基于组合赋权TOPSIS模型的工艺参数决策方法
2022-08-18 08:12戴宁万林林
机械制造与自动化 2022年4期
戴宁,万林林
(湖南科技大学 a. 智能制造研究院; b. 难加工材料高效精密加工湖南省重点实验室,湖南 湘潭 411201)
0 引言
当前世界资源日益匮乏,在环保压力不断增大的趋势下,减少机械产品在生产过程中产生的废弃物,选用低能耗低排放的工艺参数进行生产加工,对环境资源的保护以及实现绿色制造具有重要意义。近年来,有关工艺方案优选和决策问题的研究,引起了一些学者的关注。韩自强等[1]使用基于熵权TOPSIS法对机械加工实现了绿色工艺方案决策;陆星宇等[2]结合熵权TOPSIS对FDM成型工艺参数进行了多目标优化研究,实验结果证明了熵权与TOPSIS相结合的科学性;赵韬[3]采用改进的模糊层次分析法和模糊综合评价法相结合的综合评价方法对典型机床零部件生产工艺绿色度进行了评价;黄文良等[4]通过粒子群算法对数控平面铣削工艺参数多目标优化模型求解,表明该模型具有较高的精度和较好的优化效果;LYU L等[5]提出了AHP和CRITIC的组合权重,使用TOPSIS法对指标进行排序,确定最佳加工参数;程美等[6]针对微细电火花加工的多个质量指标,提出了AHP和GRA相结合优化工艺参数组合。
从上述可以看出,现有研究多是采用将多目标问题转化成单目标问题的解决思路,但是其计算过程相对复杂,在权重的确定和分配上存在一定的主观随意性,容易造成决策失误,在一定程度上影响优化结果的准确性和一致性。