
汽车手套箱箱斗零件工艺分析和模具设计
2023-08-22 04:15李有,黄勤
南方农机 2023年17期
李 有 ,黄 勤
(江西五十铃汽车有限公司,江西 南昌 330010)
近年来,塑料在汽车行业广泛应用,内外饰件已基本实现塑料化,有利于汽车减轻重量、节约成本[1]。汽车手套箱是内饰系统的重要功能件,其结构的复杂程度在所有汽车内饰件中较高。汽车手套箱的成型难度大,注塑模具结构复杂,本文主要概述其模具设计过程。
1 产品零件工艺分析
汽车手套箱是布置在副驾驶侧,存放用户手册等物品的储物空间,一般由内板、外板以及箱斗等组成。手套箱一般分为翻斗式与固定式两种[2-5],手套箱的模具很特别,它的前模是外观面,不能有任何的胶口痕迹。本文以某型号汽车手套箱为例,详细介绍其工艺分析及模具设计。该手套箱最大尺寸为412.1 mm×220.5 mm×241.7 mm,如图1 所示。模具采用一模一腔,产品材料为PP+EPDM-T20,材料收缩率为2%,零件平均壁厚为2.5 mm,内外板采用振动摩擦焊接。手套箱产品特性有:1)产品内侧为外观面,表面需腐蚀细皮纹,外观要求较高,不允许有熔接痕、缩印以及飞边等外观缺陷,注塑浇口、模具拼接线不允许布置在外观面上。2)箱斗形状较为复杂,为确保零件有足够的强度和刚度,防止其变形导致零件匹配间隙超差,产品上布置了较多的加强筋。3)零件上存在倒扣的地方较多,需设计多处侧向抽芯机构。手套箱产品特性如图2 所示。

图1 手套箱尺寸

图2 手套箱产品特性
2 手套箱箱斗模具结构设计
2.1 模具设计分析
根据手套箱箱斗的结构特点,手套箱箱斗外观面采用定模滑块出模,两侧倒扣区域采用动模滑块出模。由于该模具尺寸较大,精度和寿命较高,故浇注系统必须采用热流道[6-7]。模具外形尺寸为:970 mm×850 mm×850 mm,总重量约4 000 kg,汽车手套箱箱斗注塑模具局部结构图如图3 所示。
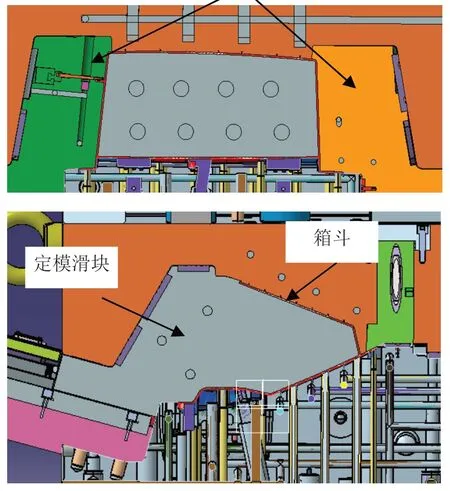
图3 汽车手套箱箱斗注塑模具局部结构图
2.2 模具结构设计布置
2.2.1 手套箱箱斗动模与定模设计
一般在设计注塑模具时,塑件的内表面由动模成型,而塑件的外表面由定模成型;或者是动模成型粘模力大的一侧,定模成型粘模力小的一侧,以保证塑件开模后留在动模一侧。但是汽车手套箱箱斗这类产品如果按照上述方法进行设计,由于注塑机的顶棍在注塑模具的动模侧,这样开模后,制品动模滑块将一起被顶出动模,再由滑块上的油缸驱动顶针板把制品顶出脱离滑块,这样的模具结构较为复杂,且箱斗外表面会留下注塑浇口的痕迹。因此最后决定,本模具由动模成型手套箱箱斗外表面,而加强筋多的一侧则由定模成型[8],这样做的缺点是脱模系统也要设计在定模侧,即必须采用倒装模结构。
2.2.2 手套箱箱斗在型腔中的摆放位置
该手套箱箱斗存在三处倒扣区域,即需要通过三个大滑块进行出模,且由于滑块重量大,一定要避免将滑块朝上方(俗称天侧)滑行,避免滑块在重力作用下下落,导致合模时发生斜导柱和滑块相撞的严重事故。如果只有一方有滑块,最好在非操作侧或地侧,取件方便。由于模具三面滑块抽芯[9],成型零件设计时要注意插穿角度,一般其穿插角度不小于7°,防止穿插面碰伤,且皮纹型腔面要防止蚀纹过界[5],模具定模与动模材料用P20即可。
2.3 浇注系统设计
产品进胶方式有很多种,有搭底进胶、潜水进胶、直接浇口、牛角进胶、点进胶等,由于此产品外观要求严格、效率要求高,故采用热流道直接进胶到产品上面,如图4所示。

