顶底组拼结构在户外柜设计中的应用
2023-11-24 06:20朱乐宁辛晓璞石江川许雷雷
装备制造技术 2023年9期
朱乐宁,韩 帅,熊 祺,辛晓璞,石江川,许雷雷
(常州博瑞电力自动化设备有限公司,江苏 常州 213025)
0 引言
电气控制柜通常安装在户外,需要对振动、腐蚀、冲击、辐射、水等进行有效的防备,确保设施能够稳定持久工作[1]。对于户外柜而言,结构设计是机柜设计中的根本要求和基础条件。而机柜结构的核心在于其骨架,骨架是设备放入机柜中的主要载荷受力对象,起到支撑作用,因此,骨架的设计在电器柜的设计中显得尤为重要[2-3]。陈芳[4]针对现有柜体进行静力学分析,发现壳体应力储备较多,设计过于冗余,可以通过设计加强筋的方式大幅缩减壁厚,减小柜体重量的同时保证了柜体的可靠性。林腾腾[5]通过螺栓铆接或自攻螺钉的方式将柜体连接在一起,降低了焊接产生的变形,提高了柜体的钣金零件组装精度。杨旭红、冯伟[6]针对不锈钢、铝合金薄壁柜体焊接引起的变形,摒弃了常规的氧乙炔火焰焊接,使用钨极氩弧焊的电弧代替氧乙炔火焰,其矫正效果非常显著。然而,现有研究多通过改变连接及焊接方式等对柜体的结构进行改进,没有从柜体本身的焊接方式进行研究。因此,本研究通过对柜体本身的连接方式进行改进,在确保柜体结构强度满足要求的情况下,降低焊接难度以及焊接工作量。
1 机柜拼接模式
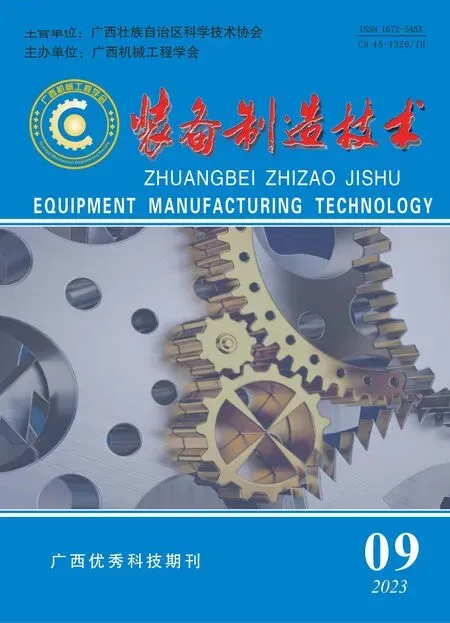
骨架的设计在空间上可分为横向和纵向,连接方式通常为焊接[7]。如图1 所示为一种片式组拼结构,立柱上下需插入到横梁中进行整体焊接,因此在制造柜体时,需要将八根横梁与四根立柱一起进行焊接,对焊接精度要求高,不利于模块化生产,成本较高。
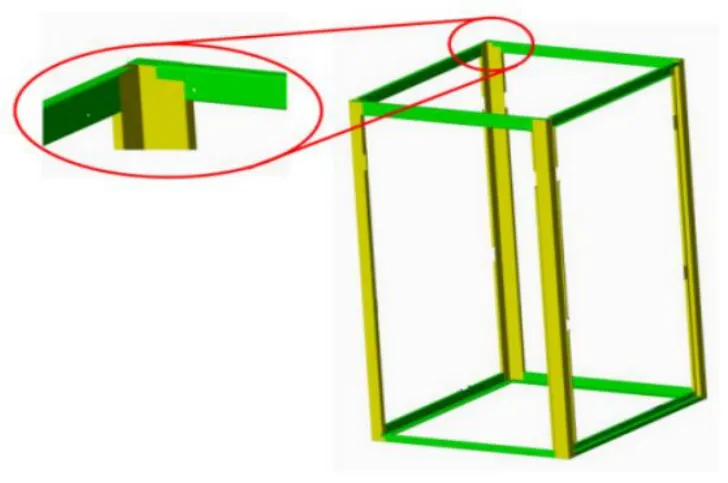
图1 片式组拼结构
