
低温烟梗预处理工艺及制备梗丝的质量特性
2022-08-19 14:56关爱章刘文锋袁海霞李曼曼王姗姗
烟草科技 2022年8期
郑 茜,关爱章,刘文锋,袁海霞,林 盈,李曼曼,杨 明,王姗姗
湖北中烟工业有限责任公司,武汉市东西湖金山大道1355号 430040
烟梗预处理主要工艺任务是增加原料烟梗的含水率和温度,使烟梗组织更加柔软、疏松,降低烟梗机械强度,便于后续切丝和梗丝膨胀,减少加工过程中的造碎。目前,烟草行业烟梗预处理多采用传统的“两润两贮”工艺,工艺流程复杂、处理周期长、能耗高且设备占地面积大[1-3]。针对传统烟梗预处理工艺的不足,朱俊召等[4]在浸梗后采用微波润梗,简化了烟梗预处理工艺,可节约生产场地。赵春雷等[5]设计开发了一种高压润梗设备,缩短了烟梗预处理加工时间,但这两种工艺对设备和能耗均有较高的要求。另外,随着细支烟、中支烟市场的发展,传统工艺生产的梗丝尺寸较大,在中、细支卷烟中使用后会造成烟支物理指标稳定性差等问题[6],限制了梗丝的应用。因此,开发适合于丝状梗丝的成丝工艺也成为研究热点[7-8]。降低压梗厚度能够一定程度上提高梗丝中丝状梗丝比例[9-10],但低的压梗间隙易导致压梗机堵料、梗丝宽度均匀性差等问题。陈景云等[11]在传统梗丝加料后进行二次切丝,提高了丝状梗丝比例,但易导致碎丝率高、梗丝宽度不均匀等问题。为简化烟梗预处理工艺流程,提高丝状梗丝成丝比例,开发了一种适用于丝状梗丝的低温烟梗预处理工艺,旨在实现以常温水为介质,通过低温深润提高烟梗润透效果,降低压后梗片回弹能力。
1 材料与方法
1.1 材料与设备
配方复烤烟梗(襄阳卷烟厂)。
湖北中烟工业有限责任公司自主研发100 kg/h试验装置(包括常温浸梗装置,新型超薄压梗机,网带式梗片干燥机)。
YQ-2型烟丝振动分选筛、GDS-410梗丝填充值测定仪(郑州嘉德机电科技有限公司);CLSS100梗丝形态检测仪(合肥众沃仪器技术有限公司);D0011型梗丝厚度仪(澳大利亚IDM仪器有限公司)。
1.2 方法
1.2.1 梗丝制备
分别采用襄阳卷烟厂两润两贮预处理工艺、烟梗低温预处理工艺,对配方复烤烟梗进行预处理,切丝后分别进行梗丝气流和滚筒模式干燥。
1.2.2 检测方法
梗丝结构测定:按照YC/T 178—2003《烟丝整丝率、碎丝率的测定方法》的规定进行取样、检测。
填充值测定:按照YC/T 152—2001《卷烟 烟丝填充值的测定》规定进行取样、检测。
梗片厚度检测:随机抽取30个梗片样品,使用D0011型梗丝厚度仪对梗片厚度进行检测。
烟梗显微结构表征:将梗片干燥后,用刀片沿截面切取1 mm左右的薄片,然后用扫描电镜能谱仪对各个样品不同部位包括表皮组织、厚角组织及导管组织的微观形貌进行检测,并选取代表性区域进行元素分析,扫描电压为15 kV,扫描方式为点扫。
丝状梗丝率测试:参考文献[12]方法,对梗丝形态检测仪采集图像数据进行处理,根据宽度数据将梗丝划分为丝状(宽度≤1.2 mm)、近丝状(1.2 mm<宽度≤1.5 mm)、近片状(1.5 mm<宽度≤1.8 mm)和片状(宽度>1.8 mm)4种形态,统计各种形态梗丝比例。
Amadori化合物含量测试:参考文献[13]方法,采用液相色谱-质谱法测定梗丝、梗片和原料烟梗中11种Amadori化合物的含量。
2 结果与讨论
2.1 烟梗预处理工艺对比
烟草行业普遍采用的“两润两贮”烟梗预处理工艺,多以加热水和蒸汽为介质,烟梗经两次润梗和两次贮梗后达到切梗丝含水率要求,图1为两润两贮预处理工艺流程图。