本文利用改进CRITIC法得到客观权重,专家打分得到主观权重,熵值修正的G2法得到混合权重,再由改进CRITIC法确定3种权重的占比来组合赋权,并通过TOPSIS法进行接近度分析,建立了基于改进CRITIC-专家打分-熵值G2的组合赋权TOPSIS模型,以主轴加工工艺方案为例,通过正交实验所得数据进行优选分析,验证了该模型的可行性和实用性。
1 建立磨削加工工艺IPO模型和磨削工艺绿色度评价体系
IPO模型是用来描述一个系统中数据的输入和输出的模型。在机械加工过程中,输入元素有原材料、切削液、电能、工艺参数等因素,输出元素有成品、噪声、粉尘等因素。结合磨削工艺生产过程的输入和输出元素,建立如图1所示的机械制造磨削加工工艺IPO模型。通过分析磨削工艺过程的资源环境属性,建立磨削工艺绿色度评价体系如图2所示。
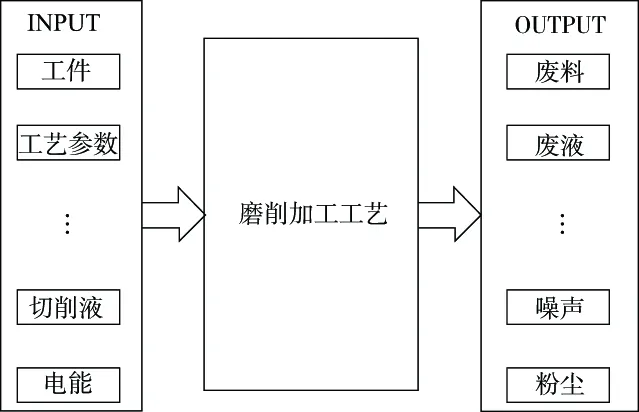
图1 磨削工艺IPO模型
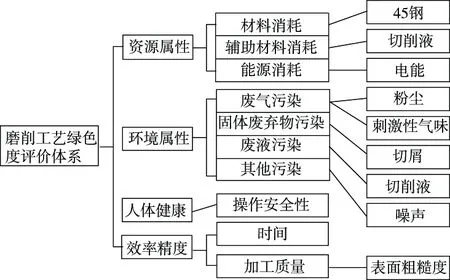
图2 磨削工艺绿色度评价体系
2 组合赋权
2.1 改进CRITIC法
1)首先对收集得数据构建资源环境评分矩阵Y=[yij]m×n。其中m为工艺方案个数;n为评价指标个数;yij表示第i个工艺方案的第j个评价指标的得分。
2)为了消除数据量纲的影响,选用标准方差法对决策矩阵进行标准化处理[8]:
(1)
得无量纲矩阵Z=[zij]m×n
3)得到第j个指标包含的信息量如下:
(2)
式中:σj为第j个指标的标准差;μj为第j个指标的均值。
4)第j个指标的客观权重计算公式为
(3)