为解决片式组拼结构机箱存在的问题,设计了一种顶底拼接结构机箱,如图2 所示。该结构相对于片式组拼结构而言,区别在于其立柱无需插入到上下横梁中,因此在生产组装过程中,可以将顶部与底部的横梁单独进行焊接,待其上下结构焊接完成之后,再将其与立柱进行焊接。该结构能够实现工序拆分,使不同结构能够进行模块化生产,大幅降低了焊接工时,减少了生产运输中所需成本。
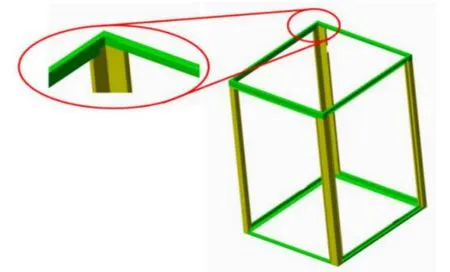
图2 顶底拼接结构
然而,将立柱与整体焊接进行拆分之后,势必会影响骨架整体的结构强度与刚性,因此,将通过有限元仿真与实验验证的方式,来确定升级过后的骨架能否满足结构强度要求。
2 有限元仿真验证
利用软件建立户外柜模型,尺寸严格按照1∶1 绘制,基于模型的几何特征以及不同工况的边界条件,考虑到网格划分以及求解速度,对模型中不重要的孔、圆角、螺栓螺母结构进行简化处理。将模型导出至有限元软件中,如图3 所示。

图3 户外柜有限元模型
柜体的各个结构件材料均为Q235 结构钢,杨氏模量为210000 E/MPa,泊松比为0.3,密度为7850 kg/m3,屈服强度为235 MPa。网格大小为5 mm,采用软件自带的自适应网格划分,网格平均质量为0.8526,图4为柜体网格划分结果,图5 为焊缝处网格划分结果。可以看出网格整体形状规则,分布数量、位置合理,求解准确性较强。
图4 网格划分结果
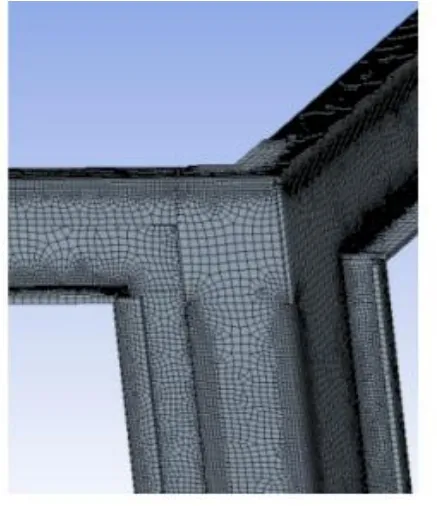
图5 焊接处网格划分结果
由于户外柜升级后主要影响高度方向上强度,因此只对高度方向上的拉伸力进行分析,探究其在一定力的作用下,能否保持其结构强度。对模型底部施加固定约束fixed support,顶部施加力Force。力的大小根据户外柜实体承载计算,1750 kW 户外柜实际承载1.5T~1.6T,安全系数取2 进行核算,设置初始拉伸力为30000 N,观察模型的总变形、相对应力以及相对应变情况。
