
先进高强热镀锌汽车板表面缺陷控制技术研究
2022-12-07 09:10储双杰汤文杰梁高飞钱洪卫
材料保护 2022年8期
储双杰,汤文杰,梁高飞,钱洪卫
(宝山钢铁股份有限公司,上海 201900)
0 前 言
热镀锌是当今世界上应用最广泛、性价比最高的钢材表面处理方法,是将带钢经过连续退火炉加热到再结晶温度以上,保温、冷却后进入480 ℃左右的锌锅,在不接触空气的情况下在钢板表面获得镀层的一种工艺技术。汽车行业大量应用热镀锌进高强汽车板产品典型成分钢板,在轻量化、减蚀延寿方面起到不可替代的作用[1-3]。为同时提高强度和延伸率,目前第2代、第3代先进高强汽车板普遍采用高Si、Mn、Al、Cr等成分设计,但同时也带来镀层附着性能低、表面质量差等一系列热镀锌问题[4,5]。国际上少有钢厂掌握这些钢种的热镀锌工艺,系统分析表面缺陷形成机理的文献资料也很少。本研究基于宝钢QP钢、TWIP钢、Mn - TRIP钢、δ - TRIP钢等先进高强热镀锌汽车板的开发和大生产经验,研究了典型表面缺陷的产生机理,并提出全流程制造工艺改善及控制措施,为进一步拓展汽车领域应用提供支撑。
1 表面缺陷产生的冶金机理
1.1 典型表面缺陷
图1为先进高强热镀锌汽车板露铁、鸡爪印、色差及麻面等表面缺陷典型照片。露铁是热镀锌最主要缺陷,最高月改判率高达12.64%,严重影响成材率。“鸡爪印”缺陷是另一主要缺陷,最高月改判率高达7.62%,出现频率高、发生量大。热镀锌QP 钢和DP钢宽度方向上易出现色差缺陷,最高月改判率高达 6.53%。麻面缺陷手感明显,在1.8 mm等厚料上批量发生。
1.2 先进高强钢易出现表面缺陷原因分析
图2、表1为第1~3代先进高强汽车板产品及典型成分。可见,TRIP、DP和QP钢的Si含量达到0.5%~2.0%,Mn含量1.8%~3.0%,而TWIP钢Mn含量甚至高达15.0%~30.0%,δ - TRIP钢Al含量高达4.0%。图3为不同元素氧化反应时的吉布斯自由能[6]。可见,在热镀锌退火温度下,氧势大小依次为:Fe>Cr>Mn>Si>Al,表明即使退火气氛对Fe是还原气氛,但对Mn、Si、Al、Cr等合金元素仍然是氧化气氛,从而生成Si、Mn、Al、Cr的氧化物并在退火板表面富集,造成“内氧化”现象。
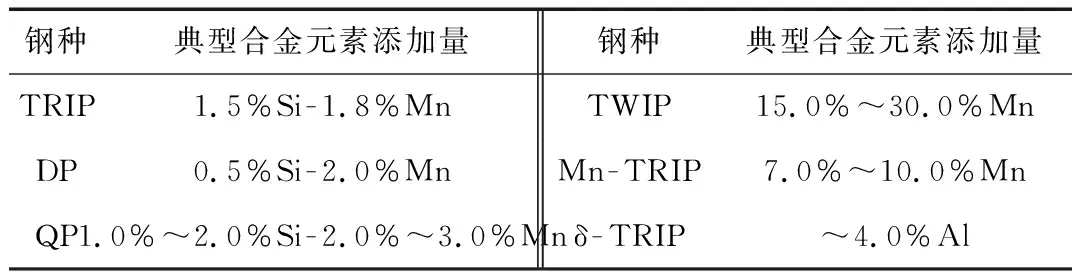
表1 先进高强汽车板产品典型成分
图4、图5分别为先进高强热镀锌汽车板典型截面SEM形貌及退火汽车板表面状态对锌液润湿性的影响示意。
可见,在钢板亚表层存在大量的氧化物,对锌液和钢板之间的润湿角(θ)有显著影响。θ指在固、液、气三相界面处,自固 - 液界面经过液体内部到气 - 液界面之间的夹角。固 - 气界面自由能(γSG)、固 - 液界面自由能(γSL)以及液 - 气界面自由能(γLG)之间服从杨氏润湿方程:
γSG-γSL=γLG·cosθ
(1)
θ越小,表示锌液和钢板的浸润性越好,可镀性也越好。当钢板(亚)表面形成大量氧化物后,θ明显增大,钢板可镀性下降,容易出现表面缺陷。另外,由图3可知,在热轧以及罩退温度区间内,Fe、Mn、Si、Al等元素的氧势大小也存在此规律,造成热轧板和罩退板表面出现“内氧化”现象,对冷轧、热镀锌等后工序都会带来不利影响。
2 表面缺陷改善及控制对策
2.1 露铁缺陷
除受带钢表面“内氧化”影响之外,露铁缺陷还与炉鼻子锌灰控制、加锌操作、带钢振动等密切相关,尤其是锌灰,如图6所示。在热镀锌过程中,锌蒸发并冷凝后,以锌灰的形式沉积在高温带钢表面,通过锌铁扩散最终生成锌铁合金相,导致露铁缺陷。
