
微波养护阶段碱激发粉煤灰胶凝材料的力学性能
2022-08-03 06:32朱绘美张煜雯
建筑材料学报 2022年6期
朱绘美, 张煜雯, 迂 晨, 乔 沛, 李 辉,*
(1.西安建筑科技大学材料科学与工程学院,陕西 西安 710055;2.西安建筑科技大学教育部生态水泥工程研究中心,陕西西安 710055;3.西安建筑科技大学陕西省生态水泥混凝土工程技术研究中心,陕西西安 710055)
与硅酸盐水泥相比,碱激发粉煤灰胶凝材料(AAFA)具有高抗压强度[1]、耐高温[2]、耐化学腐蚀[3]等优点,是一种新型绿色胶凝材料[4‑6].热养护是促进粉煤灰玻璃体中Si—O 键断裂,使AAFA 产生早期强度的必要手段[7].与传统蒸汽养护相比,微波养护在加热方式和热流速度方面具有本质区别,其通过电磁波辐射实现样品整体同步加热,具备加热速度快、样品受热均匀的特征,在促进AAFA 早期反应[8‑9]、节约能耗[10]、节省热养护时间等方面更具优势.Shi等[10]研究发现20~125 ℃下的5 级微波养护制度更有利于AAFA 早期力学性能的发展.
然而,受煤种、煤质、煤燃烧状况及锅炉构造等因素的影响,粉煤灰具有硅铝比(摩尔比,下同)不确定、组分差异大的特征[11],致使AAFA 力学性能差别很大.此外,微波养护下AAFA 聚合反应速率加快,富铝凝胶相增多[10],聚合反应进程与聚合反应产物均不同于常规养护方式.由此推断,原材料的硅铝比对微波养护条件下AAFA 力学性能的影响不容忽视,且影响规律可能异于常规蒸汽养护.
因此,本文参考文献[12‑13]中调整原材料硅铝比的方法,基于偏高岭土、硅灰与粉煤灰玻璃相中硅(铝)-氧四面体结构相同的特点,分别掺加偏高岭土和硅灰,来制备具有不同硅铝比的AAFA 试件,并采用多级微波养护制度分析AAFA 试件在不同微波养护阶段的力学性能发展规律,同时采用X 射线衍射仪(XRD)、傅里叶变换红外光谱仪(FTIR)、扫描电镜(SEM)和全自动压汞仪(MIP)等测试手段对AAFA 的聚合反应产物和微观结构进行分析.
1 试验
1.1 原材料