同理,由于各权重间的对比强度和冲突性不同,CRITIC法将用于后续的主客观权重分配上。
2.2 专家打分法
首先,由k位专家综合理论知识和丰富的实践经验,对待评价工艺的评价体系中的n个评价指标进行独立评分,得评价向量矩阵U=[uij]k×n。
由于后续的熵值修正能对专家打分法进行补充,当专家意见分歧较大时,信息熵能将其体现出来,故在此无需一致性检验。
则第j个指标的主观权重计算公式为
(4)
式中uij(1≤i≤k;1≤j≤n)是第i个专家对j个指标的评价值。
2.3 熵值修正的G2法
熵值修正的G2法是建立在专家打分法基础上的,通过计算决策者的主观评价数据的客观信息熵,再结合G2法的主观判断,在一定程度上实现了主客观信息的结合。
其评价指标的计算uij的信息熵为[9]
(5)
决策者从指标体系中选出他认为最不重要的一个指标uis,记其信息熵为es,然后通过对比该指标的信息熵,得到其他指标的重要程度比值如下[10]:
(6)
各指标的混合权重:
(7)
2.4 基于改进CRITIC法权重分配的组合赋权
为解决部分权重分配对主观的依赖性较大和系数过于均衡的问题,在有主客观权重的基础上,加入熵值G2混合权重,以增强决策的稳定性。通过改进CRITIC法对3种权重进行分配,分析权重间的差异性来确定其权重占比。具体权重占比计算步骤如下:
(8)
(9)

3)各权重占比如下:
(10)
4)得组合赋权权重:
(11)
3 基于改进CRITIC-专家打分-熵值G2的组合赋权TOPSIS模型
