串级控制在200 kg试验焦炉上的研究与应用
2023-06-01 14:22李伯群
冶金能源 2023年3期
佟 欣 李伯群 姜 辉
(1.营口理工学院,2.辽宁科技大学,3.中唯炼焦技术国家工程研究中心有限责任公司)
200 kg试验焦炉炉温控制系统主要由温度控制器、测温系统、煤气流量调节阀组成。温度控制器实时采集焦炉炉膛温度,根据设定温度值与实际温度值的偏差作为温度控制器的输入值,该输入值经温度控制器计算出煤气流量调节阀的开度值,控制进入燃烧系统的煤气流量,达到调节炉温的目的。
在上述焦炉炉温控制系统中,温度控制器起主导作用,通过调节煤气流量实现炉温的调节功能,但没有考虑到煤气流量、炉温等因素的变化对系统的温控效果的影响。例如,当煤气流量波动较大时,控制系统对煤气流量变化没有做相关的自适应控制,影响炉温控制效果。因此,在传统PID控制系统的控制特点的基础上,结合生产实际情况,提出采用温度与煤气流量两个PID控制系统串联来实现试验焦炉温度的自动调节控制[1]。
1 串级控制系统
串级控制系统是把两个控制回路串接在一起,整体构成一个控制回路。前一个回路称为主回路,其计算输出值作为后一个回路即副回路控制器的输入值,副回路控制器的计算输出值送往调节装置[2],串级控制系统原理如图1所示。
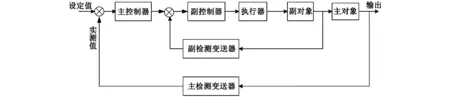
图1 串级控制系统原理
与单回路控制系统相比,在结构上串级控制系统是由两个闭环控制组成,称为双闭环控制系统[3]。在主副回路所构成的串级控制系统中,副回路控制可以减少外界条件变化给控制系统带来的扰动,副回路在系统中起“粗调”的作用,具有调节灵敏,滞后性小的特点;主回路在整个系统中起“细调”的作用,具有滞后性较大的特点。两回路控制作用相互影响,优化系统的控制效果。
2 炉温与煤气流量串级控制系统
在实际生产作业中,试验焦炉在炼焦过程中常遇到煤气流量与炉膛温度波动造成试验焦炉炉温控制不稳定的情况。如何使焦炉温度快速恢复稳定,是文章研究的技术难点。根据串级系统的控制特点,选用炉温与煤气流量两个控制量进行串级PID控制,来实现在控制量在干扰作用下的试验焦炉炉温的自适应调节。即:将煤气流量控制放在副回路控制系统中,利用负反馈调节特性来调整外界干扰对煤气流量的影响;将炉温控制放在主回路控制系统中。炉温与煤气流量串级控制系统如图2所示。

图2 炉温与煤气流量串级控制
串级控制的主回路为焦炉炉温控制器,副回路为煤气流量控制器。主回路具有负反馈的温度控制,其温度的实际测量值与设定值之差,作为炉温控制器的输入值。炉温控制器由输入值计算后得到的输出值,作为副回路煤气流量控制器的输入设定值。用煤气流量的设定值与实际值之差作为煤气流量控制器的输入值。煤气流量控制器根据输入值计算出相应煤气流量调节阀的开度设定值,使煤气流量自适应发生改变,控制试验焦炉烧嘴实际负荷,最终达到控制焦炉炉膛温度的目的。