图1 烟梗“两润两贮”预处理工艺流程图Fig.1 Flow chart of a“two-step moistening+two-step storing”pretreatment process for tobacco stems
烟梗低温预处理工艺以常温水为介质,对烟梗进行深度浸润,润后含水率达约48%的烟梗进入压梗工序;压后梗片采用低温干燥模式去除梗片中多余水分,以满足切梗丝含水率要求,其工艺流程见图2。

图2 烟梗低温预处理工艺流程图Fig.2 Flow chart of a low-temperature pretreatment process for tobacco stems
两润两贮烟梗预处理工艺生产加工流程长、设备占地面积大、能耗高,且生产周期长,每批次生产周期约需10 h;烟梗低温预处理工艺则省去了二次润梗和贮梗等工序,简化了流程,节省了设备的占地空间,缩短了生产周期,批次生产周期6 h。两种加工工艺试验过程采用的主要加工参数见表1和表2。

表1 两润两贮烟梗预处理工艺参数设置Tab.1 Parameters of the“two-step moistening+two-step storing”pretreatment process for tobacco stems

表2 烟梗低温预处理工艺参数设置Tab.2 Parameters of the low-temperature pretreatment process for tobacco stems
2.2 烟梗低温预处理工艺技术
2.2.1 低温浸梗
浸梗机为烟梗低温预处理工艺的核心设备之一,由3组并列式滚筒装置组成(保证浸梗期间出料的连续性),浸梗机的结构示意图见图3。滚筒以支撑轴承为中心以小于70°振幅来回摆动,烟梗在滚筒内部翻滚浸渍。通过试验可知浸梗时间大于80 min后,烟梗可将浸梗水部分吸收,梗纤维得到溶胀,因此结合生产组织和润梗效果,将浸梗时间确定为90 min。润后烟梗含水率由浸梗前13%左右上升至浸梗后48%左右,含水率增加约35百分点,体积增大约1.4倍,烟梗柔软,表面游离水较少。浸泡后的烟梗质地柔软、对折后无裂痕,纵向撕开后烟梗剖面平整、色泽较均匀,烟梗经低温水自然浸泡后内部纤维组织吸水溶胀、润透效果较好。

图3 浸梗机结构示意图Fig.3 Schematic of a stem dipping machine
2.2.2 超薄压梗
烟梗浸梗后,采用高含水率超薄压梗工艺处理,烟梗易形变,延展性增强,回弹减小,压后梗片呈薄片状。新型超薄压梗机的结构示意图见图4。与传统压梗装置相比,超薄压梗辊轮直径大于辊轮长度,增加了压梗接触和受力面积,压后梗片不易回弹。本研究中使用的压辊压梗加工能力为1 000 kg/h,压辊直径为1 000 mm,长度为600 mm(传统压梗装置压辊直径为600~800 mm,长度为1 000 mm)。另一方面,压梗前烟梗含水率约为48%,物料含水率高,辊轮表面无需采用雾化水润滑,压后烟梗无粘连、无挤压重叠,含水率稳定性增强。

图4 新型超薄压梗机的结构示意图Fig.4 Schematic of a new type ultrathin stem flattener
2.2.3 梗片干燥
为保障压后梗片含水率满足切梗丝要求而开发了一种“低温慢烘”网带式梗片干燥机,其结构见图5。多层网带式梗片干燥机通过循环干燥热风并采用低温慢烘工艺将梗片中多余的水分带走,干燥后梗片含水率适宜切丝物料含水率标准要求,梗片表面干爽,梗片不收缩、不卷曲。梗片进行切丝时,切丝机链排不粘连,刀辊不打滑。

