砝码检定中质量比较仪的应用研究
2022-04-25 11:28陈瑾
轻工标准与质量 2022年2期
陈瑾
(广东省潮州市质量计量监督检测所,广东潮州 521000)
质量比较仪是一种构造原理特殊的电子天平,其主要作业对象为砝码或部分物体,但是在常规作业状态下,砝码的质量很难直接通过质量比较仪被度量,而是间接通过标准砝码质量与被检测砝码之间的数值差得出最终比较数值[1]。因此,在得知标准砝码的质量后,可以借助质量比较仪对待检测物体进行质量测量,并将其与标准砝码的质量进行多次比较,从而得出被检测目标同标准数值之间的差距值,以此间接反映被检测砝码的质量数值[2]。在质量比较仪的作业过程中,主要存在着ABA 与ABBA 两种针对目标的循环式测量模式,但是质量比较仪自身的分度数极高且其重复性良好,因此借助该测量仪器可以较好地实现砝码量值的等量传递,以此减少测量误差。此外,由于砝码等级的差距,致使仪器在面向不同的测定目标时,其测量需求也就有所差异,因此,为了达到准确判定质量工作仪作业范围的目的,要求在测定之前,对质量比较仪本身所具备的不确定度进行提前的预判。
1 质量比较仪的作业特点与使用注意事项
1.1 质量比较仪作业特点
质量比较仪主要用于对测量精度与准确度要求程度较高的砝码或类似物体的测定过程中,其自身同时具备着较高的分隔度数与较好的重复性。按照称量方式,质量比较仪可以具体划分为全量程电子称量与电子称量结合配衡称量共两种方式[3]。若质量测定范围从零至其可承载的最大测定范围的度量数值之间都是连续的,则这种质量比较仪的分度数约在百万分之一或千万分之一,在进行作业时,质量比较仪内部所配置的加载砝码同外部的被检测砝码之间或其他检测目标之间应达到测定平衡状态,此时,所测定物体的质量差值可以准确显示在质量比较仪的电子窗口中[4]。以AX1005 型质量比较仪为例,其最大称量为1 109 g,但是其自身的电子称量范围最大为110 g,在称量范围大于其最大称量值时,需要将天平内部所配置的砝码进行加载,以此将其称量范围扩至1 100 g,实现对较大质量(超过其最大称量)砝码的称量。
1.2 质量比较仪使用注意事项
(1)在使用比较仪对具体的质量进行测度时,需要结合使用具备着较高分度的标准砝码。质量比较仪在针对目标的质量计量过程中,其作业性能的测定主要综合考虑测定结果的可重复性以及不同称量点之间的质量差值。值得注意的是,质量比较仪在作业过程中其称量原理与电子天平存在显著不同,其核心测定原理是通过间接比较得出质量差值,但是该差值的可允许范围较小,其相对的测定范围有限。根据JJF 1326-2011《质量比较仪校准规范》中的相关规定,通过质量比较仪所测定的结果需要综合给出重复性、偏载误差以及面向局部示值误差的最终校准结果,其中对其示值误差的校准要求最高。在选用标准砝码时,需要同时从砝码自身磁性对质量比较仪产生的测量影响以及砝码自身准确度与不确定度对最终测定结果的影响两方面进行考虑。
(2)依据JJF 1326-2011 中对校准质量比较仪自身所配置的标准砝码相关要求,在质量比较仪的分度数达到万分之一以上时,需要使用E1 级别的标准砝码,以确保测定结果的准确性达到相关要求。根据实际作业情况,若要配套量度范围不一的标准砝码,需要较高的经济花费,例如在对一台较大称重量的质量比较仪进行校准时(以最大称重量40 kg 为例),若所使用的质量比较仪实际分度值在1 mg,则按照相应的标准规范要求其自身需要相应配备质量为40 kg 的标准砝码。在砝码所携带的磁性与作业的测量要求相符合的前提下,用于面向示值误差测量的砝码A 需选配E2 等级质量标准为40 kg 的标准砝码,E1 等级的砝码适用于ms 分度的测量中,应用该等级的砝码既可以解决实际作业困难,又可以较好地避免影响质量比较仪自身重复性度量、示值误差度量以及偏载误差度量的结果。质量比较仪所携带的传感仪器自身的灵敏度较高,因此为了确保其重复性良好,在进行正式作业前需要进行系统预热,以使仪器内部的磁钢能够达到热平衡状态,使示值保持稳定。
2 质量比较仪在砝码检定过程中的应用
2.1 不确定度的测定过程
将JJF 1326-2011《质量比较仪校准规范》作为此次研究中质量比较仪不确定度的测定依据。将进行试验时的测定环境条件设置为:温度20℃左右,湿度30%RH~70%RH,使用E2 级别质量标准为5 000 g 的砝码作为计量标准。在对该砝码的实际质量进行校对后,超出标准值0.011 6 g,因此,其质量扩展的不确定度为2.4 mg;对E2 级别质量为2 000 g 的砝码,通过仪器对其校准后,超过标准值0.002 5 g,其扩展的不确定度为1.0 mg;E1 级别质量为5 g 的砝码,经校准后,其质量超过标准值0.000 003 3 g,其扩展的不确定度为0.005 mg。本次研究的试验对象为:XP5004S 型号比较仪,最大限度的称重量为5 100 g,统计刻画分度值为0.1 mg。在现实的作业过程方面,将ABBA 测量循环作为主要测定方法,校准内容囊括仪器自身重复性、仪器偏载程度以及仪器局部的示值误差,其测量的主要计算模型为:

