
含油废水电化学处理研究进展
2022-05-27 02:46高志一赵瑞君韩梅王艺谋李鹏赵瑞玉刘晨光
应用化工 2022年3期
高志一,赵瑞君,韩梅,王艺谋,李鹏,赵瑞玉,刘晨光
(1.中国石油大学(华东) 重质油国家重点实验室 CNPC催化重点实验室,山东 青岛 266580;2.招远市农业技术推广中心,山东 招远 265400;3.中石化胜利油田临盘采油厂工艺所,山东 东营 251507)
迄今,研究者们将电化学法用于含油废水的处理已经进行了许多研究,以及其它行业含油废水的处理,如油气开采过程产生的废水[8]、原油增产压裂作业产生的废水[9]、切削油废水[10](切削和加工金属的机械操作过程中使用的润滑油)等。
1 电化学方法
1.1 电浮选法
电浮选法被称为是一种绿色的物理化学工艺,该方法在常温常压下进行,其工作原理是含油废水溶液中的氢氧根离子和氢离子在外加电场的作用下进行电解时分别向阳极、阴极移动并发生电化学反应产生氧气和氢气,这些气体在电极表面原位生成产生大量的微小气泡(阴阳电极反应见式(1)~式(2))。通过控制电流密度可以调节产气量与气泡直径的大小,使得气泡的直径仅有10~40 μm,起着浮选剂的作用[11]。气泡的大小影响电浮选去除废水含油的效率。因为正是这些微小的气泡附着在细小的油滴或悬浮物表面,使其容易上浮。
阴极反应:4H2O+4e-→ 4OH-+2H2↑
(1)
阳极反应:4OH-→ 2H2O+4e-+O2↑
(2)
由于油的密度低于水的密度,在气泡上升的作用下,使得油颗粒快速浮到水面上,再通过后续处理,如刮渣等方法除去,达到净化废水的效果。汪朝晖等[12]研究了电浮选过程中产生的气泡的行为,其研究结果表明,溶液pH值和电极材料均对氢气泡产生影响,其中溶液的pH值对阴阳两极产生的气泡直径有很大的影响,而电极材料在酸性介质溶液中,通过外加电源产生的氢气泡的影响大于中性和碱性介质;氢气泡的直径随着温度的提高直径明显增大,但氢气泡的直径分布变化较小。在电浮选处理含油废水过程中,其中气泡尺寸的大小和电极材料都会直接影响处理含油废水的浮选效率。传统的难溶性阳极如氧化铅和石墨,该类电极在高电流电解时会出现电极的腐蚀,析氧电位过大。同时,氧化铅电极由于含有重金属离子Pb2+,在长时间电解过程中,阳极溶解在水溶液中产生Pb2+,会增加处理废水的成本[13]。虽然电浮选处理含油废水具有良好的杀菌效果,具有其独特的优点,但浮选过程中能耗较大。Ashraf等[14]发现在有氯化钠存在下,电浮选的能耗明显降低,这使得电浮选技术成为海水溢油事故后一种有效的处理方法。Mirshafiee等[15]在处理食用油废水中采用水平排列的不锈钢网状电极来提高含油废水浮选率,同时确定最佳反应条件,其电解时间为80 min,电流密度为4.11 mA/cm2,pH值为7,电极间距1 cm,结果表明食用油废水中的油浓度去除率达到了97.71%。在处理含油废水过程中,电浮选法具有清洁性、效率高等优点,但是电浮选形成的浮渣还需进行无害化处理。
1.2 电絮凝法

1.3 电催化氧化法
废水电催化氧化处理技术(ECO)其作为高级氧化技术被称为“环境友好”处理技术[22],与其它高级氧化工艺技术相比其具有明显优势:①兼具电催化氧化、电气浮、电凝聚、破乳、杀菌等多种功能,效率高;②电催化过程中电极与溶液之间只进行电子的转移,无二次污染物或很少二次污染物;③电催化氧化在应用过程中产生直接氧化与间接氧化,处理废水效能更高;④通常反应条件处于常温常压;⑤操作参数电流、电压调节容易、简单,可控制性较强;⑥设备紧凑、占地小;⑦可作预处理或深度处理。电催化氧化既可单独应用在处理含油废水过程中也可与其它技术,如膜分离技术、生物处理等技术组合应用。与常规气浮相比,电气浮的气泡为原位形成的,气泡的直径较小、比表面积大,对细小胶粒的吸持上浮能力较高。在难处理的废水,如含聚、乳化稳定的含油废水、难降解COD等处理中其多功能与高效能的特性更加凸显[23]。
