
梯形螺纹自制刀具在数控车削中的对刀方法
2022-03-21 08:16罗金龙吴铁志
金属加工(冷加工) 2022年3期
罗金龙,吴铁志
资阳中车电气科技有限公司 四川资阳 641300
1 序言
数控车床加工梯形螺纹采用外梯形螺纹数控刀具(见图1),由于刀具标准性好、耐用度高,且具有倒角与毛刺修光功能,所以一把刀具即可完成加工。刀具Z向对刀非常简单,不存在刀具对刀操作问题。

图1 外梯形螺纹数控刀具
使用梯形螺纹自制刀具加工梯形螺纹,由于刀具刃磨不标椎,无法刃磨毛刺修光刃,刀具耐磨性差,使用寿命低,因此一般需要使用螺纹粗车刀、精车刀及倒角刀具(倒毛刺),才能满足加工要求。由于3种刀具刀位点不同,不标准刀位点无法统一,对刀误差大,易造成扎刀、乱扣等。因此如何提3种刀具的对刀精度就成为数控车削加工梯形螺纹的关键[1,2]。
本文针对梯形螺纹粗、精车刀以及倒角刀具的特性,设计出一种适合加工内外梯形螺纹的粗、精车刀,以及倒角刀具的数控车削加工专用对刀样板,解决了这类刀具在数控车床精确对刀的技术性操作难题,保证了梯形螺纹加工的安全与质量。
2 梯形螺纹对刀样板的设计
2.1 传统螺纹样板
传统螺纹对刀样板(见图2)用于螺纹刀具安装时保证螺纹牙型角,使用时需借助机床或工件做基准。由于传统螺纹对刀样板没有定位装置,所以无法保证梯形螺纹刀具在数控车床上进行准确定位,完成精确对刀。

图2 传统螺纹对刀(安装)样板
2.2 满足样板数控对刀的基本条件
为满足数控车床梯形螺纹刀具对刀需求,必须使样板在数控车床上固定,其位置坐标与工件之间具有相对位置关系,从而建立样板-工件坐标系[3]。
2.3 设计梯形螺纹对刀样板
(1)对刀样板的组成与作用 梯形螺纹对刀样板如图3所示,由三部分组成。第一部分是左端圆柱面,安装在数控车床卡盘上,用于径向定位;第二部分是中间大台阶短圆柱面,用于轴向定位;第三部分是右端小圆柱面和与之相连的样板主体。

图3 梯形螺纹对刀样板
小圆柱面与右端样板外端为同一直径,圆柱面可用百分表找正,检测样板径向安装位置是否正确,通过控制样板径向位置精度保证牙型精度,同时也能用于测量样板外径,提高径向对刀精度。
梯形螺纹样板主体由梯形螺纹槽与矩形槽组成,槽对称中心与样板右端面的距离为定值。以样板右端面上的样板回转中心为坐标原点,可建立样板坐标系。
(2)对刀样板的对刀原理 将梯形螺纹对刀样板固定在数控车床卡盘上,建立样板坐标系。样板坐标系与梯形螺纹工件的工件坐标系之间保持相对的位置关系。
梯形螺纹槽与矩形槽在样板坐标系中位置固定,槽中每个点在样板坐标系中都有相应的坐标值。梯形螺纹刀具通过与对刀样板接触,可获得每把刀具刀位点在样板坐标系中的精确值,从而建立对刀坐标系。通过将对刀坐标系平移到工件坐标系中,完成数控车床的对刀。
3 梯形螺纹对刀样板的对刀操作方法
图3中梯形螺纹对刀样板的梯形螺纹槽角度为30°,矩形槽槽宽为梯形螺纹槽倒角时宽度(为减少样板数量,可制作多个矩形槽),梯形螺纹槽及矩形槽对称中心与样板右端面距离为10mm,其对刀操作方法简要介绍如下。
1)梯形螺纹对刀样板圆柱端夹持在卡盘上(见图4),以台阶端面轴向定位,用百分表找正与样板连接的圆柱面,圆跳动误差<0.02mm。

