碳纤维材料在汽车功能主模型中的应用
2023-11-24 06:20褚亚力李炯辰
装备制造技术 2023年9期
陆 叶,褚亚力,李炯辰
(上汽大众汽车有限公司,上海 201805)
0 引言
碳纤维主要成分为碳元素,是一种特种纤维,其分子结构介于石墨与金刚石,含碳体积分数一般在0.9 以上[1]。碳纤维材料具备质量轻、抗拉强度高的优点。应用于汽车功能主模型中的碳纤维,是一种与树脂、金属、陶瓷等基体复合后所形成的碳纤维复合材料。该复合材料具有较高的比强度、比模量,并且具有可加工性。早在20 世纪50 年代,美国就开始研究碳纤维材料。直至80 年代,碳纤维材料开始广泛应用于客机、航天飞机和人造卫星[2]。我国在意识到碳纤维材料对军工和民用的价值后,也将碳纤维及其复合材料纳入国家科技攻关项目。经过四十多年的发展,我国碳纤维也取得了一定的成绩。随着社会和科学技术的发展,碳纤维的需求量也逐年递增[3]。而由于原先的汽车主模型模块使用铝合金材料,在重量方面无法满足模拟实车零件的要求。本文鉴于碳纤维复合材料的高强度、低质量、可加工性等性能,尝试利用碳纤维材料去替代铝合金材料来制作汽车主模型模块。
1 碳纤维材料的特性
碳纤维的成分与钻石和石墨一样,主要由碳元素组成。其是纤维状的碳材料,由有机纤维原丝在1000以上的高温下碳化形成,且含碳量在90%以上的高性能纤维材料,主要具备以下特性:
(1)质量轻强度高,碳纤维的密度是铁的1/4,比强度是铁的10 倍以上,抗拉强度是钢材的68 倍,弹性模量是钢材的1.8 ~2.6 倍,其抗拉模量为295~640 GPa,拉伸强度为3.62 ~7.05 GPa。
(2)化学性能稳定,耐高低温,耐腐蚀,在600 ℃左右的高温下,仍能保持性能,在-180 ℃左右的低温下,仍具有较好的柔韧性,并且不与酸、碱等腐蚀溶液发生化学反应。
(3)摩擦系数小,并具有润滑性。
(4)可加工性好,碳纤维根据其受力需要,增加碳纤维层数,可加工成不同形状,且不需要复杂的大型设备,多次加工对其结构无损伤。
(5)耐酸性好,对酸呈惰性,能耐浓盐酸、磷酸、硫酸等侵蚀。
(6)碳纤维还具有其他的优良特性:如X 射线穿透性、抗热、导电性及耐磨蚀性能等[4]。
2 碳纤维材料的加工
碳纤维材料因其优良的性能而在各个领域中获得广泛的应用,其构件质量轻、比刚度高,但成型后的构件精度往往达不到要求,需进行机加工。碳纤维材料在加工过程中容易产生分层、撕裂、毛刺、拉丝、崩块等缺陷,尺寸控制比较困难,加工时刀具温度很高,极易产生发热堵塞现象,从而导致碳纤维表面碳化,影响表面加工质量[5]。碳纤维材料的四种机加工方式。
2.1 车削加工
较为常用的碳纤维材料的加工方式之一,主要用在圆柱形碳纤维制品的加工上,实现预定的尺寸公差。碳纤维材料自身刚度较大,因此在车削加工时需要选择硬度较高的刀具,避免刀具自身损坏而影响碳纤维材料的性能。
2.2 铣削加工
经常用于碳纤维板材和不规则形状的碳纤维制品的加工。铣削加工同样对刀具有着较高的要求,因为铣削加工过程中,铣刀与碳纤维材料相互作用,容易导致碳纤维材料分层和毛边,降低整体的性能。
2.3 钻孔加工
碳纤维制品通常会与其他部件进行连接,目前较好的连接方式是胶接与机械连接同时使用。机械连接需要在碳纤维制品表面开孔甚至攻丝,钻孔需要硬度足够高的钻头,在高速运转之下,既要完成钻孔的需求,又要避免碳纤维材料分层的风险。
2.4 磨削加工
汽车功能主模型在应用碳纤维材料时,对碳纤维材料所制作的模块的精度要求比较高,所以碳纤维材料模块需要经过多次铣削处理。铣削加工会将碳纤维模块表面打磨的光洁平整,不管是直接装配,还是与其他部件进行连接,都能起到较好的铺垫作用。研究表明,在同一磨削条件下,磨削加工多向碳纤维材料时,切削力随着磨削深度增加呈线性增加趋势,且大于加工单向碳纤维材料时的切削力。
3 碳纤维材料在汽车功能主模型中的应用
在现有的技术中,汽车功能主模型已实施模块化,一般是由多个模块组合而成,每个单独的模块主体通常采用铝合金材料制作。这种材料制作出来的模块整体重量会大大超出汽车实体零件的实际重量。因此,对于有些运动的零件来说,铝制模块不能完全模拟出实际产品的运动状态及轨迹,如模拟前后盖的开启、滑移车门的运动分析等。鉴于汽车功能主模型现有技术材料的局限性,以及碳纤维材料具有轻质高强且可加工性能好的特性,利用碳纤维材料来制作汽车功能主模型的局部模块,在满足精度要求的同时减轻模块重量以满足使用要求。
3.1 碳纤维模块的制作工艺
3.1.1 模具制作
采用高密度代木进行机加工,根据零件的结构,分别制作内板及外板的模具,如后盖、车门等模块,同时为了便于后期的加工,通常保留最少2 mm 的加工余量,如图1 所示。也可以采用金属材料来制作模具,对于模具的稳定性和可加工性来说,金属材料更占优势。本文考虑到成本等原因,使用高密度代木来制作模具。

