体偏向等离子弧,而当MIG 电流为270 A 时,以上现象消失.对于电弧等离子体,其运动轨迹主要由两个因素决定:等离子流效应和电荷流效应[17].等离子流效应主要与焊接电流有关,电流越大,等离子流效应越强.电荷流效应在电流较小时起主导作用,电弧在阻抗最小的路径燃弧.铝合金旁轴等离子-MIG 复合焊过程中,等离子弧氛围中充满氩气,由于等离子弧为压缩电弧,电弧介质电离充分,等离子弧附近会存在大量带电粒子、高温状态的氩气,以及由等离子弧熔化试板产生的铝蒸气.MIG 焊接电流为180 A 时,其脉冲基值时期的焊接电流只有约88 A,基值时期等离子流效应不足以使整个电弧沿焊丝轴线燃烧,此时根据热电离的Saha 公式,即
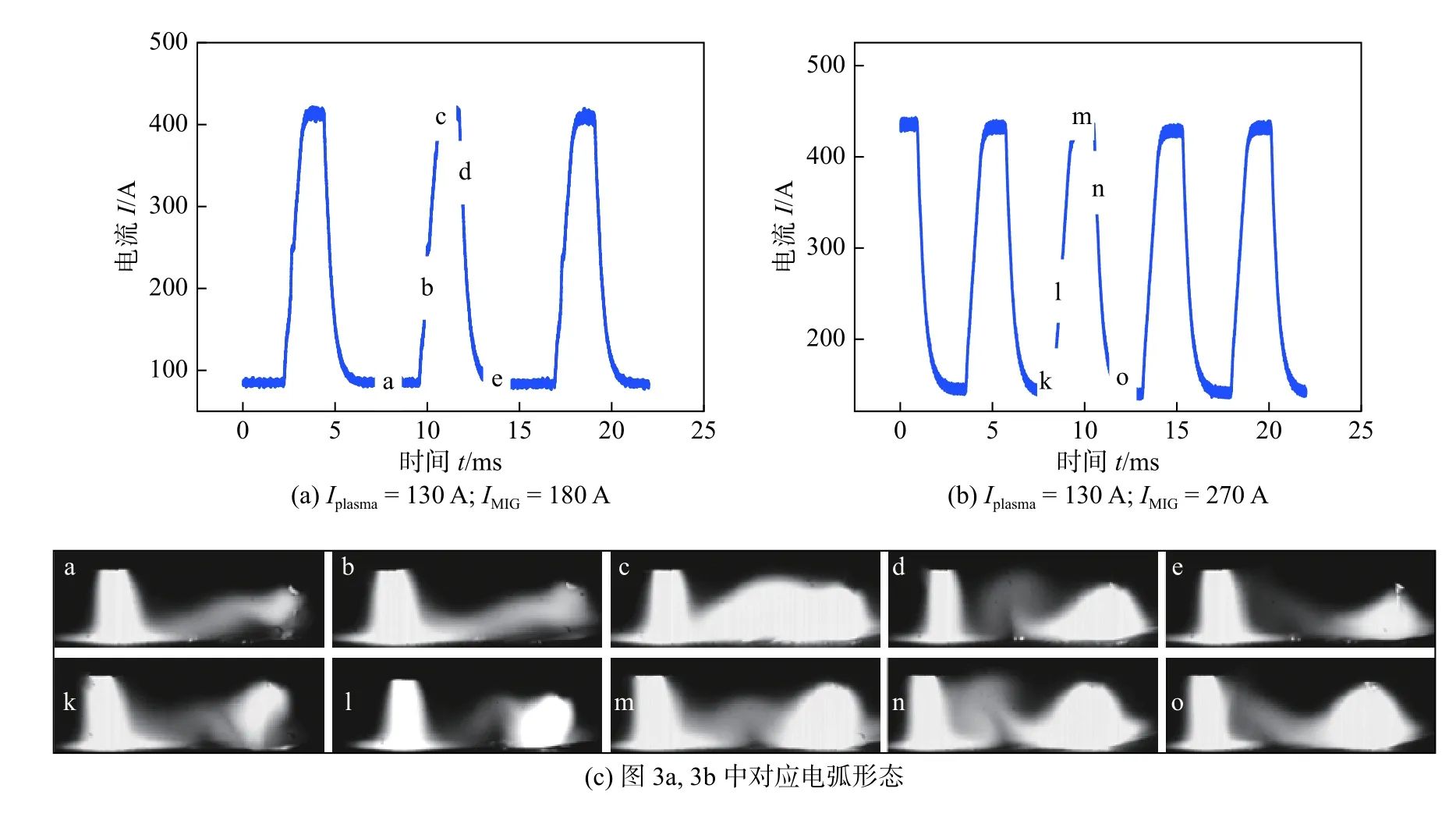
图3 MIG 焊接电流波形与电弧形态对应图Fig.3 Correspondence between MIG current waveform and arc shape.(a) Iplasma=130 A;IMIG=180 A;(b) Iplasma=130 A;IMIG=270 A;(c) arc shape of Fig.3a and Fig.3b

式中:ne为电子密度;nn为中性粒子密度;Vi为电离电位;T为弧柱温度.等离子弧附近的带电粒子、高温氩气以及铝金属蒸气会为MIG 电弧提供一个阻抗较小的燃弧通道,因此可观察到基值时期MIG电弧的部分等离子体偏向等离子弧.