式(1)中,ΔI为质量比较仪自身的示值差值;IR为重复性测量的示意值;IE为偏载误差的测量实际值;IS为局部示意值误差。
不确定度的来源共有三个,分别为:(1)重复测量问题致使不确定度的产生;(2)仪器在测定前的基础属性如片材误差致使不确定度的产生;(3)仪器局部误差示范值致使不确定度的产生。
2.2 质量比较仪中不确定度评定过程中相关影响因子的测算
由于质量比较仪内部有着众多金属器件,致使在温度条件或空气湿度条件发生变化时,极易导致仪器的计量特征发生动态变化,多次的计量结果可能存在不同,所以在使用质量比较仪进行作业的过程中,需要对上述因素导致的不确定度分量进行有效计算。以上文所述标准规范为计量基础,将不确定度分量的变化幅度使用αT 进行表示,具体按照αT=1/12 (ΔT×TK)2进行数值计算。在本次研究中,试验所用比较仪在温度影响方面的平均特性数值为TK=0.003×10-6K-1,而在测定过程中,面向温度的变化量数值为ΔT=0.1℃,则:αT=1/12(ΔT×TK)2=7.5×10-21。
之后,对显示分辨力进行测算,此次研究质量比较仪自身的刻画、观察分度值得粒度为0.1 mg,因此,借助两个标准砝码在试验过程中对其重复性属性及偏载情况进行多次测试,据此得到由显示分辨力问题所导致的不确定度的分量均为:

式(2)中,ud为不确定度,d(I)为分度值。最后,对局部示值误差通过标准砝码进行度量,此次研究中所用砝码为E1 等级,质量为5 g,据此所折算的质量实际质量值为5.000 003 3 g,由此得到的不确定度为0.005 mg,与上文保持一致。
2.3 对测定结果中扩展不确定度的测量与评定
本文以该仪器所达到的最大承载点为5 000 g 的测试点所进行的测定过程为例,对其自身拓展不确定度的测定进行深入剖析:在这一流程中,不确定度的产生原因主要为实验室中温度的动态起伏情况对测定过程所用的标准砝码与被试验所测定的比较仪产生质量与测定结果的影响,其计算公式具体为:

式(3)中,ɑs代表不确定度分量变化量,Us代表扩展不确定度,ms表示标准砝码质量值。
5 000 g 为质量比较仪最大限度可承载质量范围,相应的,使用E2 级别砝码进行ABBA 循环,经试验,最终测定结果具体为:+1 mg、+0.2 mg、-0.4 mg、-0.6 mg、+0.2 mg、+0.4 mg。依据上述结果并融合下述公式可对标准偏差进行计算:

式(4)中,s为标准偏差,ΔI为质量比较仪自身的示值差值。
2.4 对偏载误差所测量结果的不确定度的测算
仪器自身的重复性是导致质量比较仪不确定度产生的主要原因,并且实验室内部的温度波动变化也会对其产生影响,被校对的质量比较仪在被测度点时候的显示分辨力也会对其产生影响,其计算公式为:

式(5)中,UR为重复性测量所产生的拓展不确定度,ud为显示分辨力误差的不确定度,Pt为试验载荷,ɑr为不确定度分量,S为标准差。
2.5 载荷测量点完整不确定度的测定
将标准号为JJF 1326-2011 的相关规定作为对载荷测量点自身不确定度进行测量与评估的主要规范依据,载荷测试点具体包括:1/2 最大承载重量点与max 承载重量点,本次研究中两者分别为需要进行校准的5 000 g 与2 000 g 质量的载荷点,其不确定度的测量如表1 所示。
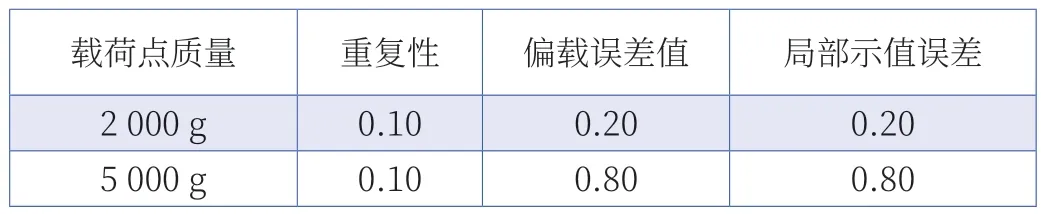
表1 载荷点拓展不确定度各指标结果
3 结束语
质量比较仪作为砝码检定的主要工具容易受到不确定度的影响,致使测定结果出现一定程度的误差。本文在分析质量比较仪自身所具备特点以及在作业过程中需要注意事项的基础上,结合《质量比较仪校准规范》,对质量比较仪自身不确定度的测定过程进行分析,同时对砝码的检定规范程序进行分析,并以此对在砝码检定过程中,质量比较仪的具体应用方法进行探讨,分别从质量比较仪的不确定度评定过程中相关影响因子的测算、对测定结果中扩展不确定度的测量与评定、对偏载误差所测量结果的不确定度的测算、载荷测量点完整不确定度的测定共4 个维度展开实证,以期弥补相关研究的不足。
猜你喜欢
纺织标准与质量(2022年4期)2022-09-05
纺织标准与质量(2022年1期)2022-07-12
昆钢科技(2021年2期)2021-07-22
商品与质量(2021年7期)2021-04-02
中学生数理化·七年级数学人教版(2020年4期)2020-08-10
魅力中国(2016年52期)2017-09-01
考试周刊(2016年94期)2016-12-12
数学大王·中高年级(2015年6期)2015-06-26
创业家(2015年2期)2015-02-27
科技致富向导(2013年11期)2013-07-05