图4 安装螺纹对刀样板
2)梯形螺纹粗、精车刀安装在刀架上,移动到样板梯形螺纹槽内,观察与样板接触情况,调整刀具位置,确保梯形螺纹刀具对称中心与主轴中心垂直。
3)梯形螺纹粗、精车刀移到梯形螺纹槽内(见图5),当左右两边间隙<0.05mm时,刀具Z向坐标设为-10.0。刀具移出槽内,刀尖与样板外圆接触,刀具X向坐标设为30.0。通过确定梯形螺纹粗、精车刀在样板坐标系中的位置,建立对刀坐标系。
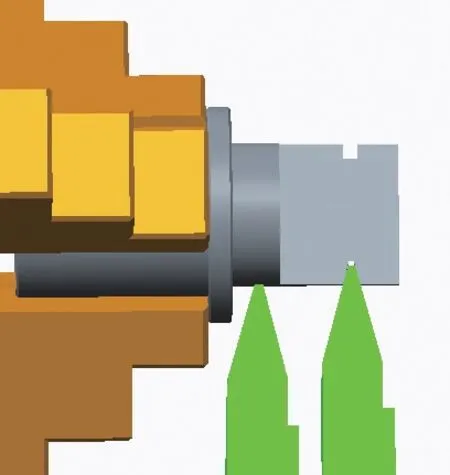
图5 梯形螺纹刀具对刀
4)倒角刀安装在刀架上,按图6所示将倒角刀具移至矩形槽内,刀具两倒角刃与矩形槽两顶点接触,刀具X向坐标设为30.0;刀具Z向坐标设为-10.0,通过确定倒角刀在样板坐标系中的位置,建立对刀坐标系。

图6 螺纹倒角刀具对刀
5)螺纹对刀样板从卡盘上取下,放置在安全位置。
6)被加工梯形螺纹工件装夹在卡盘上,以工件右端面和主轴回转轴线的交点为坐标原点,建立工件坐标系。
7)对刀坐标系平移到工件坐标系,完成数控刀具的对刀操作。
4 梯形螺纹对刀样板应用实例
在普通4刀位数控车床上加工单元制动器停车制动螺杆时,由于梯形螺纹有4个头,导程28mm,是非标梯形螺纹,所以没有梯形螺纹数控刀具,刃磨的刀具不标准,形状差异大。通过使用对刀样板与样板对刀操作方法,成功解决了不同形状刀具在数控车床的对刀问题(简要对刀操作过程见图7)。

图7 停车制动螺杆多头梯形外螺纹数控车对刀与加工
使用全功能数控车床加工键槽螺母套梯形内螺纹,螺纹有3个头,导程18mm,为非标梯形螺纹,没有专用梯形螺纹刀具,只能自制解决刀具问题。由于内螺纹在加工中无法观测,所以对刀具对刀准确性提出了更高要求。
对此,我们对样板进行改进,一方面样板以螺纹底孔为基准进行制作,底孔贯穿整个样板,便于梯形螺纹刀杆安装与对刀;另一方面将矩形槽去除,根据加工梯形螺纹的要求制作专用梯形螺纹槽(为减少样板数量,可制作多种规格梯形螺纹槽),更适合内梯形螺纹刀具的对刀需要(简要对刀操作过程见图8)。

图8 键槽螺母套梯形内螺纹刀具数控车对刀与加工
5 结束语
采用梯形螺纹对刀样板进行自制非标梯形螺纹刀具在数控车床上的对刀,可有效解决刀具不标椎、形状差异大及刀位点不统一等对刀操作性技术难题,加工出来的梯形螺纹工件如停车制动螺杆和键槽螺母套等(见图9、图10)完全可以达到使用梯形螺纹数控刀具加工的质量标准。

图9 停车制动螺杆

图10 键槽螺母套
自制刀具一般采用高速钢,由于硬度低、耐磨性差、磨损大及切削速度低,所以加工效率较低。因此本加工方法只作为在没有梯形螺纹数控刀具情况下的应急措施,如新产品试制、小批量生产以及非标梯形螺纹加工等。如果加工数量大,为提高加工效率与降低成本,还应采用梯形螺纹数控刀具。
猜你喜欢
机械管理开发(2022年1期)2023-01-11
今日农业(2022年3期)2022-06-05
防爆电机(2022年2期)2022-04-26
科技研究·理论版(2021年20期)2021-04-20
今日农业(2020年13期)2020-08-24
科学技术创新(2020年6期)2020-01-05
人大建设(2018年11期)2019-01-31
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
山东工业技术(2016年15期)2016-12-01