电催化氧化法处理含油废水的基本原理是在常温常压条件下,有催化活性的阳极在电流的作用下电解生成具有高氧化电位的·OH,将有机污染物质矿化为CO2与水[24]。含油废水中的有机污染物可以通过直接氧化(电催化活性的阳极表面与含油废水中的有机污染物之间只进行电子的转移而不涉及其他物质)和间接氧化(有机污染物不直接与具有电催化活性阳极表面交换电子,而是通过在电催化活性阳极表面产生一些强氧化剂)去除。
红色文化金融给老区创收的同时,可以拿出一部分资金设立“红色文化返贫防止保险”,有针对性地给予受到返贫威胁的群众资金救助,这是防止老区人民返贫的有力措施。
1.3.1 直接氧化 含油废水中的有机污染物在外加稳压直流电源的作用下直接吸附在电催化活性阳极表面并直接在阳极上发生氧化,只涉及阳极表面与含油废水污染物之间的电荷转移反应。具体过程如下:
(1)阳极表面吸附水电解生成·OH。
M(阳极)+H2O → MOX(·OH)+H++e-
(2)吸附态的羟基自由基中的O直接与金属氧化物反应生成高价态的氧化物。
MOX(·OH) → MOX+1+H++e-
(3)含油废水中有机污染物被活性物质M(·OH)直接氧化生成二氧化碳、水。
M(·OH)+R → M+mCO2+nH2O+H++2e-
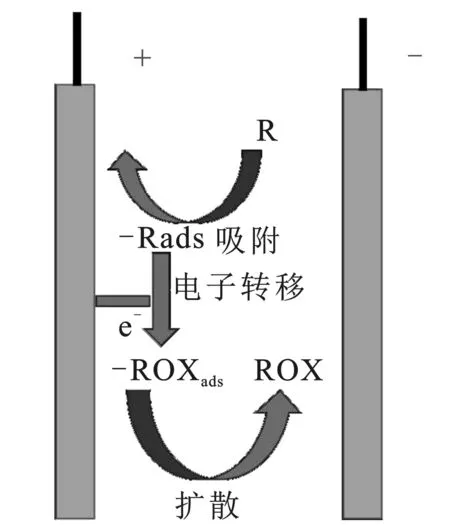
直接氧化可简易的分为两个步骤(见图1):①含油废水有机污染物(R)从本体溶液扩散到不可溶性阳极表面;②在活性阳极表面上含油废水中有机污染物(R)直接交换电子发生氧化。
阳极 阴极

2Cl-→ Cl2+2e-
(3)
Cl2+H2O → HClO+H++Cl-(酸性溶液)
(4)
Cl2+2OH-→
ClO-+Cl-+H2O(碱性溶液) (5)
HClO+OH-→ ClO-+H2O
(6)
在含油废水的电化学催化氧化过程,直接氧化与间接氧化两机理是共同存在的[27]。Zhi等[28]用自制Ti/Ti4O7和Ti/RuO2-IrO2电极用来处理焦化废水,确定最优的电极距离、电解质类型、初始pH值、电解时间和电流密度情况下,COD、TOC的去除率分别为78.7%,53.5%。对焦化废水和煤气化废水中的多环芳香烃的去除率达到86.1%。Li等[29]采用电沉积技术制备了Ti/CeO2电极,并应用于电化学氧化处理含油废水,同时发现温度对含油废水的电化学氧化有较大影响,结果表明,在最佳条件下,温度升高至60 ℃条件下,COD去除率达到99.62%,此外,由于以往和当前的大多数研究工作都集中于从水中分离油,所以关于从含油废水中回收或去除重金属的研究很少[30]。含油废水中的重金属离子通过电催化氧化过程,可以达到一个很好的去除效果。Li等[31]用制备的PbO2/Ti电极经过电催化氧化方法在阳极表面沉积回收含油废水中的Pb2+,Pb2+回收率达到了67%。电催化氧化处理技术作为绿色环保废水处理技术,集多种功能于一身,符合人们对废水处理技术集成化与环境友好的期许。
2 组合工艺
由于含油废水成分的复杂性,单一的电化学方法处理含油废水不易达到处理标准,所以电化学方法与其他单元技术相结合已成为处理废水的一种趋势[32]。Santos等[33]优化混凝、絮凝和浮选工艺,采用硫酸铝和硫酸铁作为化学絮凝剂对含油废水进行预处理,对降低有机物含量和油分含量有显著的效果。电化学组合工艺技术有较多方式,如以电催化氧化方法为主,膜过滤,微生物降解为辅的组合处理工艺。张运华等[34]以电催化氧化为主体,将絮凝、电化学催化氧化、膜生物反应器三种单元技术组成组合工艺应用于冶金工业在轧钢过程中产生的含油废水的处理,结果表明经组合工艺处理后的废水COD的去除率达到了83%,处理后的废水也达到了生产回用水的要求。同时,含油废水的有机污染物与电化学方法处理含油废水产生的高氧化电位·OH发生反应,使得含油废水中的有机污染物能够得到很好的降解[35]。