F 级粉煤灰来自河南某电厂;偏高岭土和硅灰由河北某矿产品公司提供.粉煤灰和偏高岭土的主要化学组成(质量分数,文中涉及的组成、水胶比等除特别注明外均为质量分数或质量比)见表1,硅灰中SiO2含量为93%.粉煤灰、偏高岭土和硅灰的XRD 图谱如图1 所示.由图1 可见:粉煤灰的主要矿物相为石英和莫来石,15°~40°的明显包峰表明粉煤灰中含有未结晶的玻璃态物质;偏高岭土和硅灰的矿物相几乎全部为非晶质玻璃体.粉煤灰、偏高岭土和硅灰的粒度分布见图2.图2 显示,三者的平均粒径分别为18.31、12.90、10.80 μm.碱激发剂采用纯度不低于96%的NaOH 固体颗粒.拌和水采用去离子水.
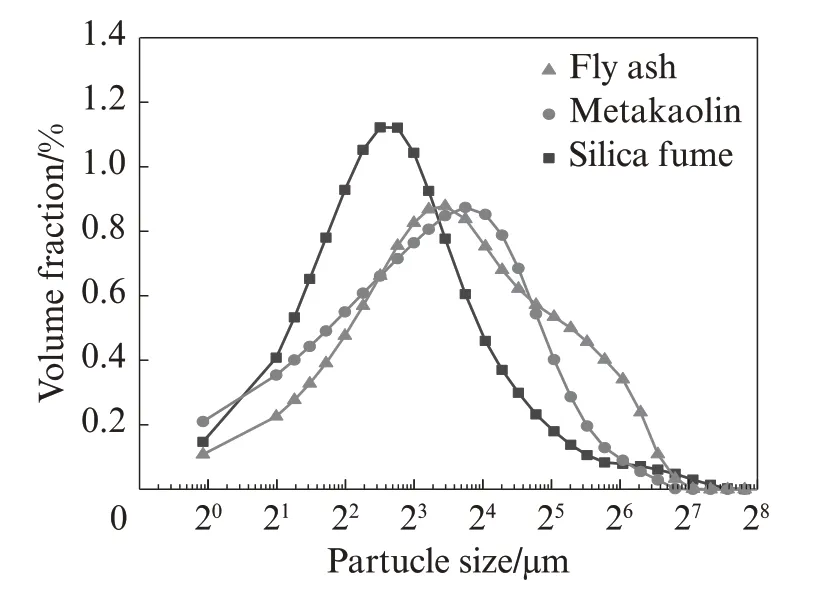
图2 原材料的粒径分布Fig.2 Particle size distribution of raw materials

表1 粉煤灰和偏高岭土的化学组成Table 1 Chemical compositions of fly ash and metakaolin w/%
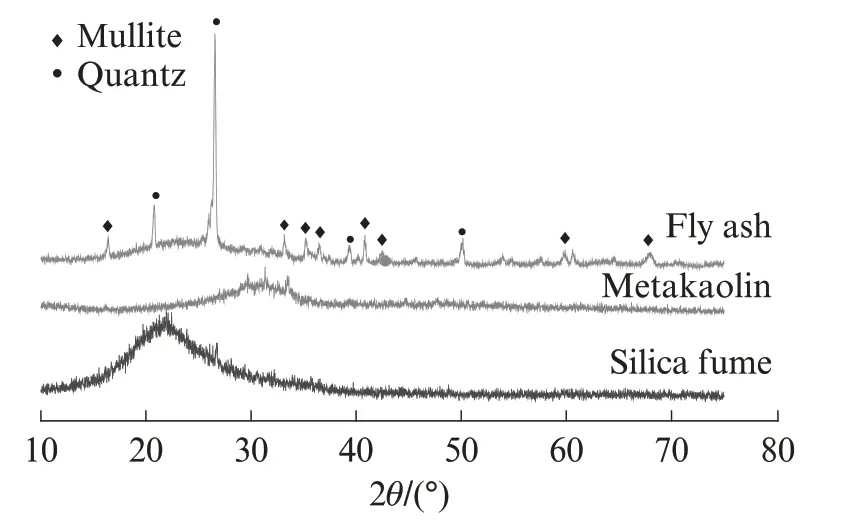
图1 原材料的XRD 图谱Fig.1 XRD patterns of raw materials
1.2 试验配合比
采用氟硅酸钾容量法[14]和EDTA 络合滴定法[15]分别测定原材料中活性硅与活性铝的含量.粉煤灰、偏高岭土和硅灰中的活性硅含量分别为24.71%、37.83%和68.14%;粉煤灰和偏高岭土中活性铝含量分别为20.55%和38.64%.
基于文献[13,16]中粉煤灰的硅铝比(1.83~2.75),分别掺加偏高岭土和硅灰,来调整AAFA 试件的硅铝比.AAFA 试件中NaOH 掺量为9%,水胶比(mw/mb)固定为0.21. 各试件的配合比如表2所示.
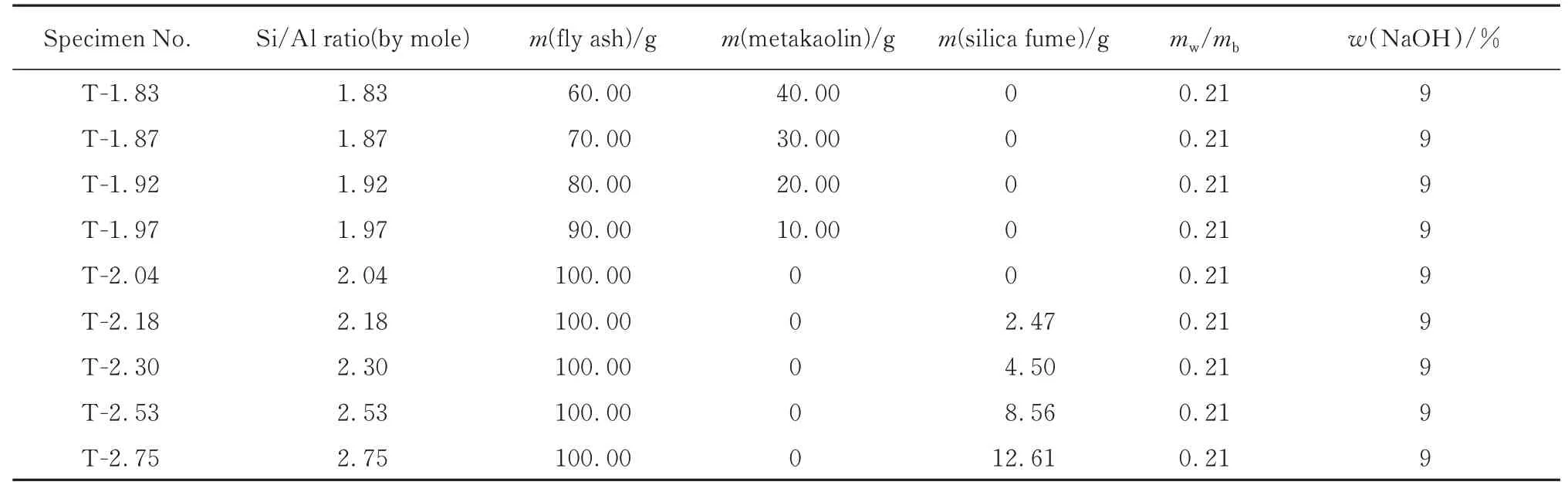
表2 AAFA 试件的配合比Table 2 Mix proportion of AAFA specimens
1.3 试件制备与养护
先根据表2 配合比配制碱激发剂NaOH 溶液,并利用水泥净浆搅拌机将其与粉状原材料搅拌均匀;再将浆体注入25 mm×25 mm×25 mm 的聚醚醚酮(PEEK)三联模具中振实成型.