如图6 所示为30000 N 拉力下户外柜的仿真结果,为了便于观察到形变位置,将变形量放大17 倍,图6(a)为总变形情况,可以看出户外柜最大变形处位于顶部横梁中心位置,最大变形量为10.5 mm;图6(b)为相对应变情况,模型最大相对应变处位于顶部焊缝位置,最大相对应变量为0.0091 mm/mm;图6(c)为相对应力情况,模型所受平均应力为21.814 MPa,模型最大相对应力位置在止裂槽处,Q235 材料为塑性材料,最大屈服极限为235 MPa[8],塑性材料因具有屈服阶段,当应力集中处的最大应力σmax达到屈服极限σs时,仅此局部产生塑性变形,只有荷载继续加大,尚未屈服区域的应力才随之增加而相继达到σs。因此,塑性材料在静荷载作用下,可以不考虑应力集中的影响[9]。因此,只考虑焊缝位置处的应力情况。根据图6(c)可以看出,在焊缝位置处,相对应力值均在175 MPa 以下,其结构强度符合使用要求。
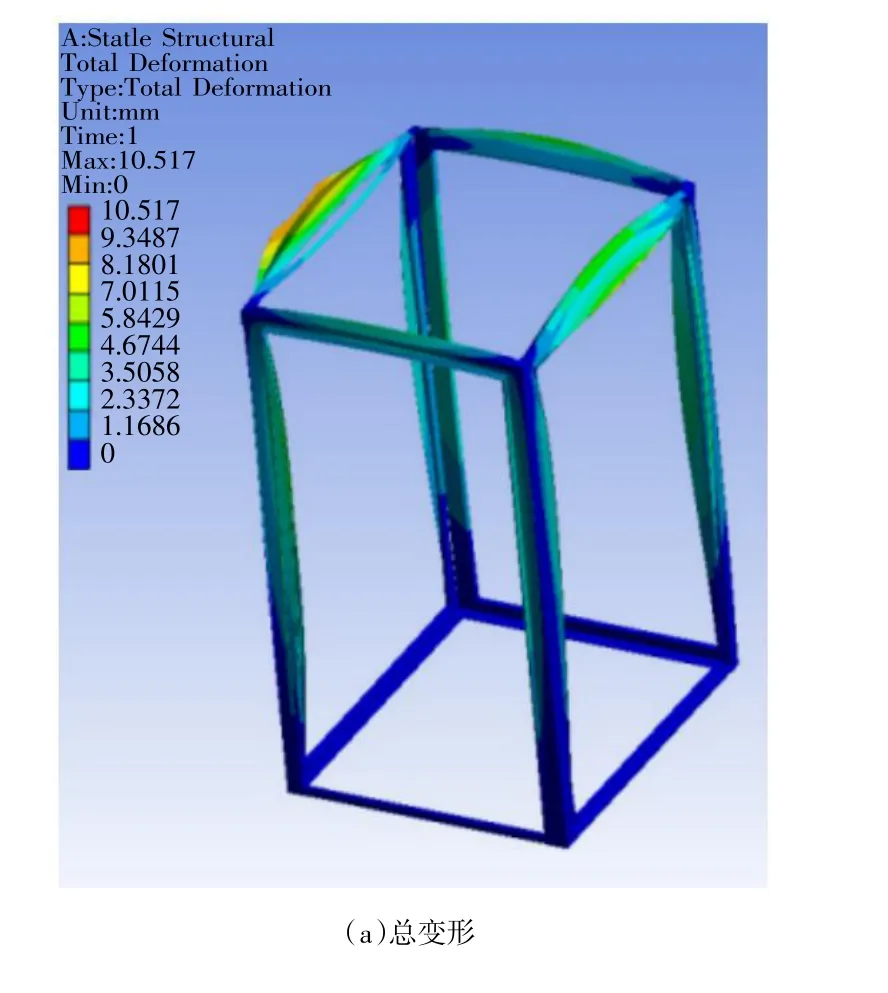
图6 30000 N 拉力下户外柜仿真情况(变形量放大17 倍)
3 实验验证
按照柜体结构设计需求,柜体需要横梁与立柱组成,立柱与横梁的连接方式为对接式。根据更改后的新结构,取框架顶部的其中一角进行力学性能验证。由于样件进行拉伸实验需要拉伸夹持柄,故在样件拉伸方向的两端增加焊接转接板用于拉伸实验过程的夹持,焊接转接板采用满焊的方式进行焊接,承载焊缝位置如图7 中两零件相交处。焊接后的试样如图8 所示。
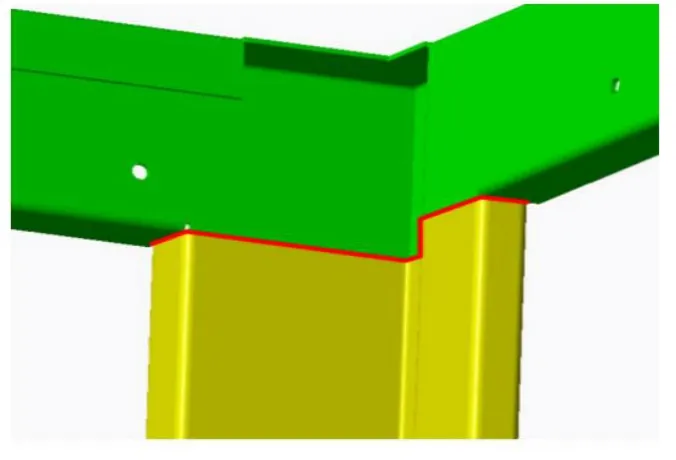
图7 承载焊缝位置示意图
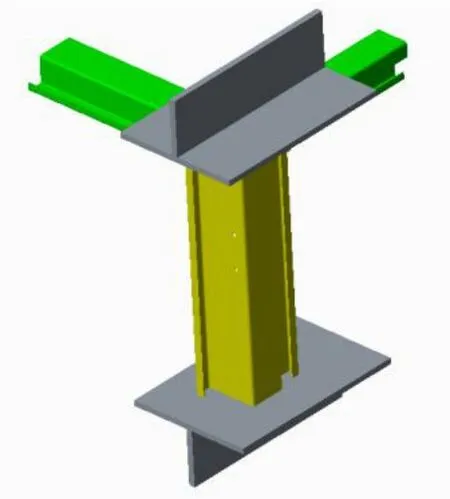