图1 模具
3.1.2 贴合模具铺设碳纤维布
在单面模具的模具型腔表面依次铺设脱模布、下层碳纤维布。铺设厚度约5mm。根据碳纤维布的规格以及零件的结构来确定铺设的层数,如图2 所示。

图2 贴合模具铺设碳纤维布
3.1.3 放置预埋件并完成表面铺布
碳纤维材料的耐冲击性能比较差,对于二次加工的困难比较大。而汽车主模型中的模块是需要进行反复零件拆装的,为了避免在加工完成后出现的损坏以及后期车型出现的技术更改,需要在下层碳纤维布以上的模具型腔中放置预埋件。根据不同的作用,预埋件分为两种材质。对于非受力面的型面件,采用轻质泡沫制作以减轻对整体重量的影响;对于需要经常拆装受力的卡扣件,采用铝制材料制作。如图3 所示,将预埋件放入模具内部。

图3 放置预埋件
预埋件放置完毕后,在表面再铺设约5 mm 厚的碳纤维布。如图4 所示。

图4 完成表面铺布
3.1.4 密封模具并抽真空
将真空袋膜与单面模具的边缘密封连接,从而使得真空袋膜与模具型腔之间形成密封环境,注意不可有漏气的问题,否则对模块的表面及强度会造成影响。随后,对真空袋膜与模具型腔之间的密封环境抽真空。随后向真空袋膜与模具型腔之间的密封环境中注入环氧树脂材料,使得环氧树脂材料浸润至碳纤维布与填充件的所有接触面。如图5 所示。

图5 密封模具并抽真空
3.1.5 固化树脂材料并出模
将密封并抽完真空的模具放入烤箱进行固化处理。设置烤箱温度为70 ℃~80 ℃,固化时长为8 h。待固化完成后,自然降温12 h。通过固化处理,环氧树脂材料将上层碳纤维布、下层碳纤维布与填充件固结成模块毛坯件。如图6 所示。