微波养护:将制备好的净浆带模放入Moilelab微波材料学工作站中养护,微波炉内的温度通过插入试件中心的热电偶实时反馈,以实现自动调节.本试验采用的多级微波养护制度见图3.由图3 可见:(1)该微波养护制度共分为5 个阶段,t1~t5的养护时长与温度分别为35 min/65 ℃、35 min/85 ℃、35 min/105 ℃、35 min/125 ℃和85 min/125 ℃.其中65 ℃为碱激发反应有效的最低热养护温度;85 ℃为广泛应用的热养护温度;使用热烘箱养护时,将温度提高到105 ℃能够进一步提高试件的抗压强度;微波养护AAFA 试件时温度升高至125 ℃,试件抗压强度会继续增加.(2)从微波养护开始至t1结束时为第1 阶段(stage 1);至t2结束时为第2 阶段(stage 2);至t3结束时为第3 阶段(stage 3);至t4结束时为第4‑Ⅰ阶段(stage 4‑Ⅰ);至t5结 束 时 为 第4‑Ⅱ阶 段(stage 4‑Ⅱ)[8,10].
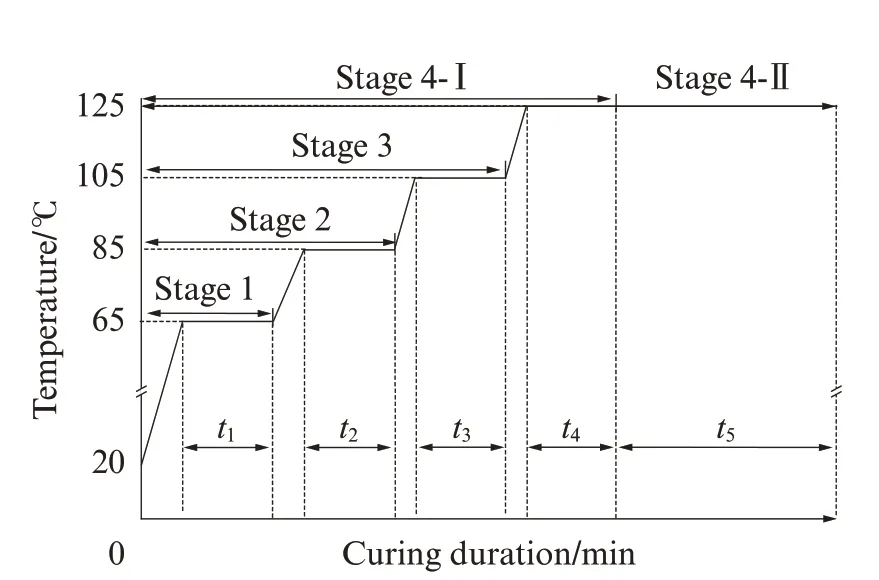
图3 多级微波养护制度Fig.3 Multi‑stage microwave curing regime
蒸汽养护:将制备好的净浆带模放入85 ℃的蒸汽养护箱中养护24 h.
1.4 分析测试
本文采用YAW‑300 型全自动压力试验机,以1.5 kN/s 加荷速率对试件抗压强度进行测试.采用D/max‑2200 型XRD 对试件矿物相进行分析,工作参数:Cu靶Kα射线,管电压为40 kV,管电流为40 mA,扫描速率为10(°)/min,扫描范围为5°~80°.采用上海莱睿科学仪器有限公司产Nicolet IS5 型FTIR 进行试件结构分析,波数范围为4 000~400 cm-1.采用美国麦克仪器公司产AutoPore IV 9600 型MIP 分析反应产物的孔径分布.采用Quanta 200 型SEM 观察试件的微观形貌.
2 结果与讨论
2.1 抗压强度
AAFA 试件经微波养护至stage 1 时,由于养护时间过短且养护温度低于粉煤灰玻璃相碱激发反应的起始温度65 ℃[17],试件生成的聚合反应产物有限,不足以提供AAFA 的早期强度.因此,本文只对微波养护stage 2~stage 4‑Ⅱ的试件进行抗压强度测试.