TOPSIS法的基本思路是通过对比正负理想解,即分别计算评价方案与最优方案和最劣方案的距离,对比其与最优方案的接近程度,以此作为评判优劣的标准,即接近程度值越大,方案越优,绿色度也就越高,取绿色度最高的方案来指导生产加工[11]。此外,改进的TOPSIS法在决策矩阵中考虑了组合赋权权重,其模型如图3所示。
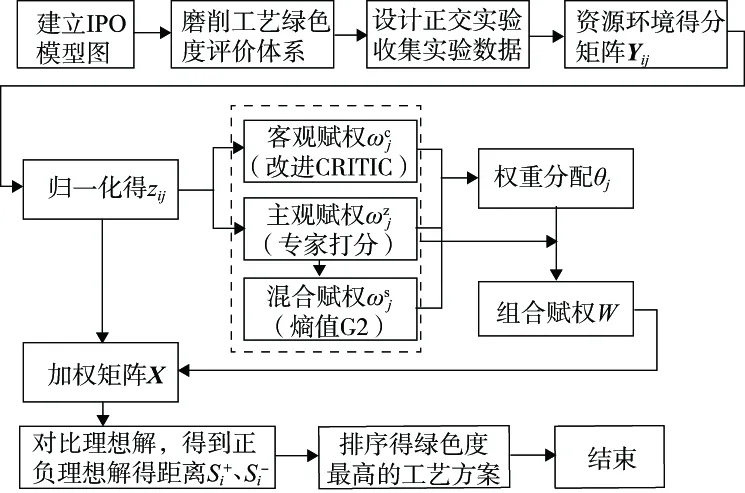
图3 基于改进CRITIC-专家打分-熵值G2的组合赋权TOPSIS模型
计算步骤如下:
1)将资源环境属性得分矩阵Y归一化得矩阵Z;
2)将矩阵Z中的zij与组合赋权权重ωj相乘,得到加权矩阵X,其中xij为指标yij的加权标准化结果,即
X=(xij)m×n=(zijωj)m×n
(12)
3)计算得样本最优方案X+和最劣方案X-,即当决策指标为越大越好的高优指标时,X+取最大值,X-取最小值;当决策指标为越小越好的低优指标时,X+取最小值,X-取最大值。由于决策指标如能耗、时间等均为低优指标,故:
(13)
(14)
4)第i个评价和理想解与非理想解的距离S+、S-:
(15)
(16)
5)计算第i个评价和最优方案的接近程度Ki:
(17)
4 实例分析
以主轴零件的磨削加工为例,基于磨削工艺绿色度评价体系,选取工件转速、砂轮线速度、磨削深度作为工艺参数变量。由于切削液的使用,产生的粉尘较少,实测中,粉尘测量仪测出的粉尘浓度变化很小,不具有决策价值,故不将粉尘作为决策指标。最终决定以切削液消耗、磨削能耗、噪声、表面粗糙度和加工时间作为决策指标。加工的主轴零件如图4所示。
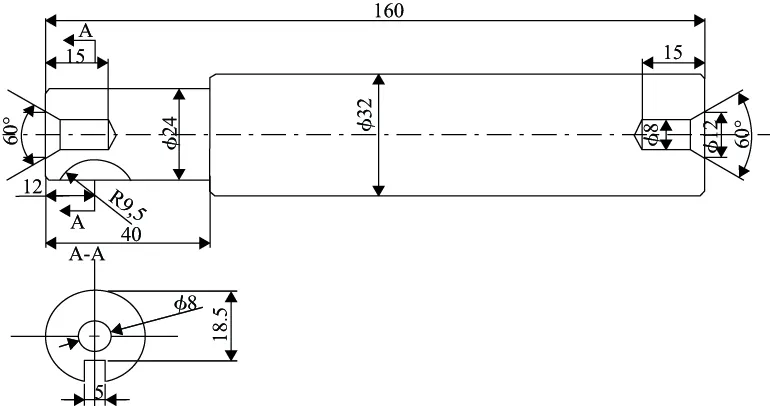