图8 焊接试样示意图
3.1 实验准备
实验选取2 mm Q235 钣金件、5 mm Q235 钣金件,其中验证结构选用和产品材料相同的2 mm Q235 冷轧板折弯制成。5 mm Q235 板材用于制作拉伸转接板。
焊前对板材表面进行清理,去除表面杂质、油污。根据图纸要求将焊接试样拼接成型,焊接方式选择人工气体保护焊(MIG)焊接,焊接板厚为2 mm,焊接电流为105 ~120 A,焊接电压为20 ~21 V,焊缝为角焊缝,保护气成分为20%CO2+80%Ar。试样的焊接方式考虑实际的焊接工况,截取样件的焊缝布置位置及参数按照实际焊接生产要求制定。本次实验从焊接车间挑选3 名焊工进行验证试样焊接加工,每名焊工焊接2 个试样,共计制作6 个焊接试样,焊接加工阶段应选择合适的焊接参数并对零件焊接面进行焊前处理工作以避免焊缝存在气孔、夹渣、未熔合等现象;同时在焊后应对密封面位置进行打磨处理避免残留焊渣导致密封件的破损并失效[10]。焊接完成后,对试样进行焊缝外观检测,检查焊缝成型情况,对表面情况进行记录,1 号焊接试样外观如图9 所示。
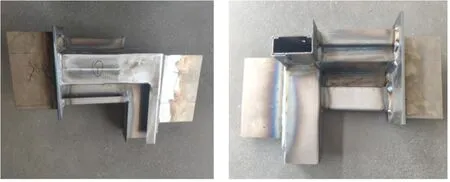
图9 1 号焊接件试样
3.2 拉伸实验
样件焊接完成后,对样件进行力学性能测试。拉伸实验采用实验室的拉伸实验机进行拉伸,当试样出现断裂或者裂纹等失效现象时,记录试样拉伸最大力值和断裂位置,如图10 所示。

图10 实际拉伸过程示意图
1750 kW 户外柜的柜体实际承载1.5T~1.6T,按照单个立柱的承载为400 kg,安全系数2 进行核算,单个立柱承载应该≥800 kg。设置初始拉伸拉力值为8000 N,静置保持拉力15 min,观察顶部框架与立柱之间的承力焊缝是否出现断裂或者出现裂纹等失效情况,若无断裂或者出现裂纹等失效情况,则增加2000 N 继续静置保持拉力10 min,以此类推,当拉力值达到16000 N 静置10 min 后停止实验,试样1 在实验过程中,拉伸实验力随时间变化如图11 所示。