不同微波养护阶段AAFA 试件(M‑stage 2~M‑stage 4‑Ⅱ)与蒸汽养护试件(steam)的抗压强度如图4 所示.由图4 可见:(1)当微波养护由stage 2升至stage 4‑Ⅰ、硅铝比为1.83~2.75 时,所有AAFA试件的抗压强度均逐渐增大,这是微波养护时长增加与温度增长的联合作用所致.(2)微波养护继续延长至stage 4‑Ⅱ时,硅铝比不大于1.87 的试件抗压强度继续小幅增加;硅铝比为1.92 和1.97 的试件抗压强度小幅降低4%;硅铝比大于2.04 的试件抗压强度大幅降低,最高可达32%.表明这些AAFA 试件在微波养护至stage 4‑Ⅰ阶段后,继续延长保温时间会出现强度倒缩现象.由此说明,微波养护至stage 4‑Ⅰ是对AAFA 进行热养护的最佳制度.(3)硅铝比为1.83和1.87 的AAFA 试件微波养护至stage 4‑Ⅱ(4.5 h)时的最大抗压强度略低于蒸汽养护试件,其余试件经微波养护后的最大抗压强度均显著高于蒸汽养护试件,最高可达3 倍;硅铝比大于1.92 的试件微波养护至stage 3(2.5 h)时的抗压强度即超过蒸汽养护24 h 的试件.可见,试件在微波养护条件下的强度发展速率远高于蒸汽养护,且硅铝比大于1.92 的AAFA 更适宜采用微波养护来提高其早期强度.
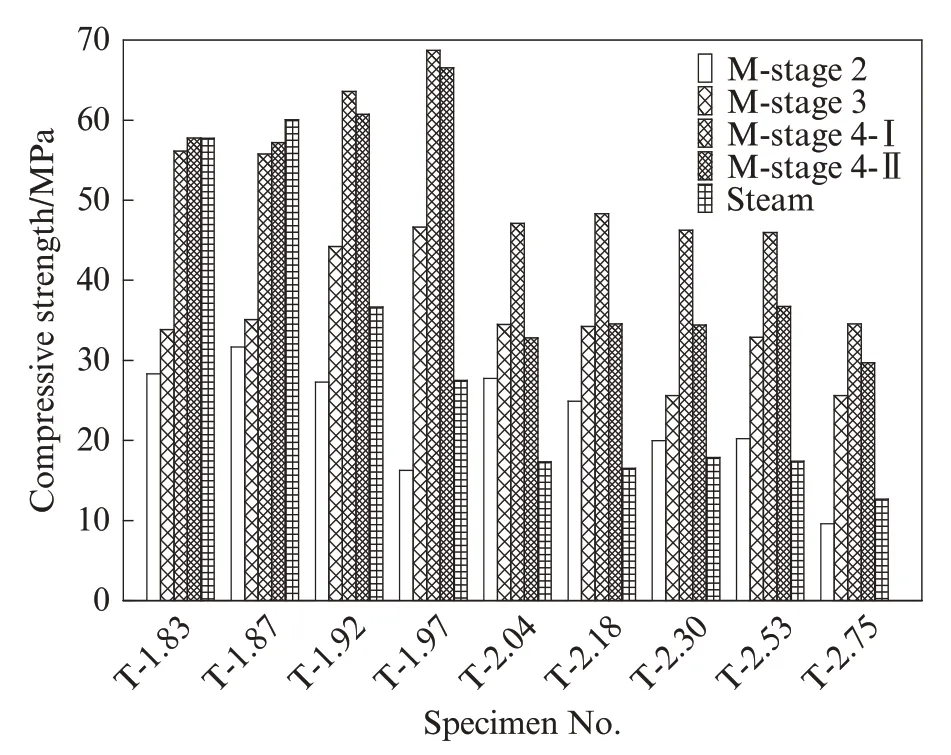
图4 AAFA 试件在不同微波养护阶段时的抗压强度Fig.4 Compressive strength of AAFA specimens under different microwave curing stages
进一步分析各微波养护阶段原材料硅铝比对AAFA试件抗压强度的影响.由图4还可以看出:(1)硅铝比为1.83 和1.87 的AAFA 试件各阶段的抗压强度值差别不大,且抗压强度发展规律一致,其余AAFA 试件的抗压强度受原材料硅铝比的影响较大.(2)当微波养 护至stage 2、硅铝比由1.83 增 至2.75 时,AAFA 试 件 的 抗 压 强 度 由 近30 MPa 降 至10 MPa.原因是与Si—O 键相比,粉煤灰玻璃相中的Al—O 键断裂能较低,更易于发生聚合反应[18],从 而形成 富铝态 凝胶产 物[19‑20],因 此铝含 量相对 较高的AAFA 试件在微波养护初期会呈现更高的抗压强度.(2)当微波养护持续至stage 3、stage 4‑Ⅰ,硅铝比为1.92 和1.97 时,AAFA 试件的抗压强度大幅增加,继续保持其强度优势,最高可达67 MPa;而高硅铝比试件的抗压强度增幅较小,仅为30~50 MPa.(3)在蒸汽养护条件下,当硅铝比由1.83 增至1.97时,AAFA 试件的抗压强度由58 MPa 降至27 MPa,其余5 种硅铝比大于等于2.04 的试件抗压强度均为17 MPa 左右,说明蒸汽养护试件的抗压强度受硅铝比的影响不大.以上表明,从抗压强度角度分析,硅铝比小于1.97 的体系更具有优势.主要表现为:达到相同抗压强度所需微波养护时间较短,微波养护至stage 2 时,AAFA 试件就可以达到较高的抗压强度(约30 MPa);同样微波养护阶段下强度较高,以微波养护至stage 4‑Ⅰ的试件T‑1.92 为例,其抗压强度可达60 MPa 以上;经过stage 4‑Ⅱ微波养护后,这些试件抗压强度倒缩现象得到有效缓解,在硅铝比为1.83 和1.87 时,强度倒缩现象消失.