图4 主轴零件图
4.1 实验研究
在如图5所示的CNC8325型超高速复合磨床上进行正交实验,并通过图6所示各仪器收集测量所得数据。
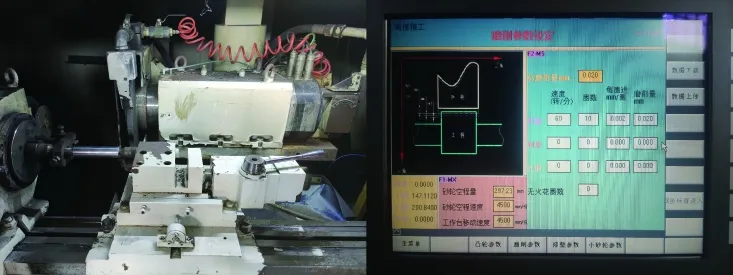
图5 CNC8325型超高速复合磨床
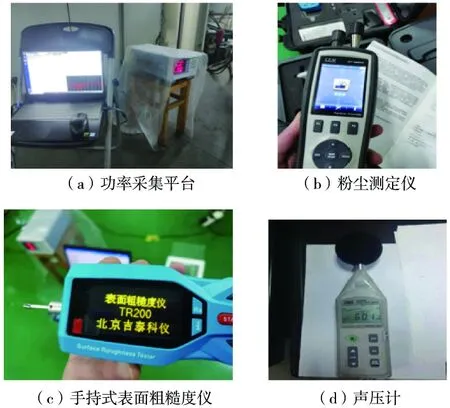
图6 数据采集设备
实验中考虑如下工艺参数:工件转速vg、砂轮线速度vs、磨削深度ap。设计三因素四水平正交试验。实验中,采用横磨法磨削,砂轮以缓慢的速度断续横向进给。磨削总厚度Z=0.6mm,砂轮来回空程时间为15s,分别测量16组工艺实验中的切削液消耗、磨削能耗、噪声、表面粗糙度及加工时间。整理得工艺参数和决策指标的实验数据见表1。然后对所得实验数据进行分析处理,优选最佳工艺参数来指导生产加工,最终达到节能减排、提质提速提效提产的目的。
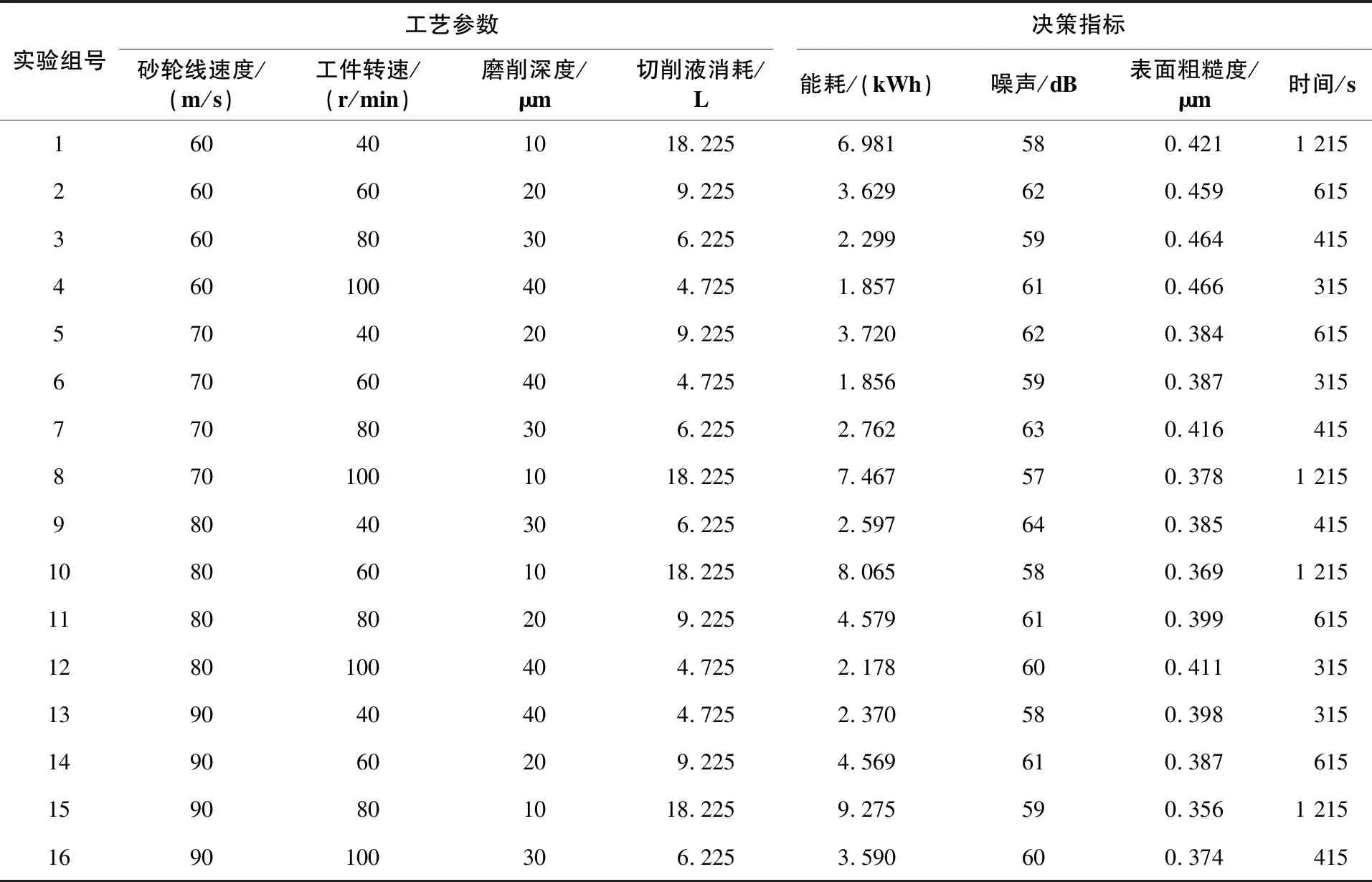
表1 主轴磨削参数评价指标
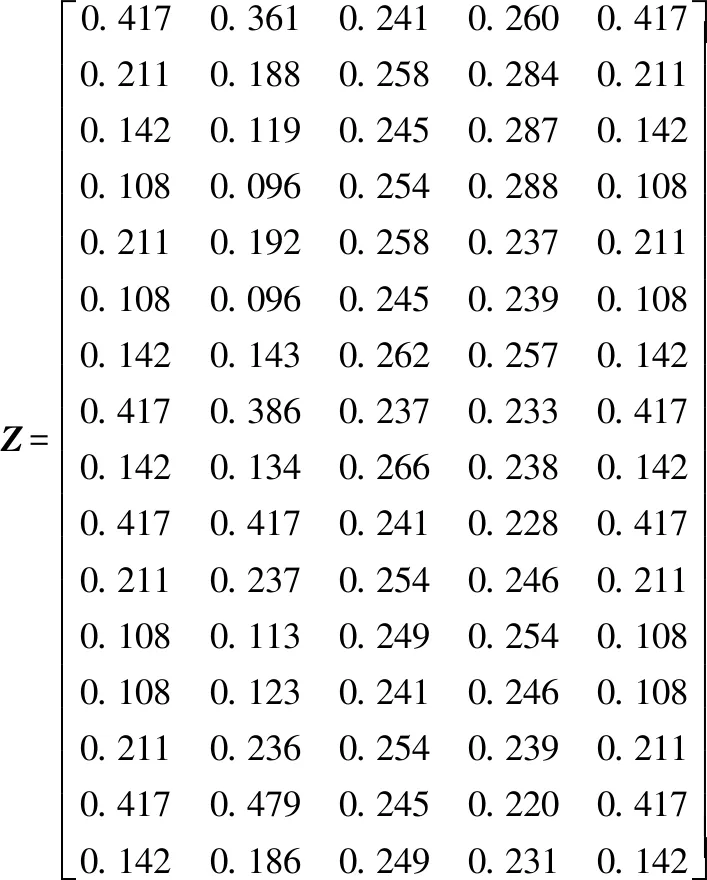
4.2 实验数据处理
对表1中采集的决策指标标准化处理得到如下的无量纲矩阵Z,即:
4.3 决策指标组合赋权
1)利用改进CRITIC确定客观权重:
指标包含的信息量Cj:
(C1,C2,…,C5)=(0.643,0.601,0.077,0.210,0.634)
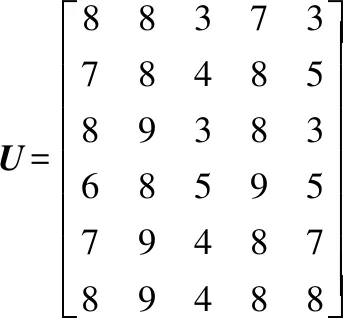
2)利用专家打分法得主观权重:
由6位专家对待评价工艺的评价体系中的指标进行独立评分得到评价矩阵U:

3)利用熵值G2法得混合权重:
信息熵ej:
(e1,e2,…,e5)=(0.997,0.999,0.991,0.999,0.963)
由专家选出最不重要的指标为噪声,其信息熵为e3,各指标重要程度比值as:
(a1,a2,…,a5)=(1,1,1,1,1.029)
熵值G2的混合权重:
4)利用改进CRITIC计算权重占比:
构建权重矩阵:
权重系数θj:
(θ1,θ2,θ3)=(0.648,0.338,0.014)
5)进行组合赋权得组合权重W=ωj:
(ω1,ω2,…,ω5)=(0.269,0.271,0.065,0.148,0.247)
4.4 磨削工艺参数决策
对矩阵Z加权处理得矩阵X:
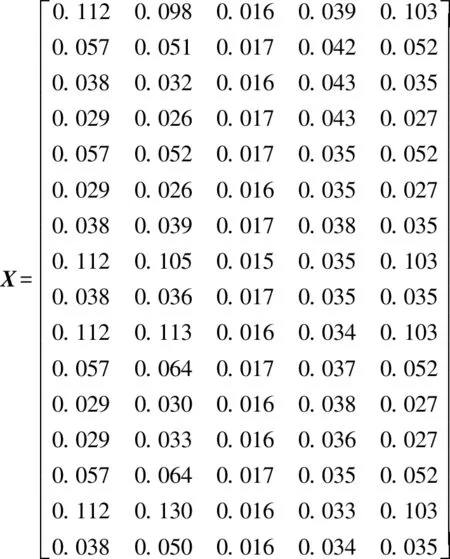
确定样本的最优方案X+和最劣方案X-:
X+=(0.029,0.026,0.015,0.033,0.027)
X-=(0.112,0.130,0.017,0.043,0.103)
计算各评方案与最优方案、最劣方案的距离,并计算对应接近程度K,将K值乘以放大系数100,得到其绿色度的值,并将其排序如表2。
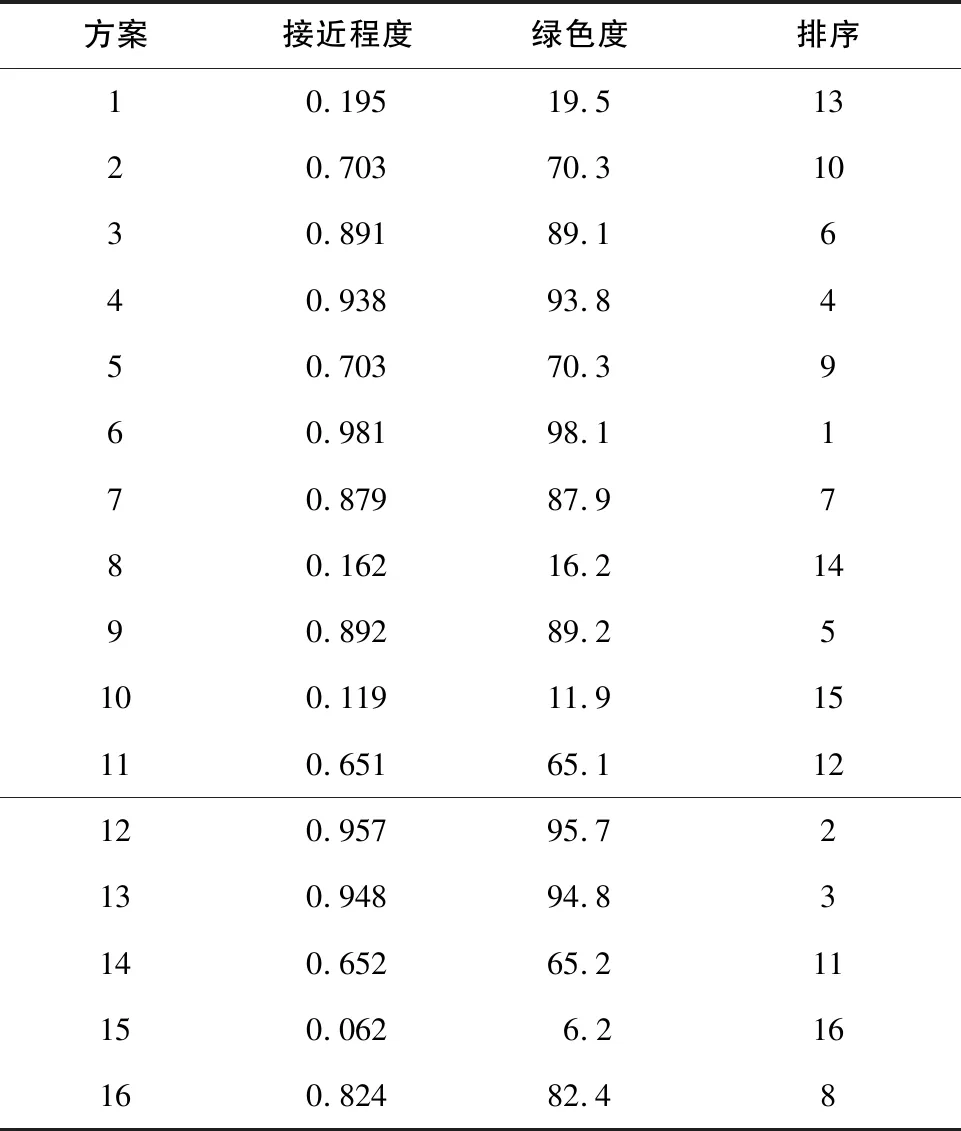
表2 TOPSIS法下的接近程度、绿色度及排序
4.5 对比与分析
为了验证决策的准确性,使数据具有说服力。对加权矩阵X运用常规的线性加权函数综合评价法进行排序,评价模型如式(18)所示。
(18)
