
XK2935双龙门机床主轴加工中掉电故障处理
2022-03-21 08:17林超青
金属加工(冷加工) 2022年3期
林超青
昌河飞机工业(集团)有限责任公司 江西景德镇 333002
1 序言
公司一台XK2935双龙门机床的主轴在加工过程中会发生掉电故障,而且频率越来越高,有时半个小时一次,有时几分钟一次,致使机床无法正常加工,处于停机状态。但是主轴在空转时机床不会发生掉电故障。
2 故障原因分析
机床主轴在铣削过程中出现数控系统报警,驱动系统的就绪信号丢失,导致没有驱动使能信号,机床24V直流电掉电。造成这种故障的原因一般有机械因素、电气因素或两种因素同时出现。
主轴在铣削过程中掉电而空转时不出现问题,在机械方面的原因是主轴轴承或其他机械部件损坏,导致主轴旋转不灵活,加工过程中转矩增大,模块输出电流过电流,数控系统自动保护,切断就绪信号和驱动使能信号,机床掉电。
主轴在铣削过程中掉电而空转时不出现问题,在电气方面的原因一是主轴驱动模块有问题,模块逆变有部分损坏,导致输出电流小。空转时电流能够满足要求,而主轴切削时转矩大,要求输出的电流也大,于是系统出现报警掉电,这种情况在其他机床上也出现过。
电气方面的另外一个原因是主轴拉刀信号出现问题,或拉刀传感器位置处于临界状态,主轴空转时机械振动小,信号满足要求。而主轴切削时,主轴振动大,导致开关信号出现问题,信号强度无法满足要求,系统给出保护命令,机床掉电[1]。
3 故障处理
3.1 主轴机械故障
主轴在加工过程中掉电而空转时不出现问题,对主轴机械部件进行检查。用手旋转主轴,发现主轴旋转动作灵活,没有卡死或异常声音。用主轴振动测试仪对机床主轴进行状态检测[2],检测结果(见表1)表明,机床主轴的整体状态和轴承性能技术状态良好。
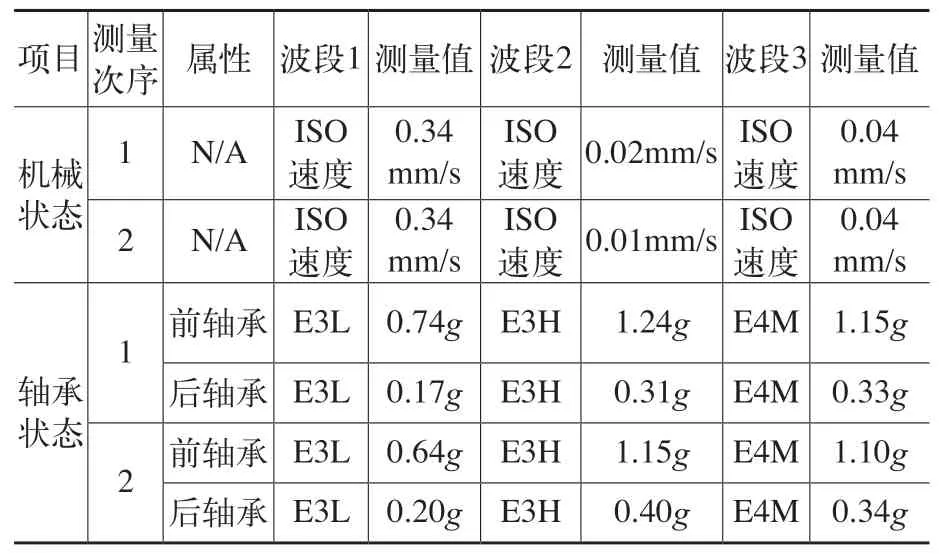
表1 主轴状态检测结果
经过主轴检测和现场测试,机械故障的可能性可以排除。
3.2 电气原因造成主轴旋转故障
在电气方面,对主轴驱动模块进行检测,测试结果表明驱动模块的IGBT等良好,阻值正常,没有击穿或失效情况。
还需确认主轴模块是否存在故障,把该模块与其他机床同型号的主轴驱动模块进行互换试验[3]。更换同型号的主轴驱动模块后,机床开机进行试切加工,结果发现机床故障依然存在,而该驱动模块在原机床上可以正常使用。因此可以判断主轴驱动模块没有出现问题。
对于电气方面的另一个故障因素——拉刀开关发生故障的可能性,采用示波器对信号进行实时监控和波形记录,结果发现机床主轴在进行切削加工特别是振动比较大的时候,拉刀开关信号会出现瞬间丢失,然后会马上恢复正常,机床紧接着就出现掉电现象。因此可以判断,机床故障发生的原因是主轴拉刀开关信号出现问题。
拆开主轴,观察主轴拉刀开关,发现主轴拉刀开关的安装位置处于临界状态,主轴和机床发生振动时,拉刀开关的位置会出现轻微变化,拉刀开关感应信号于是由1变为0,导致故障出现。拆下主轴拉刀开关,重新进行安装和调试,然后进行机床试切加工,故障排除。
4 结束语
机床主轴在发生故障时,要从机械和电气两方面进行判断和检查,对机床的主轴机械部件用仪器进行状态测试,确定技术状态,分析主轴机械部件是否存在问题;电气部件要利用仪表进行IGBT检测和互换试验,确认伺服模块的技术状态,这样才能最终解决机床故障。
猜你喜欢
中国自行车(2022年6期)2022-10-29
中国设备工程(2022年12期)2022-07-11
智能制造(2021年4期)2021-11-04
建材发展导向(2021年14期)2021-08-23
建材发展导向(2021年12期)2021-07-22
建材发展导向(2021年10期)2021-07-16
当代陕西(2019年24期)2020-01-18
汽车零部件(2019年7期)2019-08-16
科学与财富(2016年34期)2017-03-23
中国市场(2016年45期)2016-05-17