综上可知,硅铝比大于1.92 的AAFA 更适宜采用微波养护的方式来促进其早期强度发展,但微波养护时间过长会导致强度倒缩.AAFA 的硅铝比越低,其热养护阶段的最大抗压强度越高.鉴于以上宏观性能表现,本文选取T‑1.83、T‑2.04、T‑2.53 这3 组AAFA 试件进行后续微观测试,以分析不同硅铝比AAFA 试件在微波养护各阶段的微观结构.
2.2 FTIR 分析
研究[21]表明,表征AAFA 聚合反应产物的峰位主要位于红外光谱400~1 400 cm-1处.粉煤灰与试件T‑1.83、T‑2.04、T‑2.53 微波养护至stage 4‑Ⅰ的红外光谱如图5 所示.由图5 可见:993~1 080 cm-1处的宽频吸收峰对应Si—O—T(T=Si、Al)键的反对称伸缩振动,800 cm-1附近的吸收峰对应Si—O—T(T=Si、Al)键的对称伸缩振动.其中粉煤灰中的Si—O—T(T=Si、Al)键的反对称伸缩振动吸收峰经碱激发反应后向低位偏移且峰型更加尖锐,表明聚合反应产物水化铝硅酸钠(N‑A‑S‑H)凝胶形成[22‑23].此外,随着原材料硅铝比的降低,Si—O—T(T=Si、Al)键的非对称伸缩振动峰向低波数偏移,由1 028 cm-1移至993 cm-1处,Al—O 键的 结合力较Si—O 键 弱,其振动频率亦较低.因此,随着原材料中铝含量的增加,反应产物N‑A‑S‑H 凝胶的Si—O—T骨架中铝的物质的量增加,使得Si—O—T(T=Si、Al)键的非对称伸缩振动峰向低波数方向位移[21].以上表明,硅铝比较低的AAFA 浆体生成的N‑A‑S‑H 凝胶中铝的含量较高.
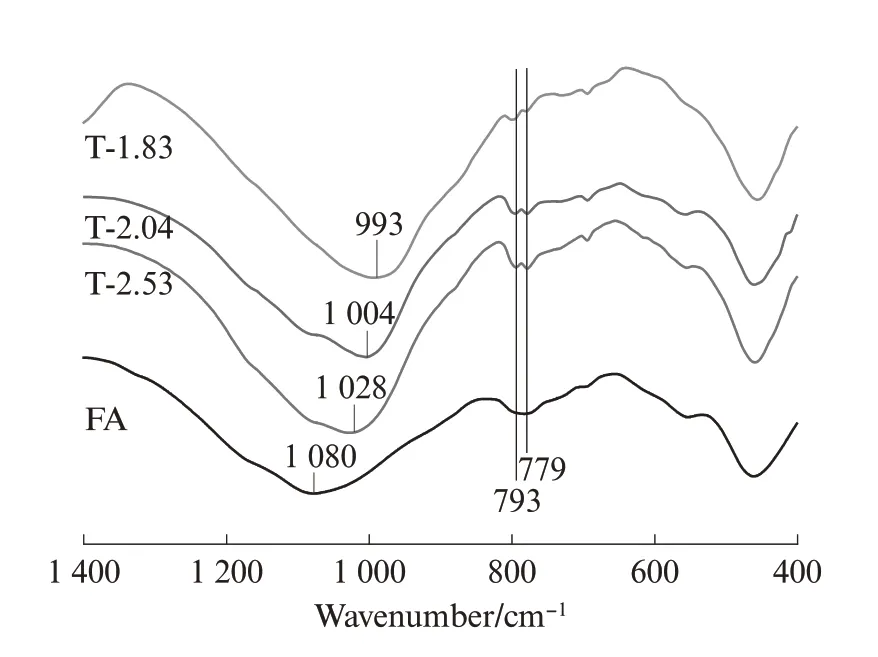
图5 粉煤灰和试件T‑1.83、T‑2.04、T‑2.53 微波养护至stage 4‑Ⅰ的FTIR 图谱Fig.5 FTIR spectra of fly ash and specimen T‑1.83,T‑2.04 and T‑2.53 under microwave curing to stage 4‑Ⅰ
2.3 XRD 分析
由AAFA 试件抗压强度结果可知,微波养护至stage 4‑Ⅰ阶段为AAFA 的最佳热养护制度.试件T‑1.83、T‑2.04、T‑2.53 养 护 至stage 4‑Ⅰ阶 段 的XRD 图谱如图6 所示.由图6 可见:3 组AAFA 试件的晶体相几乎没有区别,T‑2.04 和T‑2.53 中非晶相的峰位和峰面积相近,而T‑1.83 中非晶相的峰位明显右移、峰面积显著增大.这是由于与富硅AAFA 试件相比,富铝AAFA 试件中的Al—O 键断裂能较低,更易于发生聚合反应,形成更多的富铝态凝胶产物.该结果与FTIR 分析结果一致.