图5 网带式烟梗干燥机结构示意图Fig.5 Schematic of a net belt dryer for tobacco stems
烟梗干燥设备分4个干燥区,5层网带(保障烟梗体积不回缩),物料输送往复式运行(上部进料、底部出料),采用下吹风式、≤80℃低温热风烘焙,干燥时间约10 min,干燥后烟梗含水率为30%~32%。
2.3 质量特性对比
2.3.1 梗片厚度
采用梗片厚度仪对两种预处理工艺压后梗片厚度进行了测试分析。将压辊间隙调整为0.6 mm,压后梗片纤维组织无明显破坏,但压后梗片延展性较差,有明显反弹,烘后梗片含水率不均匀;压辊间隙为0.5 mm时,压后梗片呈现薄片状,表面均匀平整,少量梗片纤维破坏,延展性好;当压辊间隙<0.5 mm时,压后梗片大量纤维组织被明显破坏。因此,选择压辊间隙为0.5 mm。压后梗片平均厚度为1.5 mm,梗片厚度整体上介于0.7~1.7 mm,满足丝状梗丝加工前提条件。
同样压辊间隙下,不同烟梗预处理工艺对压后梗片厚度的影响见表3。从表3可以看出,低温预处理干燥后梗片厚度均值显著小于“两润两贮”压后梗片,其梗片厚度标准偏差小于“两润两贮”压后梗片;低温预处理压后梗片和烘后梗片厚度均值没有明显差异,表明烟梗湿压后经过干燥工艺处理后对梗片厚度影响不显著。
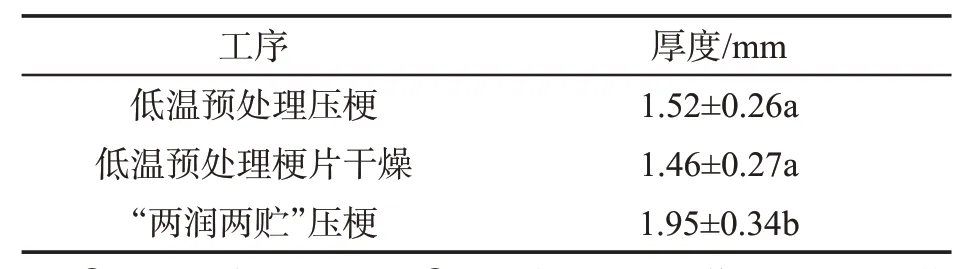
表3 压后梗片厚度①②Tab.3 Thickness of stem laminae after flattening
2.3.2 梗片微观组织结构