图4 所示为等离子弧焊接电流130 A,MIG 焊接电流180 A 时复合焊中MIG 电弧电压与单独MIG 焊电弧电压对比.可以发现脉冲基值时期,复合焊中MIG 电弧电压低于单独MIG 焊时的电弧电压,证明了脉冲基值时期复合焊中MIG 电弧燃弧通道的阻抗相比单独MIG 焊接更小.当MIG 焊接电流由基值向峰值转变时,随着电流的增加,等离子流效应逐渐增强,电荷流效应逐渐减弱,MIG电弧应与焊丝轴线保持一致,但MIG 焊接电流由基值到峰值的变化速度很快(可达330 A/ms),由于焊接电弧存在热惯性,MIG 电流快速增加时,MIG电弧轴线不能在瞬间与焊丝轴线保持一致,因此可以观察到在焊接电流刚达到峰值时,MIG 电弧仍偏向等离子弧膨胀.而此时由于MIG 焊接电流的增加,等离子弧附近的带电粒子、高温氩气及铝蒸气对阻抗的降低作用减弱,但电弧弧长相比单独MIG 焊接有所增加,因此此刻复合焊中MIG 电弧电压要较单独MIG 焊更高,如图5 所示,在电流上升阶段,MIG 电弧电压出现尖峰状波形,由图4 可知,此时复合焊接中MIG 电弧电压大于单独MIG焊.而当MIG 焊接电流为270 A 时,基值时期电流值约为150 A,相比基值电流为88 A 的电弧,等离子流效应更强,因此复合焊时MIG 电弧在基值时期没有出现MIG 电弧燃弧通道偏向等离子弧的情况,且MIG 电弧在整个峰值时期均为规则的钟罩形,其电流电压波形如图6 所示,并未出现尖峰状的电压波形.