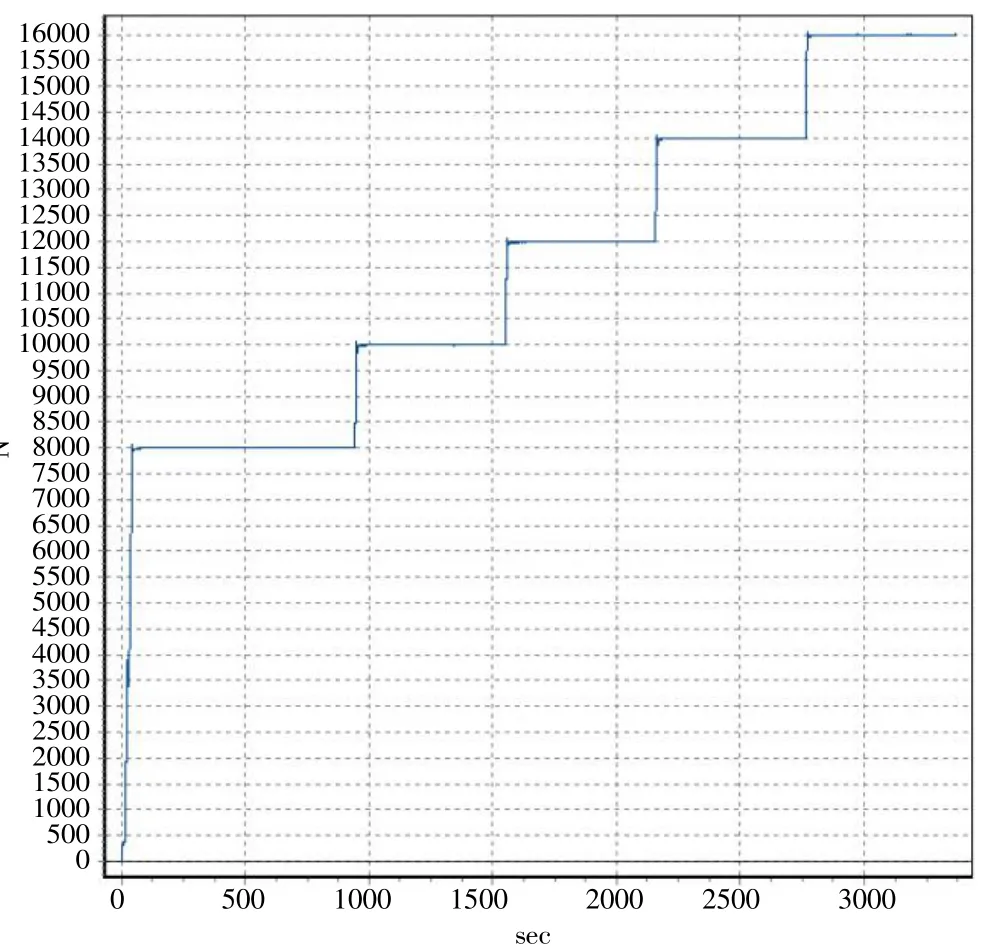
图11 拉伸实验力-时间曲线图
3.3 结果
随后按照步骤对1 号试样进行拉伸实验,焊缝情况如图12 所示,可以看出1 号试样在进行过所有实验之后仍没有出现断裂现象,证明其通过了抗拉力学性能测试。接下来将所有试样以此方式进行拉力实验,记录拉伸结束以及焊缝状态。结果表明,六种试样在实验中均通过了拉力测试,随着拉伸力增大,试样均未出现断裂、裂纹现象,焊缝通过设置的抗拉力学性能测试。

图12 1 号试样焊缝情况
4 结论
户外柜作为电气控制技术的关键部件,对其内部的电子器件起着支撑和保护作用,对电路功能的实现起着至关重要的作用。采用顶底拼接模式的机柜,相比片式组拼结构,减少了设计和制造中不必要的对准,大大简化了设计,缩短了新品研制的周期,也使产品之间的互换性和统一性得到保证,整体可靠性得到极大的提高,能够在满足强度要求的基础上,大大减少人工成本与工时,提升了企业的市场竞争力。
猜你喜欢
仪器仪表用户(2021年10期)2021-11-27
航空发动机(2020年3期)2020-07-24
铁道通信信号(2020年9期)2020-02-06
通信电源技术(2019年11期)2019-11-27
家居廊(2019年11期)2019-09-10
发明与创新·中学生(2018年2期)2018-02-07
电子测试(2017年12期)2017-12-18
优雅(2017年10期)2017-10-16
时代英语·高二(2017年4期)2017-08-11
天津体育学院学报(2016年3期)2016-12-18