对低温预处理和“两润两贮”两种工艺所得梗片进行扫描电镜显微成像,比较两种工艺所得梗片表皮组织、厚角组织和导管组织的微结构差异,如图6所示。两种工艺预处理后梗片表皮组织均为大小形态不一的孔结构,厚角组织结构较为致密、呈层叠状,导管组织为排列比较规整的管束结构。与“两润两贮”工艺所得梗片相比,低温预处理后梗片表皮组织和厚角组织挤压堆叠程度较高,导管断裂无序程度大。试验表明,低温预处理工艺对烟梗的微观结构改变程度较大,导致低温预处理后梗片厚度较“两润两贮”压后梗片厚度小、质地柔软。
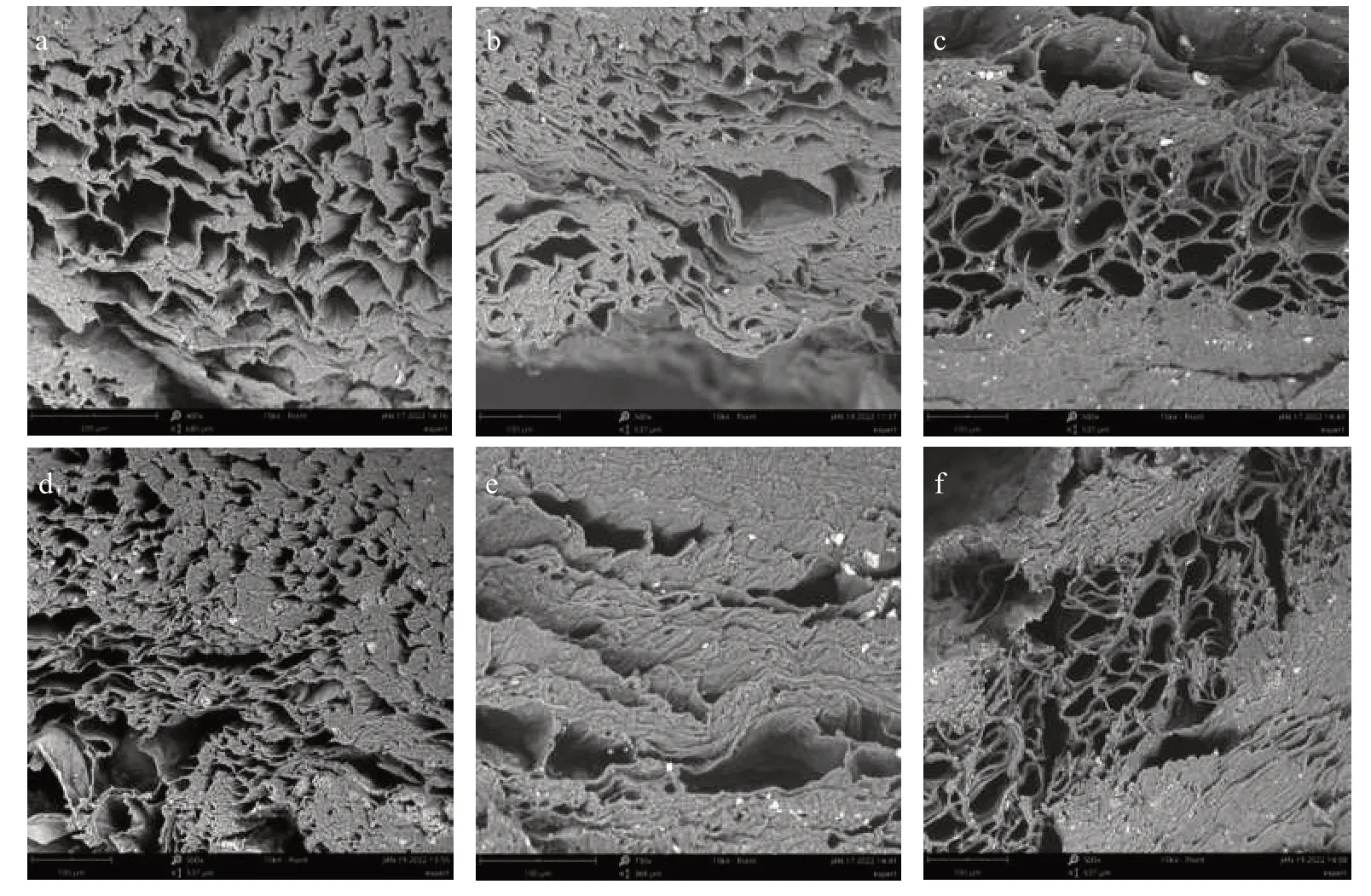
图6 不同的梗预处理切丝前梗片横截面显微形态Fig.6 Micromorphology of cross sections of stems prepared by different pretreatments before cutting
2.3.3 梗丝质量
为评价预处理工艺对梗丝结构的影响,对以上两种预处理后的烟梗,以切丝宽度0.09 mm进行切丝后分别进行气流干燥和薄板干燥,得到4种成品梗丝样品。
2.3.3.1 丝状梗丝比例
对不同制梗丝工艺制备的梗丝进行丝状梗丝比例检测,结果见表4。由表4可知,低温预处理+薄板干燥工艺丝状梗丝比例达到82.84%,低温预处理+气流干燥工艺丝状梗丝比例达到77.54%。在相同干燥工艺下,低温预处理工艺所得梗丝的成丝比例分别高出“两润两贮”工艺9.9百分点和11.3百分点,充分说明了低温预处理所得梗片厚度较小、标准偏差小,丝状梗丝成丝率高。