在外界控制条件平稳的情况下,炉温控制器与煤气流量控制器所构成的串级控制系统处于相对稳定状态,当炉温骤变或煤气流量发生波动时,主副回路控制系统做自适应控制工作,最终控制系统到稳定状态。
3 串级控制扰动分析
在煤气流量变化、炉膛温度变化和煤气流量与炉膛温度同时变化时,分析焦炉控制中串级控制器的工作情况。
(1)煤气流量变化
煤气流量变化初期,由于温度测量值滞后,即温度测量值未变化,主回路温度控制器输出稳定,副回路煤气控制器的设定值不变。但煤气流量实际值发生变化,副回路煤气流量控制器开始调节,直至煤气实际流量值接近设定值。
当煤气流量波动较小时,副回路煤气调节系统可以在短时间内调整煤气流量到平稳状态,不会影响炉膛温度变化。当煤气流量波动较大,延续时间较长,会影响炉膛温度,触发主回路温度控制器对炉膛温度的调节,即主回路与副回路同时进行调节,直到焦炉炉膛温度稳定到设定温度为止,系统恢复稳定状态。
(2)炉膛温度变化
焦炉出焦时,炉膛温度发生剧降,控制系统稳态被破坏,主回路炉温控制器进入调节状态,副回路煤气流量控制器的设定值增大,煤气流量调节阀的开度增大,流量增加,炉膛温度上升,直到炉膛温度重新稳定到设定温度为止,系统恢复稳定状态。
(3)炉膛温度和煤气流量同时发生改变
对炉膛温度和煤气流量同时升高或降低的情况进行分析。以两者同时降低情况为例。在控制稳定的情况下,当串级控制主回路检测到炉温突降,在负反馈的作用下主回路炉温控制器输出值增大,导致副回路煤气流量控制器的设定值增大,但此时煤气实际流量减小,副回路煤气流量控制器的输出值会增加,煤气流量会增大,炉温快速上升,直到炉温达到温度设定值,系统逐步恢复稳定状态。
对炉膛温度和煤气流量升降趋势相反的情况进行分析。以炉膛温度降低、煤气流量增大为例。当炉温降低时,在负反馈的作用下主回路炉温控制器的输出量增大,导致副回路煤气流量的设定值增大,但此时煤气实际流量增加,副回路煤气流量控制器的偏差值是正偏差,则副回路煤气流量控制器则会减小煤气调节阀开度,降低煤气流量,使炉温恢复到温度设定值,系统逐步恢复稳定状态。
4 串级控制在试验焦炉的应用
以山西某焦炭生产厂质检车间200 kg试验焦炉为例,该试验焦炉炉体由加热室和炭化室构成,加热室两侧设立火道,具体结构见图3。炼焦煤样装入单孔炭化室,加热方式为两侧煤气燃烧加热,在真空条件下,炼焦煤样经高温干馏最终形成焦炭。备煤、炼焦和焦炭强度检验等相关操作完全模拟工业焦炉的实际运行情况,最后通过计算对试验炼焦煤样作出结焦性评价[4]。