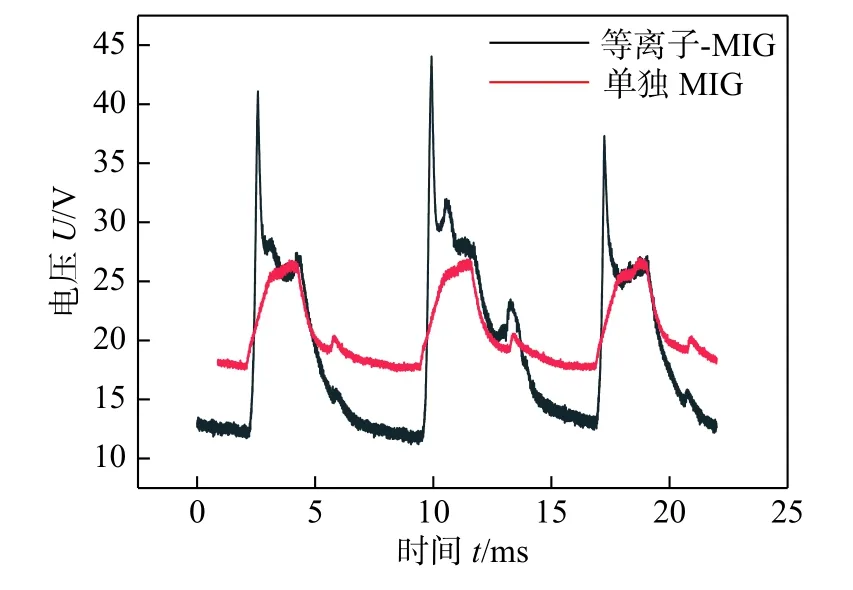
图4 复合焊中MIG 电压与单独MIG 焊电压对比图Fig.4 Comparison of MIG voltage in hybrid welding and single MIG welding

图5 复合焊中MIG 焊接电流及电弧电压波形(Iplasma=130 A,IMIG=180 A)Fig.5 MIG welding current and arc voltage waveform in plasma-MIG hybrid welding (Iplasma=130 A,IMIG=180 A)
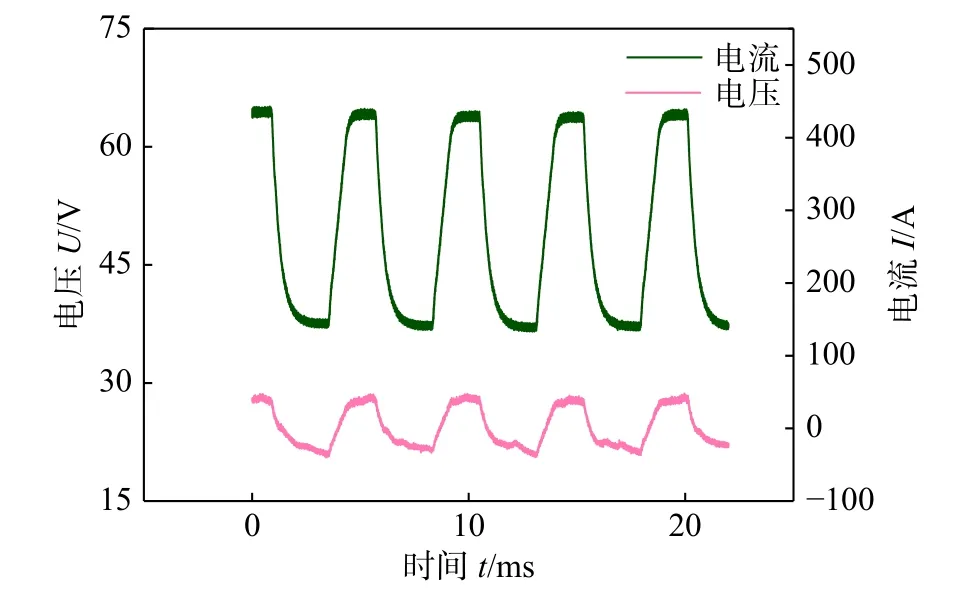
图6 复合焊中MIG 焊接电流及电弧电压波形(Iplasma=130 A,IMIG=270 A)Fig.6 MIG welding current and arc voltage waveform in plasma-MIG hybrid welding (Iplasma=130 A,IMIG=270 A)
为了探究MIG 电弧偏向等离子弧时是否会影响电弧稳定性,计算不同参数下,MIG 电弧处于峰值时期的电弧电压变异系数,变异系数是对数据离散程度进行分析的一个重要统计量,表示被检测量的稳定性或一致性.设变异系数为C.V,则其可表示为
式中:sd标准方差;为均值.由式(2)可知,变异系数C.V是一个相对变量,无量纲并且不受样本均值的影响.对于焊接过程,意味着基于变异系数法的电信号特征参数不受焊接规范参数的影响,客观的表征整个过程的波动程度,变异系数越小表明整个过程越均匀,结果如图7 所示.结合图2 可以发现,MIG 电弧偏向等离子弧时电弧稳定性有所降低,随着MIG 焊接电流的增加,电弧稳定性逐渐增加.