邵星宇等[36]用电Fenton和电化学氧化组合工艺处理苯醚甲环唑废水,采用还原性铁粉压制成型的阳极,在外加过氧化氢试剂的条件下构成电Fenton体系,在电催化氧化工艺中采用贵金属涂层钛基板作阳极。结果表明,控制Fe2+浓度为300 mg/L,H2O2投入量为8 000 mg/L,pH=5,COD、总氮去除率分别为54%,54.5%。Lee等[37]采用改进的狭缝喷嘴的气浮选作为预处理、由BDD阳极降解有机污染物的电化学高级氧化技术作为主处理单元、磁性生物炭吸附重金属作为后处理,发现该系统处理含油废水时,在预处理过程中脱油率达到了99.7%,电催化氧化过程COD去除率为95%,吸附过程中重金属回收率达到了90%。电化学方法同其他方法的组合工艺处理含油废水时效果显著,同时节约了电化学方法处理含油废水的电耗成本,减轻电极材料的腐蚀。根据油性废乳液的性质考虑采用不同的处理方法,有一些含油废水处理方法可以有效地结合在一起。例如电浮选、电絮凝、膜过滤和生物等处理方法。经实践证明,组合工艺应用到含油废水的处理过程中,均使含油废水达到国家排放标准。在处理各类型的含油废水时可以采用更多的组合方法,将含油废水分成多阶段处理过程,可以充分发挥各单元方法的优点并弥补其不足。
3 三维电催化氧化
在电化学氧化过程中,三维电极电催化氧化系统是一种重要的发展方向。三维电催化氧化是在二维电催化氧化两个工作电极之间填充颗粒状的材料(或粒子电极)构成的[38]。三维电催化氧化技术具有效率高、耗能低、设备简易、可控性强等特点[39]。充电状态下在电场的作用下粒子电极可被极化成无数个微电极。三维电极在处理含油废水过程中,废水中的有机物降解机理既包括在电催化活性阳极表面以及粒子电极阳极端的直接氧化,也包括在含油废水的电解过程中生成的活性氯、臭氧、过氧化氢、过氧化二硫酸等氧化剂进行的间接氧化[40]。其中羟基自由基因具有高的氧化电位(2.8 V)在间接氧化中表现出突出的作用。在高级氧化工艺中,三维电化学氧化技术被认为是降解难降解含油废水有机污染物的杰出工艺之一,其粒子电极是关键因素。Wu等[6]以一种新的基于Al2O3的粒子电极用于三维电催化氧化系统降解苯酚废水,确定了最优工艺条件,发现对苯酚废水COD去除率达到了80.23%。汤梓仟等[41]分别对颗粒状活性炭、压块状活性炭、粉末状活性炭粒子电极的填充量进行了研究,最终以粉末状活性炭为粒子电极并采用三维电极电催化氧化方法处理含汞气田废水,实验结果表明COD去除率为94.7%,总汞去除率为98.3%,均达到国家排放标准。相比于二维电化学,三维电化学具有比表面积大的特点,高的时空效率,低的能耗,但较复杂。
4 结束语
综上所述,大量的研究结果表明电化学方法处理含油废水具有功能集成、操作简单、环境友好等优势。阳极是电化学处理法的核心,高活性高稳定性电极对是电化学高效稳定运行的保证。相比于二维电化学,三维电化学由于高的接触面积、高的时空效率、低能源消耗具有广阔的应用前景,其中关键是粒子电极。电化学法处理中电子作为一种“清洁试剂”,对环境无二次污染。但是在氧化过程中,废水中的污染物会在电极表面上沉积而可能发生电极结垢,降低电极的导电率,影响其性能。此外,电化学方法需要消耗大量的电能才能达到理想的效果。对于电催化氧化处理含油废水的研究,为了降低运营成本,应该开发更高效稳定的电极。针对技术和过程中存在的问题,研究和开发高效经济的组合工艺,并最大限度地发挥各单元方法的优势来避免其局限性。
猜你喜欢
化工管理(2022年14期)2022-12-02
油气田地面工程(2022年8期)2022-10-02
中国资源综合利用(2022年8期)2022-09-02
绿色环保建材(2021年10期)2021-11-13
化工管理(2021年12期)2021-06-16
化工管理(2021年7期)2021-05-13
陶瓷学报(2021年1期)2021-04-13
化工管理(2020年20期)2020-01-14
化工管理(2020年16期)2020-01-14
分析化学(2018年12期)2018-01-22