表4 不同工艺组合成丝比例分析Tab.4 Proportions of different shape cut stems prepared by different process combinations (%)
2.3.3.2 梗丝结构和填充值
对梗丝结构和填充值进行分析,结果见表5。由表5可知,薄板干燥模式下,低温预处理、“两润两贮”梗丝的整丝率、填充值基本一致;气流干燥模式下,低温预处理梗丝整丝率低于“两润两贮”工艺,梗丝填充值基本一致。薄板干燥梗丝整丝率高于气流干燥,填充值低于气流干燥梗丝。

表5 梗丝结构和填充值Tab.5 Structure and filling value of cut stems
2.3.4 Amadori化合物含量
在加工过程中烟草内部的糖和氨基酸发生美拉德反应,可以改善感官品质。Amadori化合物是美拉德反应的中间体,也是烟草香味成分的重要来源,可以用Amadori化合物的含量表征烟梗加工过程美拉德反应的发生程度。对4种梗丝Amadori化合物进行分析,并与原梗进行比较,结果见图7。从图7中Amadori总量看,梗丝中Amadori化合物总量均比原料梗有所增加。不论是薄板干燥工艺还是气流干燥工艺,低温预处理工艺所得梗丝Amadori化合物总量均高于“两润两贮”工艺约5%。制丝前后差别较大的Amadori化合物有1-脱氧-1-L-脯氨酸-D-果糖(FRU-PRO)、1-脱氧-1-L-天冬酰胺-D-果糖(FRU-ASN)、1-脱 氧-1-L-谷 酰 胺-D-果 糖(FRU-GLN)、1-脱 氧-1-L-谷 氨 酸-D-果 糖(FRU-GLU)等。其中FRU-GLN制丝前后增加约40%。对于这些具体的Amadori化合物,均呈现出低温预处理工艺含量高于“两润两贮”工艺的规律。在低温预处理烟梗中,烟梗吸水至含水率达到48%,然后压片、网带干燥将含水率降低到33%左右,烟梗中的还原糖和氨基酸在这一过程受热反应,导致Amadori化合物增加,这应该是两类预处理工艺所得梗丝Amadori化合物差异的原因。对切丝前梗片Amadori化合物进行分析显示,低温预处理梗片、“两润两贮”梗片和原料烟梗的Amadori化合物总量(质量分数)分别为3.93%、3.65%和3.50%。进一步验证了低温预处理工艺能够提升烟梗中的Amadori化合物总量。

图7 不同工艺梗丝Amadori化合物分析Fig.7 Amadori compounds in cut stems prepared by different processes
3 结论
①提出了低强度烟梗预处理加工工艺,主要包括常温深度浸梗、高湿压梗、网带梗片干燥,至切梗丝,烟梗批次加工时间由10 h缩短到6 h;与传统梗丝加工工艺相比,节省了设备和场地,大幅缩短了加工时间,生产效率提升了约40%。②低温预处理工艺对烟梗的微观结构改变程度较大,与“两润两贮”工艺相比,低温预处理梗片厚度小、均匀性好。③与“两润两贮”工艺相比,低温预处理梗丝的成丝比例提升约10百分点,且薄板干燥模式更有利于提高低温预处理梗丝的整丝率。④与“两润两贮”工艺相比,低温预处理工艺的梗片和梗丝中的Amadori化合物总量高于对照工艺5%以上,说明梗片干燥环节可促进烟梗内美拉德反应的发生。
猜你喜欢
农业工程学报(2022年13期)2022-10-09
中南林业科技大学学报(2022年7期)2022-09-26
材料与冶金学报(2022年2期)2022-08-10
温州大学学报(自然科学版)(2022年2期)2022-05-30
农业科技与信息(2021年24期)2022-01-05
军事文摘(2021年16期)2021-11-05
粉末冶金技术(2021年3期)2021-07-28
建材发展导向(2021年23期)2021-03-08
小天使·四年级语数英综合(2019年10期)2019-11-09
劳动保护(2018年8期)2018-09-12