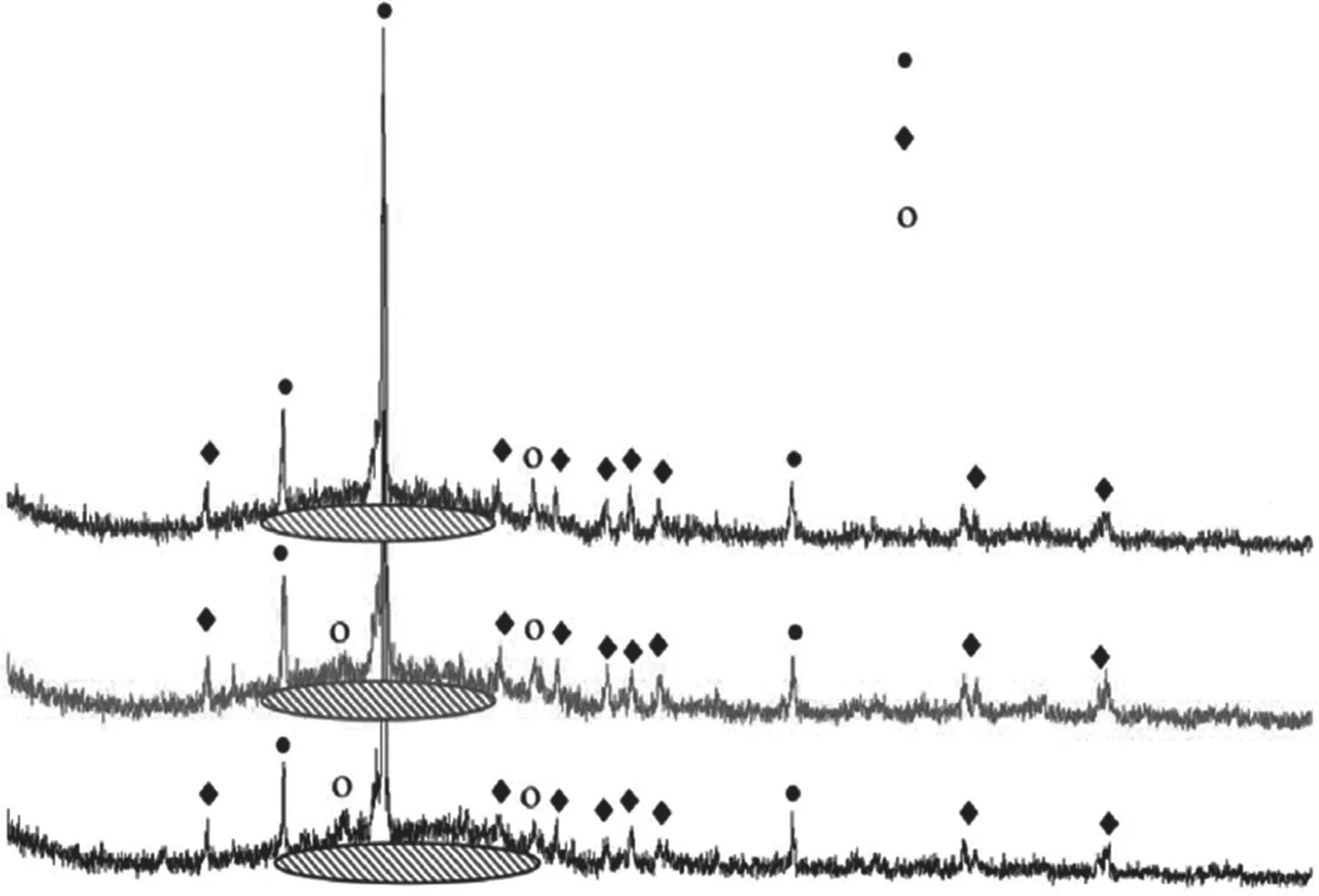
图6 T‑1.83、T‑2.04、T‑2.53 试件采用微波养护至stage 4‑Ⅰ时的XRD 图谱Fig.6 XRD patterns of specimen T‑1.83,T‑2.04 and T‑2.53 under microwave curing to stage 4‑Ⅰ
2.4 MIP 分析
T‑1.83、T‑2.04、T‑2.53 这3 组AAFA 试件采用微波养护至stage 4‑Ⅰ、stage 4‑Ⅱ时的孔结构分布特征如表3 所示.由表3 可见:AAFA 试件中的孔隙分为3 类——存在于碱激发反应产物凝胶和凝胶网络中的凝胶孔(d<10 nm),因聚合反应产物与粉煤灰颗粒、碱激发剂之间的体积差而产生的毛细孔(d=10~1 000 nm),以及多余拌和水蒸发所致的宏孔(d>1 000 nm).