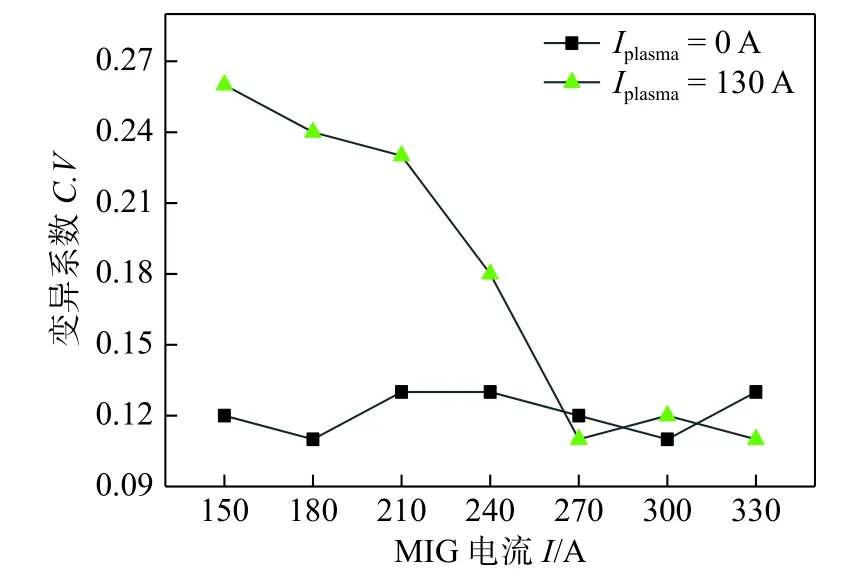
图7 MIG 电弧在脉冲峰值期间的电压变异系数与电流Fig.7 Relationship between voltage variation coefficient and current of MIG arc during peak pulse
3 结论
(1) 铝合金等离子-MIG 复合焊中,等离子弧焊接电流为130 A,MIG 焊接电流为180 A 时,MIG焊接电流从脉冲基值到刚达到脉冲峰值阶段,MIG 电弧偏向等离子弧方向燃弧,偏向等离子弧方向的MIG 电弧电离介质主要为氩气,MIG 焊接电流增加到240 A 后,以上现象消失.
(2) MIG 焊接电流为180 A 时,复合焊中MIG电弧电压在脉冲基值时期低于单独MIG 焊,基值时期的MIG 电弧,偏向等离子弧方向燃弧时阻抗更小.在MIG 焊接电流上升阶段,由于焊接电弧存在热惯性,电弧形态的变化滞后于电流,导致复合焊中MIG 电弧电压高于单独MIG 焊.
(3) 复合焊中,当MIG 电弧存在偏向等离子弧方向燃弧的现象时,MIG 电弧稳定性有所降低,随着MIG 焊接电流的增加,电弧稳定性增加.
猜你喜欢
心理学报(2022年7期)2022-07-09
红领巾·探索(2022年5期)2022-06-02
心理学报(2022年1期)2022-01-21
纺织服装周刊(2021年43期)2021-11-25
当代陕西(2020年23期)2021-01-07
山东工业技术(2018年23期)2018-12-27
智富时代(2017年7期)2017-09-05
智富时代(2017年7期)2017-09-05
消费电子(2009年3期)2009-03-20
科学启蒙(2009年1期)2009-01-20