从生产实际控制角度出发,该类缺陷主要控制措施如下:(1)合理使用炉鼻子增湿;(2)合理使用锌灰泵,保持炉鼻子内锌液面的清洁度;(3)炉鼻子增加外保温,防止或减少炉鼻子内壁面冷凝结锌灰;(4)实现自动加锌,保证炉鼻子内锌液面的稳定;(5)减小锌锅区域设备和带钢的振动。通过对核心装备进行技改[7],保证了如上措施的工业化实施,并形成了相应的工艺规程,最终实现露铁缺陷改判率稳定降低至0.58%以下。
2.2 鸡爪印缺陷
图7为鸡爪印缺陷形成示意。其形成原因主要有2个:(1)炉鼻子内锌液表面氧化膜粘到带钢表面,阻碍了 Fe2Al5阻挡层形成,从而引起局部漏镀;(2)由于“内氧化”现象,带钢表面润湿性较差,更易将锌液表面的Al2O3薄膜粘到带钢表面。
从生产实际控制角度出发,该类缺陷主要控制措施如下:(1)降低炉鼻子增湿气体流量,减少炉鼻子内锌液表面氧化膜;(2)控制退火气氛露点和空燃比,减轻合金元素外氧化。两者缺一不可。上述炉鼻子增湿及退火炉气氛控制技术在DP980、QP980、QP1180等钢种上均得到验证,最终实现鸡爪印缺陷改判率稳定降低至0.19%以下。
2.3 色差缺陷
对热镀锌QP钢和DP钢色差缺陷,通过扫描电镜观察发现,缺陷位置基板表面存在厚度约10~20 μm 的“破碎层”,如图8所示。其形成主要原因在于:在热轧板卷取和(或)热卷罩退过程中,由于Si、Mn 等合金元素内氧化,热轧板表面形成的氧化层在酸洗过程中难以完全洗掉,轧制后破碎,从而在轧硬板中部出现微观上的粗糙表面。基板边部和中部这种表面形貌差异最终影响到镀层形貌,从而出现边中边色差。
从生产实际控制角度出发,该类缺陷主要控制措施如下:(1)合理选择卷取温度以及热卷罩退温度,使热轧板表层避免产生内氧化层;(2)控制酸洗速度或者采用两道酸洗的方法,彻底洗除热轧板表面的内氧化层。通过如上热轧来料内氧化控制技术,使色差缺陷改判率稳定降低至0.52%以下。
2.4 麻面缺陷
通过扫描电镜观察发现,热镀锌成品缺陷位置对应基板表面的小翘皮,小翘皮位置镀锌后引起局部锌层偏厚,当小翘皮较密集时,表现为“麻面”,如图9所示。进一步对相应的热轧板和轧硬板分析,发现小翘皮实际上来源于热轧基板,是由于板坯表面残留的小翘皮在除鳞过程中未完全清除导致,如图10所示。
从生产实际控制角度出发,该类缺陷主要控制措施如下:(1)热轧工序低出炉温度、低在炉时间,尤其是要尽量减少在炉时间,这是最重要的工艺控制参数;(2)由于钢种成分中的 Si、Cr 等元素会增加氧化铁皮的黏附性,必要时需要增加热轧过程中的除鳞组数;(3)提高酸洗强度;(4)提高冷轧第5机架的轧制力。通过实施如上改善措施,建立了相应的麻面缺陷控制技术规程,使该缺陷改判率稳定降低至0.15%以下。
3 小 结
(1)先进高强热镀锌汽车板普遍采用高Si、Mn、Al、Cr成分设计,在热轧、罩退、热镀锌等工序氧势均低于Fe元素,造成“内氧化”现象,导致镀锌成品表面容易出现缺陷。
(2)锌灰是造成露铁缺陷的主要因素,炉鼻子增湿保湿、锌液面清洁稳定是控制关键。
(3)炉鼻子内锌液表面氧化膜粘到带钢表面是造成鸡爪印缺陷的主要因素,炉鼻子增湿及合适的退火炉气氛是控制关键。
(4)热轧板表面氧化层未能酸洗除净是造成镀层色差缺陷的主要因素,合适的卷取温度和热卷罩退温度,以及酸洗效果是控制关键。
(5)麻面缺陷源自热轧基板表面残留的小翘皮,热轧出炉温度、在炉时间是控制关键。
猜你喜欢
宝钢技术(2022年2期)2022-07-09
福建文学(2021年12期)2021-12-14
东华大学学报(自然科学版)(2021年1期)2021-04-01
时代汽车(2018年6期)2018-06-28
时代汽车(2018年2期)2018-05-31
语文世界(小学版)(2018年12期)2018-01-15
连云港文学(2017年9期)2017-11-13
方圆(2017年1期)2017-02-13
妇女生活(2016年9期)2016-09-08
中国检察官·司法务实(2016年2期)2016-03-10