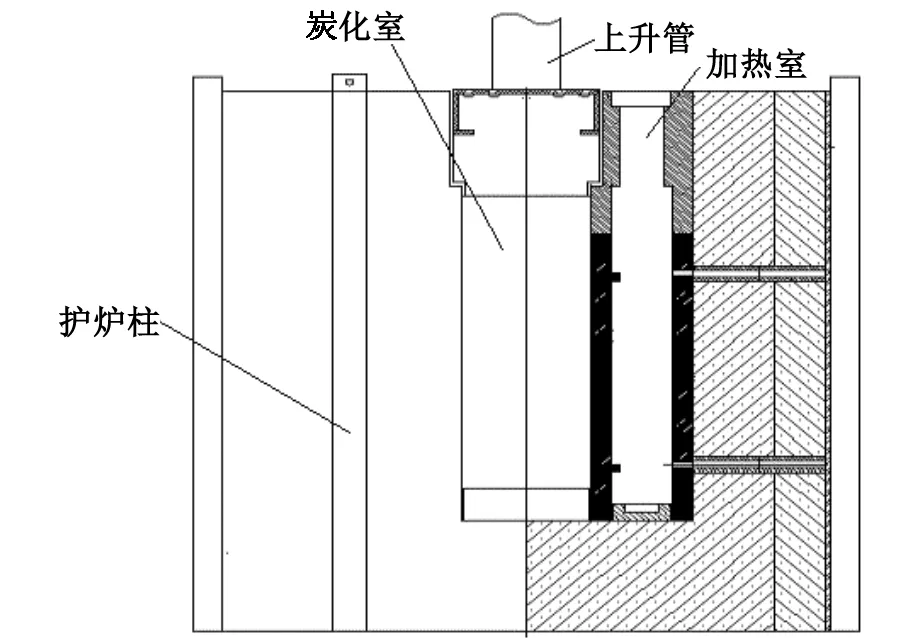
图3 试验焦炉炉体结构
4.1 试验焦炉工艺流程
第一步,焦炉预热工作,使焦炉耐火砖达到升温条件,通常预热温度在100 ℃左右,预热时间1 h,期间同步进行原料煤的制备工作。第二步,根据试验炼焦流程生产要求,进行装煤、炼焦、出焦、熄焦、相关焦炭机械强度检测等操作。第三步,检测结束后进行相关数据的处理和报表填写。流程见图4。

图4 试验焦炉生产流程
4.2 试验焦炉加热控制系统
试验焦炉燃烧控制系统由烧嘴、煤气与空气流量调节阀组及炉温控制系统组成。火道两则各安装一个烧嘴。火道炉墙、焦炉中心均设置测温点。火道炉墙测温点安装在煤气烧嘴处,焦饼中心测温热电偶为K型,炉墙测温热电偶为S型,上升管、煤气管道及其他废气管道测温热电偶为K型。控制系统采用西门子S7-200 Smart PLC,性价比高,控制效果好,可以非常方便地书写自定义的PID算法[5]。
4.3 控制效果
对200 kg试验焦炉分别采用传统单回路PID控制和串级PID温度控制,PID控制相关参数一致。试验焦炉在控制目标温度较低时,常规的控制器控制温度鲁棒性不好,控制温度不理想,所以文中选择控制目标温度为300 ℃。当煤气流量发生波动时,两PID控制的炉温控制效果如图5、6所示。
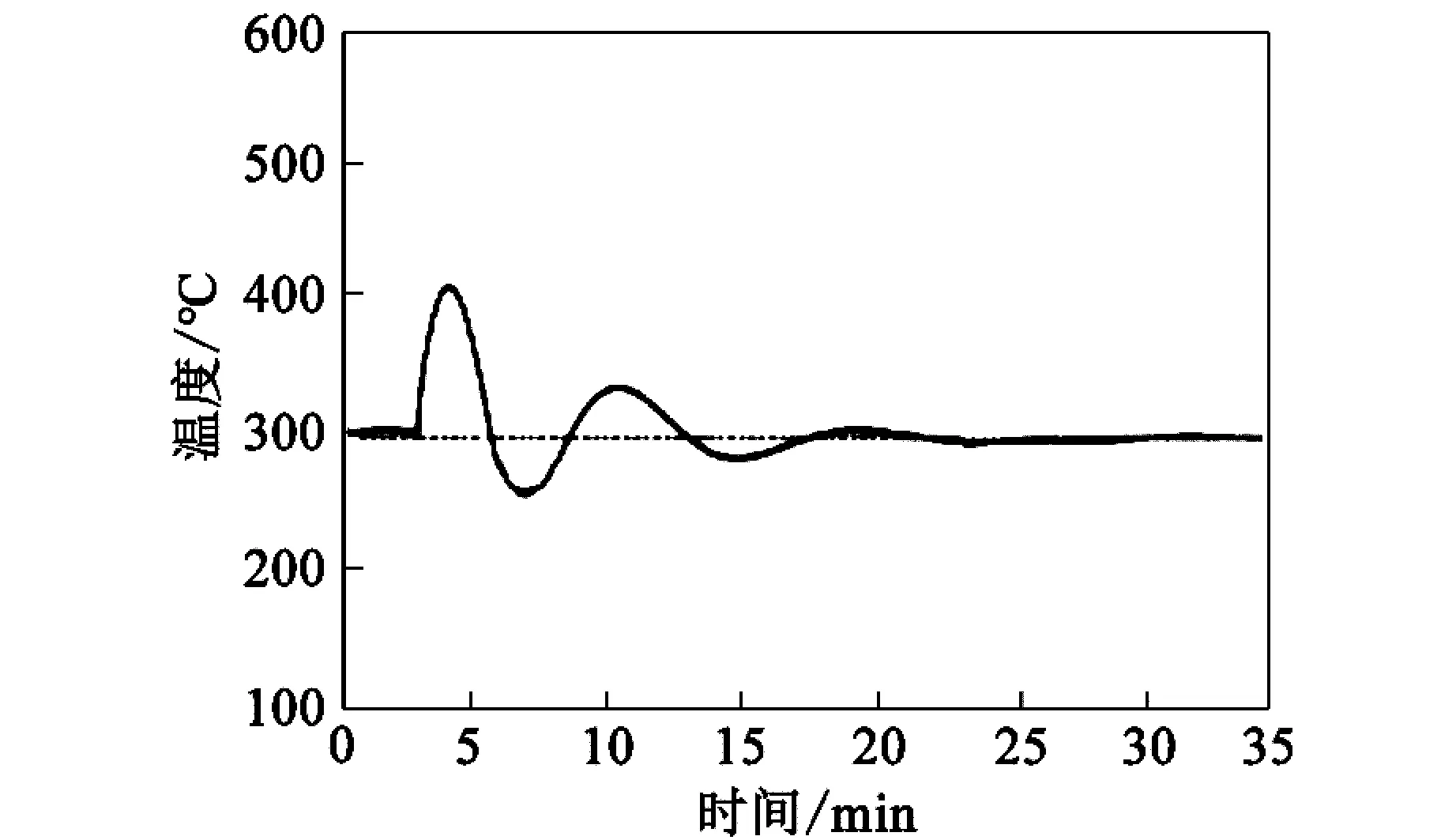
图5 单回路PID温度控制曲线
由图5可以看出,在煤气流量发生波动时,单回路PID温度控制的控制效果:最大超调量50%,峰值时间5 min,调节时间18 min,温度控制超调严重,控制效果不理想,对试验煤样最终机械强度参数影响较大。由图6可以看出,在煤气流量发生波动时,采取串级PID温度控制的控制效果:最大超调量25%,峰值时间7 min,调节时间13 min,基本上一个调节周期后系统达到稳定状态。串级PID温度控制在最大超调量、控制温度调节时间方面都优于单回路PID控制,说明串级PID温度控制控制效果好于单回路PID温度控制。

图6 串级PID温度控制曲线
猜你喜欢
山东冶金(2022年3期)2022-07-19
湖北农机化(2021年7期)2021-12-07
山东冶金(2019年2期)2019-05-11
材料与冶金学报(2019年1期)2019-03-08
中国铸造装备与技术(2017年6期)2018-01-22
电子制作(2017年13期)2017-12-15
当代化工研究(2016年9期)2016-03-20
新疆钢铁(2016年3期)2016-02-28
山东冶金(2015年5期)2015-12-10
自动化仪表(2015年5期)2015-06-15