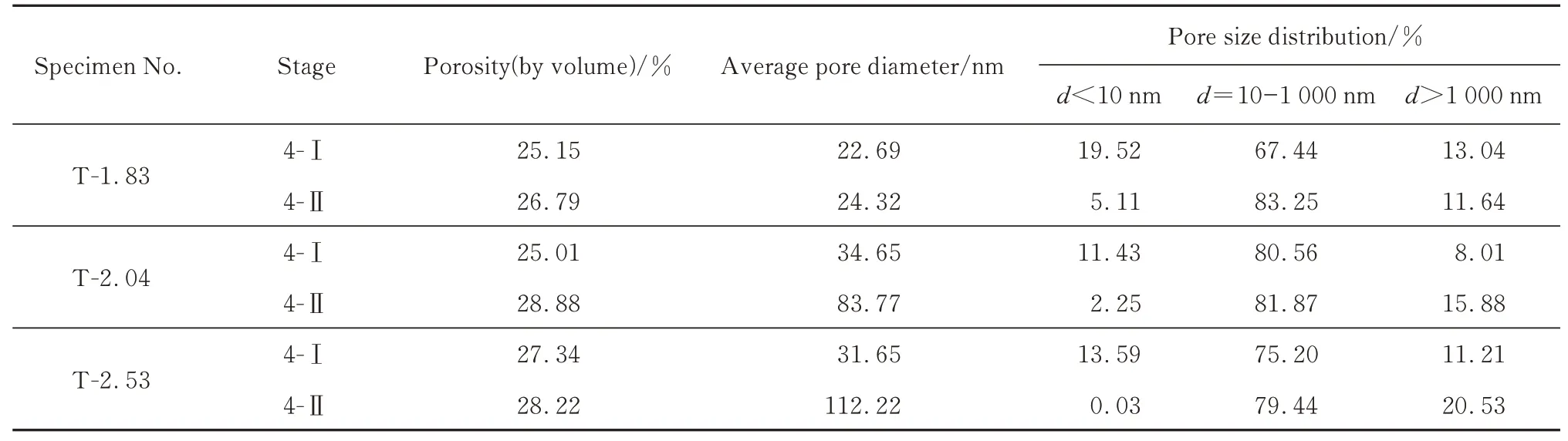
表3 试件T-1.83、T-2.04、T-2.53 采用微波养护至stage 4-Ⅰ、stage 4-Ⅱ的孔结构特征Table 3 Pore structure characteristics of specimen T-1.83,T-2.04 and T-2.53 under microwave curing to stage 4-Ⅰand stage 4-Ⅱ
由表3 还可见:(1)微波养护至stage 4‑Ⅰ时,试件T‑1.83、T‑2.04、T‑2.53 的 孔隙 率 相 差 不 大,但T‑1.83 的平均孔径明显小于后2 个试件,具体表现为其中的凝胶孔比例大而毛细孔比例小.这表明T‑1.83 中形成了较多的N‑A‑S‑H 凝胶,而T‑2.04 和T‑2.53 中的凝胶产物生成量不足以填充颗粒间的空隙,导致体系致密性下降.(2)微波养护延长至stage 4‑Ⅱ时,T‑1.83 的孔隙率和平均孔径均变化不大.然而,T‑2.04 和T‑2.53 的 平 均 孔 径 分 别 由34.65、31.65 nm 急增为83.77、112.22 nm,其中凝胶孔的比例大幅降低.这表明其中的大孔比例增多,形成了较为疏松的微结构,致使AAFA 试件的抗压强度下降.