图6 固化树脂材料
待碳布与填充件完全固化后,需除去真空袋膜及导流布,将模块毛坯件从模具中取出。如图7 所示。
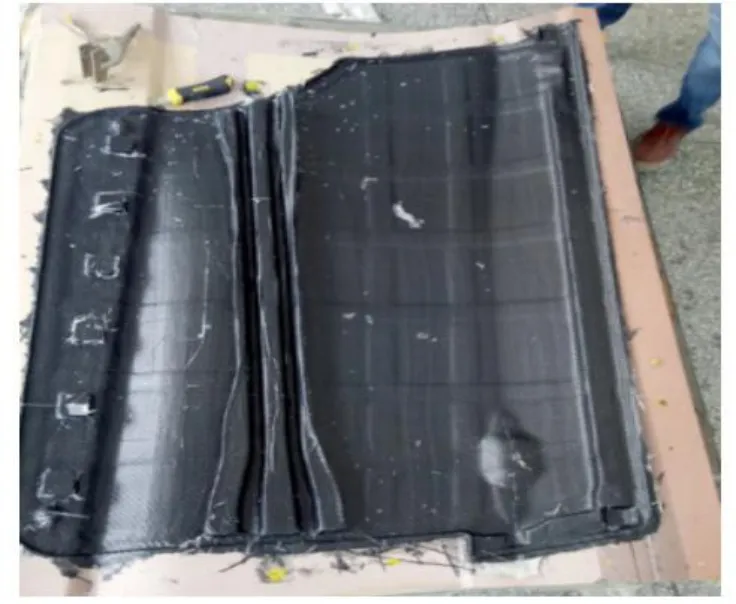
图7 碳纤维毛坯件出模
3.1.6 碳纤维加工
对模块毛坯件按照设计的模块尺寸进行铣削加工,从而使得铣削加工后的模块尺寸精度满足汽车功能主模型的要求。如图8 所示。
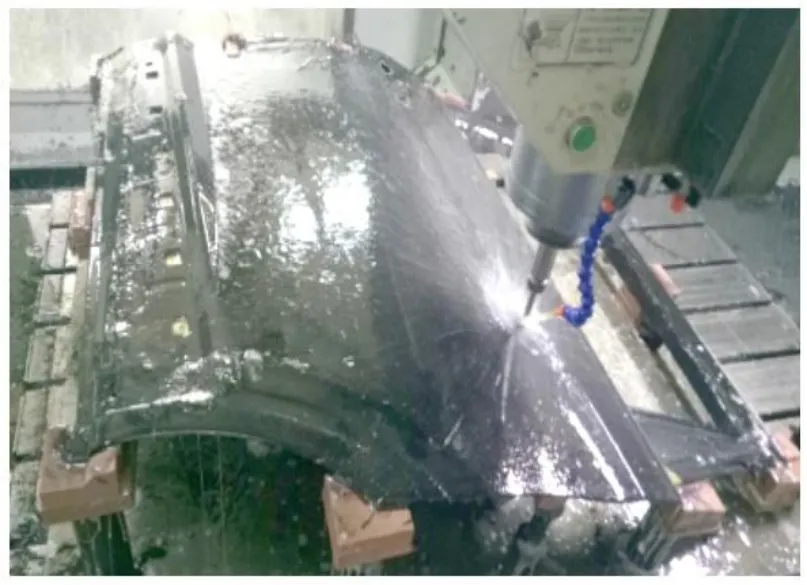
图8 碳纤维毛坯件加工
3.1.7 表面处理
为防止碳纤维直接与人体接触,需要对加工好的碳纤维模块表面进行喷漆处理。对于一般的区域,喷清漆即可。而对于汽车功能主模型来说,为了不影响对匹配区域的评价,要求将匹配区域喷银色油漆。油漆厚度一般为0.1 ~0.15 mm,因此,在加工的时候需要考虑到油漆厚度对成品件的尺寸的影响。如图9 所示。

图9 碳纤维模块表面处理
3.2 碳纤维模块的应用
鉴于碳纤维材料在重量和强度等方面的优势,用碳纤维材料制作的模块更贴近于实车零件的重量,且能够更多的模拟出零件的内部结构。因此可以将这些碳纤维材料制作的模块安装到实车进行问题分析。到目前为止,本文阐述的碳纤维材料已被应用于上汽大众有限公司Rapid 系列、Teramont 系列、Viloran、Tiguan 家族等车型的匹配分析中。将零位的碳纤维模块(前盖、后盖、车门等)安装到实车上去,分析与对手件之间的匹配关系,评价对手件的尺寸。
4 结论
目前,在汽车功能主模型中对碳纤维材料的使用仅局限在前盖、后盖、车门以及部分小的模块上面。并且由于工艺方面的不成熟,存在较高的报废率,从而导致碳纤维模块的制作成本较高。随着后期工艺方面的成熟以及专业人员对碳纤维材料的进一步深入研究,不断提高其综合性能,可尝试将更多的模块采用碳纤维材料。同时,可以对模具进行柔性化设计,将其可以用于不同车型,从而降低碳纤维材料模块的制作成本。将碳纤维材料成功应用于汽车功能主模型,克服了现有技术中的种种缺点,使汽车功能主模型的模块能够更多更好得应用到实车匹配分析中,从而促进产品质量的提升。
猜你喜欢
中国建筑金属结构(2023年4期)2023-05-23
模具制造(2019年10期)2020-01-06
模具制造(2019年4期)2019-06-24
上海建材(2019年4期)2019-05-21
纤维复合材料(2018年4期)2018-04-28
纤维复合材料(2018年3期)2018-04-25
童话世界(2017年8期)2017-05-04
中国工程咨询(2017年4期)2017-01-31
中华建设(2017年10期)2017-01-19
中华建设(2017年10期)2017-01-19