运用该模型计算得分结果fi,由于所有指标均为低优指标,故令K′=1-fi为综合评价法的评价值,将K′值乘以放大系数100,得到其绿色度的值,并将其排序,结果如表3所示。
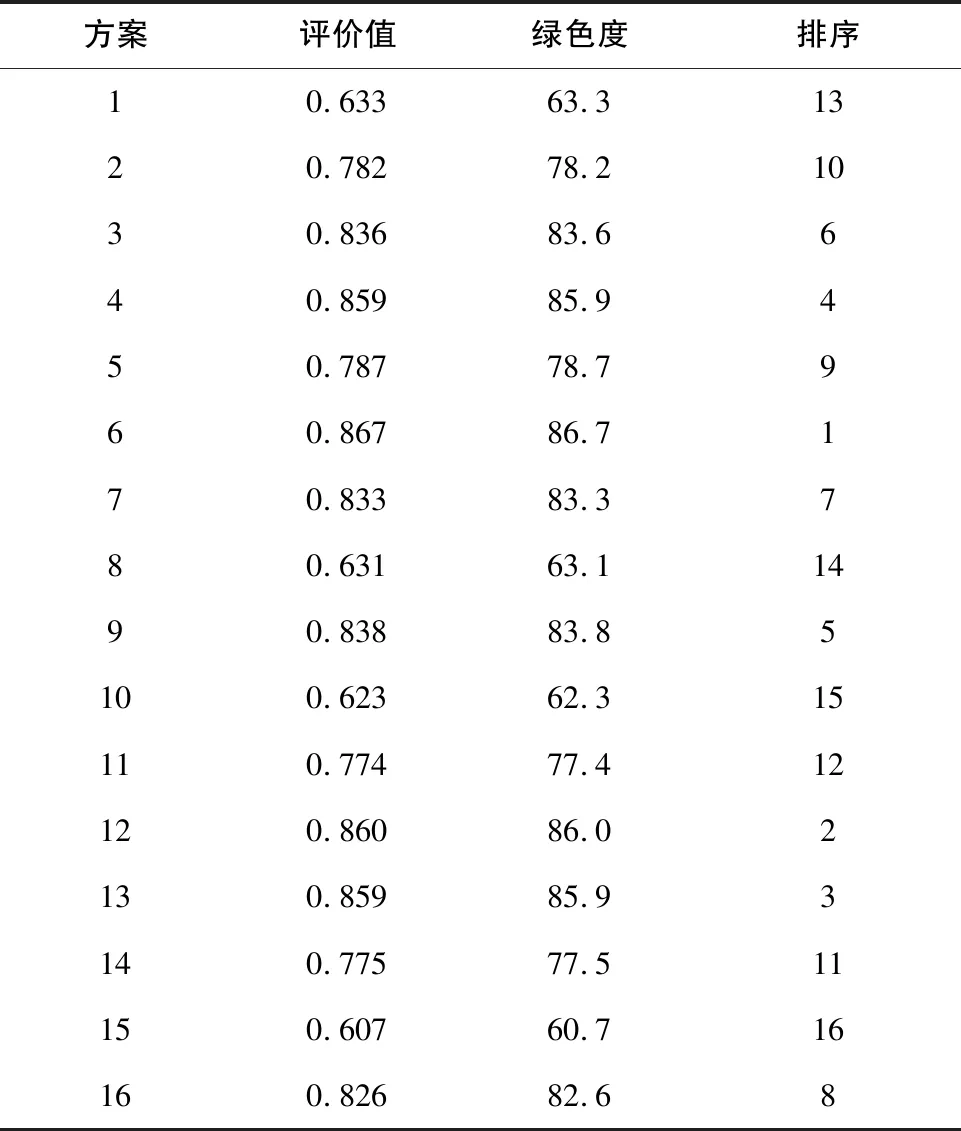
表3 综合评价法下的评价值、绿色度及排序
根据表2和表3生成不同评价方案下的绿色度对比图,如图7所示。
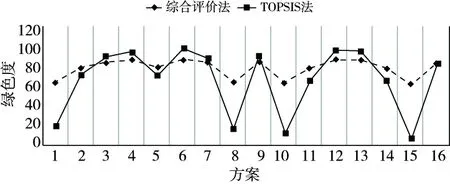
图7 不同评价方案下绿色度对比
由图7可知两种评价方法走势基本一致,且TOPSIS法差异性大,说明决策更加稳定、准确,证明该方法是可行的,而线性加权函数综合评价法只适用于同为高优指标或低优指标,具有一定的局限性,TOPSIS法的适用范围更广。由表2、表3可知,两种决策方法得出的排序一致,且排序第一的均为6号方案,发现在该组工艺参数条件下,能以最少的切削液消耗、最低的能耗以及最少的时间达到相对高的加工精度,而这3个评价指标在绿色度评价体系中所占权重相对较大,比较符合实际。该组工艺参数用于指导生产,对于提高磨削工艺绿色度有重要作用。
5 结语
在机械加工行业中,对于加工工艺参数的优选和决策大多是以层次分析(AHP)以及模糊综合评价为主,而CRITIC法和熵值G2赋权法多用于宏观经济、金融以及医药领域。本文在主客观权重中加入混和权重,增强决策结果的稳定性,即针对专家打分、改进CRITIC法以及熵值G2法3种主观、客观、混合权重,利用改进CRITIC法进行权重分配,进而组合赋权,结合TOPSIS评价法决策,针对机械加工领域提出一种新的评价方法,并应用在主轴磨削加工工艺优选上,实现资源消耗、加工质量和生产效率的协调优化。主要工作如下:
1)对传统CRITIC法进行改进,通过绝对值来修正数据逆指标可能带来的影响,因此改进CRITIC法所求的信息量更能体现出数据内在的客观信息;
2)在主客观权重的基础上加入混合权重,来确保决策结果的稳定性和准确性;
3)利用改进CRITIC法来对3种权重进行分配,计算其权重系数,进而组合赋权,通过权重数据的冲突性指标来计算权重系数,融合决策者的主观判断和数据本身的客观信息,避免权重分配不平衡;
4)在TOPSIS评价法中的决策矩阵考虑组合权重,进而由接近度计算出各评价方案绿色度,然后对其进行排序,并将该模型应用主轴加工工艺优选实例中,通过与线性加权函数综合评价法进行对比验证,证明了模型的有效性和可行性。故此模型不仅在主轴加工工艺优选中颇有成效,还可以运用到其他领域的综合评价问题上,对实现经济效益和可持续发展的统一具有重大意义,值得借鉴和推广。
猜你喜欢
中国西部(2022年2期)2022-05-23
心理学报(2022年5期)2022-05-16
民族文汇(2022年9期)2022-04-13
纺织科学研究(2021年9期)2021-10-14
南大法学(2021年6期)2021-04-19
当代陕西(2020年17期)2020-10-28
活力(2019年15期)2019-09-25
中学生数理化·七年级数学人教版(2019年6期)2019-06-25
决策(2018年8期)2018-12-10
人大建设(2018年5期)2018-08-16