2.5 微观形貌分析
图7为试件T‑1.83 采用微波养护至不同阶段的SEM 照片.由图7 可见:随着微波养护的持续进行,T‑1.83 中聚合反应产物越来越多,将粉煤灰颗粒紧密连接为一体;同时,在粉煤灰颗粒内壁可见大量不规则圆球状产物,这些产物交错重叠、相互粘结,形成致密的微结构.图8 为试件T‑2.53 采用微波养护至不同阶段的SEM 照片.由图8 可见:微波养护至stage 3 时,大部分粉煤灰球体表面出现聚合反应产物,产物包裹球体,将较小的颗粒连接在一起,然而大颗粒与周围颗粒之间空隙较大,整体结构较为疏松(图8(a));微波养护至stage 4‑Ⅰ时,粉煤灰球体表面被碱液腐蚀变得光滑,聚合反应产物进一步增加,填充到颗粒之间的空隙中(图8(b));当微波养护至stage 4‑Ⅱ时,试件中依旧存在大量的聚合反应产物,但出现粉煤灰颗粒溶解后留下的不规则坑洞,导致界面变得疏松,试件整体密实度下降,同时一些粉煤灰球体内部出现微裂纹(如图8(c)中方框所示),致使试件的抗压强度较前一阶段显著下降.
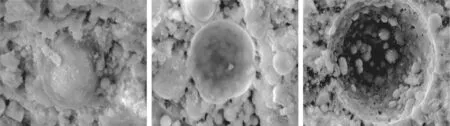
图7 试件T‑1.83 采用微波养护至不同阶段的SEM 照片Fig.7 SEM images of specimen T‑1.83 under microwave curing to different stages
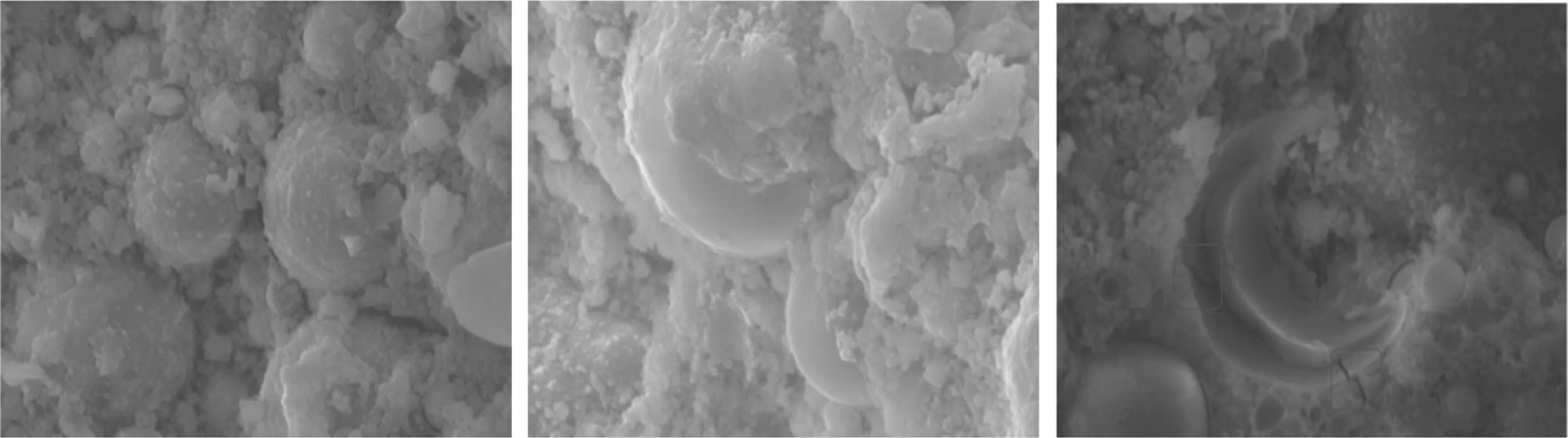
图8 试件T‑2.53 采用微波养护至不同阶段的SEM 照片Fig.8 SEM images of specimen T‑2.53 under microwave curing to different stages
3 结论
(1)与传统蒸汽养护相比,硅铝比大于1.92 的AAFA 更适宜采用微波养护方式促进其早期强度发展,但微波养护时间过长会使AAFA 大孔径孔隙比例急剧增加,试件内部出现微裂纹,呈现明显的强度倒缩,最高可达32%.
(2)硅铝比较低的AAFA 内部可生成较多的富铝N‑A‑S‑H 凝胶相.该凝胶相具备更为致密的微结构,从而使其在微波养护阶段的最大抗压强度较高,最高可达67 MPa.
(3)硅 铝 比 小 于1.97 的AAFA 中 的 富 铝N‑A‑S‑H 凝胶相热稳定性较好,可有效避免试件因微波养护时间过长而出现的强度倒缩现象.
猜你喜欢
工程与建设(2022年4期)2022-10-01
人民珠江(2022年3期)2022-03-28
新型建筑材料(2022年2期)2022-03-10
中国非金属矿工业导刊(2022年1期)2022-03-08
科学技术创新(2021年30期)2021-10-25
陶瓷学报(2021年2期)2021-07-21
陶瓷学报(2021年1期)2021-04-13
建材发展导向(2021年24期)2021-02-12
山西建筑(2020年13期)2020-06-20
中国非金属矿工业导刊(2019年3期)2019-09-25