图4 手套箱进胶方式
2.4 侧向抽芯机构设计
1)设计产品左方向的滑块时要注意:滑块包胶面积大,为了方便省夹线,在滑块上面设计工艺螺丝孔;行位的宽度很大,行位座子设计成拖板式;为了减少斜导柱的配合长度,采用压块固定斜导柱;由于滑块上面有很深的骨位,为了防止黏附滑块,滑块上面设计顶针[10],手套箱箱斗模具左方向滑块设计如图5所示。

图5 手套箱箱斗模具左方向滑块设计
2)产品正前方的滑块与左方向的滑块设计类似,如图6所示。

图6 手套箱箱斗模具正前方滑块设计
3)产品右方向的滑块设计同左方向滑块设计要求一样,如图7所示。

图7 手套箱箱斗模具右方向滑块设计
2.5 温度控制系统设计
温度控制系统是注塑模具七大组成系统之一,其设计的好坏对塑件的成型质量影响很大。温度控制系统要求在注塑模具上加工出水路,使模具型腔各处温度大致均衡,便于控制模具内部温度。该手套箱箱斗模具温度控制系统设计时应满足以下要求:
1)水道之间的间距保持在50 mm~60 mm 之间,冷却水道距型腔面保持在20 mm~25 mm 之间。本模具的定模结构较为复杂,热量又较为集中,因此进行了重点冷却,手套箱箱斗模具水路设计如图8所示。

图8 手套箱箱斗模具水路设计
2)考虑到加工问题,本模具的冷却水道与推杆、推块等推件孔保持了至少8 mm的距离。
2.6 导向系统设计
注射模中保证活动零件按照既定的轨迹运动的结构叫做导向系统,是注塑模具中不可或缺的组成部分,导向系统设计的好坏直接影响成型塑件的精度和模具寿命,手套箱箱斗注塑模导向定位系统如图9 所示。导向系统具有导向及定位作用,本模具在4 个角上设计了1 个圆导柱和1 个斜度为1°的精定位内模管位,安装在定模侧,圆形导柱的长度必须保证合模时在斜导柱与滑块距离为20 mm之前就插入导套。

图9 手套箱箱斗注塑模导向定位系统
2.7 脱模系统设计
要实现可靠脱模,让固化的成型塑件完好地从模具中取出,取决于脱模系统的设计。本文所述的手套箱箱斗模具为倒装模结构,模具的顶出机构与热流道浇注系统都在模具定模侧,且推件由推杆和推块组成。
3 模流分析
在汽车模具设计过程中,一般应用Moldflow 软件模拟塑料制件在模具中的充填过程,根据分析结果优化浇口的形状与位置,并分析塑件可能存在的缺陷。本模具采用热流道一点开放式进胶,由于手套箱箱斗外观面不允许有浇口痕迹,因此本模具浇注系统的进胶与顶出在同一侧(即俗称的倒装模),具体的模流分析数据如图10所示。

图10 手套箱模具模流分析
4 结论
本文合理地设计了汽车手套箱箱斗注塑模具,根据制品的结构特点,分别从浇注系统、温度控制系统、脱模系统等入手介绍了模具的具体设计方案,最后用模流分析方法分析了塑件可能存在的缺陷,并优化了浇口的形状与位置,为手套箱的模具设计提供了相应的参考。实践证明,该模具脱模机构运行灵活、结构稳定可靠,模流分析结果符合要求,不存在较大缺陷;使用该模具生产的手套箱箱斗符合各项设计标准,没有熔接痕、缩印以及飞边等外观缺陷。
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03
模具制造(2019年4期)2019-06-24
橡塑技术与装备(2018年14期)2018-07-20
橡塑技术与装备(2018年10期)2018-05-18
橡塑技术与装备(2018年10期)2018-05-18
制造技术与机床(2017年5期)2018-01-19
现代工业经济和信息化(2016年22期)2016-08-23
中国塑料(2016年5期)2016-04-16
中国塑料(2015年7期)2015-10-14
