基于NX12.0 软件的某种卡通艺术品五轴加工研究
2023-11-24 06:20郑有良黄宁健
装备制造技术 2023年9期
郑有良,黄宁健
(广西制造工程职业技术学院,广西 南宁 530105)
0 引言
在日常生产中,卡通、珠宝、雕塑等造型复杂的艺术品以及人体骨骼关节替代品、人造牙齿等各种用于医疗领域异形复杂零件的加工,三轴数控机床往往难以胜任。五轴联动加工技术是解决这类异形复杂零件高效、高质量加工难题的重要手段。本文以QQ 卡通艺术品为例研究其五轴加工策略。
1 QQ 卡通艺术品零件的技术要求和结构工艺性分析
QQ 卡通艺术品模型如图1 所示。该零件不属于常见的机械功能性零件,属于观赏类艺术品,对加工表面的尺寸精度要求不高,但对产品外观效果要求较为精致,对各产品加工表面的质量要求较高,各曲面之间要求光滑连接,主要加工表面之间的相互位置精度要求较高,不可有明显的接刀痕。由于该零件的材料为6061 铝合金,为了保持加工好之后的表金属表面光泽,避免表面氧化变暗,热处理要求为表面阳极处理。

图1 QQ 卡通艺术品3D 模型
从零件结构要素的工艺性来看,该零件的形状由各种曲面和表面刻字组组成,结构要素较为复杂,有较为狭窄的内R 角,刀具不容易进入、退出和通过加工表面,加工较为困难,加工面积较大。零件用6061牌号的铝合金材料具有良好的切削性能,对刀具的选择具有良好的经济性。
从零件的整体结构工艺性来看,零件有足够的刚度,零件底部有便于装夹的基准,该零件适合使用“一面两销”的装夹定位方式。在工件的底面加工两定位孔用于定位,在工件的底面中心加工一螺纹孔用于夹紧。工件通过底面的与夹具连接盘连接固定,再通过螺钉压板把连接盘与机床工作台连接固定。工件底面与夹具的接触面积大,定位、夹紧可靠,刚性好,稳定性好,可消除相应的加工振动,避免加工表面振纹的形成,有利于提高表面加工质量。
零件的生产纲领为单件小批量生产,从经济适应性的角度,不需铸造毛坯,毛坯选择铝棒,尺寸为直径75 mm*120 mm。
从零件的结构工艺性分析可知,由于该零件结构要素曲面较多,形状复杂,用三轴数控机床加工非常困难,不能满足要求。为了满足各曲面光滑连接的加工要求,需要用到具有刀尖跟随功能RTCP 的五轴联动数控机床,一次装夹多工序加工成型。五轴联动加工技术能够较好的计算刀尖位置,通过刀轴的摆动,完成各成曲面之间的连接。如果用三轴数控机床加工,刀轴角度固定无法调整,很多细节无法加工,二次装夹接刀痕无法避免,曲面加工质量差,效率低。所以,根据零件结构工艺性分析的结果,机床选择五轴联动数控机床,可实现一次装夹多工序加工。
2 零件定位与加工工艺路线确定
根据零件的加工工艺分析结果可知,该零件的定位基准选择用基准重合原则。选择底面定位基准,粗基准与精基准也要求统一。该零件的装夹方式是将工件装夹在夹具上,再通过夹具与机床的连接实现工件在机床上的装夹。根据六点定位原理,该工件要限制沿Z移动、沿X移动、沿Y移动,绕X转动、绕Y转动、绕Z转动等六个自由度,因此用“一面两销”的装夹定位方式设计夹具。
根据工件材料的性质、工件的形状和尺寸、生产纲领和现有设备与技术条件等确定表面加工方法为:粗铣、半精铣、精铣,按照工序集中的原则确定工艺过程。
在粗加工工序,要求采用定轴2D 分层铣削的方式,用硬质合金牛鼻铣刀,以小切削大进给的吃刀工艺,迅速去除多余材料。在半精铣和精铣工序,要求用锥度球头铣刀以包络法的方式,从零件顶部螺旋往下分层环绕走刀加工出各曲面。
在上五轴机床加工之前,要先对毛坯表面和底面进行预加工各光一刀,在底面中心位置提前加工好M12 螺纹孔和两个定位销孔。用螺柱与定位销,把毛坯与转接板连接固定,再用内六角螺钉把转接板固定在机床转台上。工件坐标系设定在工件的上表面中心位置。
根据加工工艺方案,刀具选择直径10 mm 的硬质合金铝用立铣刀开粗,R3 的球头刀二次开粗,锥度角3°D4R2 的锥度球头刀精加工。文字用雕刻刀刻出。
因此,该零件的五轴加工路线为:(1)90°摆放零件定轴开粗二分之一。 (2)180°摆放零件定轴开粗另外二分之一。(3)五轴联动二次开粗。(4)五轴联动精加工。(5)四轴联动雕刻文字。
3 五轴加工策略
根据零件的加工路线,基于NX12.0 软件,该QQ卡通艺术品的五轴联动加工策略如下:
(1)“90°摆放零件定轴开粗二分之一”工序用“型腔铣CAVITY_MILL”策略。
(2)“180°摆放零件定轴开粗另外二分之一”工序用“型腔铣CAVITY_MILL”策略。
(3)“五轴联动二次开粗”工序用“可变轮廓铣VARIABLE_CONTOUR”策略。
(4)“五轴联动精加工”工序用“可变轮廓铣VARIABLE_CONTOUR”策略。
(5)“四轴联动雕刻文字”工序用“VARIABLE_CONTOUR”策略。
各加工策略的设置详细情况如下文所述。
3.1 工件坐标系和毛坯设置
加载QQ 卡通艺术品3D 模型,把工件坐标系设置在零件上表面中心位置,结果如图1 所示。
右键单击MCS,选择“插入”“几何体”,弹出创建几何体菜单,类型选择“mill_contour”,几何体子类型选择“WORKPIECE”,单击“确定”后弹出工件设置菜单,点击“指定部件”,选取图2 所示的实体,点确定。在返回的工件设置菜单里,点击“指定毛坯”,在“毛坯几何体”菜单中,选择“包容圆柱体”命令,点击确定。在返回的工件设置菜单里,点击“指定检查”,选择检查体,点击确定,完成WORKPIECE 的设置。

图2 选择指定部件
3.2 刀具设置
分别设置好“T1-D10”“T2-D4R2”“T3-D6R3”3把刀。
3.3 “90°摆放零件定轴开粗二分之一”工序
点击“创建工序”命令,弹出“创建工序”菜单。在“创建工序”菜单中,类型选“mill_contour”,工序子类型选“型腔铣”,刀具选“T1-D10”,几何体选“WORKPIECE”,名称用“右面开粗CAVITY_MILL”,点确定后弹出型腔铣设置菜单。在型腔铣设置菜单中,刀轴用“指定矢量”来设定。点击“矢量对话框”命令,弹出“矢量”设置菜单。在“矢量”设置菜单中,选择“XC 轴”正向,确定后就完成刀轴的矢量设定,如图3 所示。在返回的型腔铣设置菜单中,切削模式选用“跟随周边”。点击“切削层”命令,进入切削层设置菜单,深度范围改为“34”,确定,如图4 所示。

图3 指定矢量

图4 修改切削层
在返回的型腔铣设置菜单中,点击“生成”命令,生成的右面开粗刀路如图5 所示。

图5 右面开粗刀路
3.4 “180°摆放零件定轴开粗另外二分之一”工序
右键单击“右面开粗CAVITY_MILL”刀路,选择“复制”命令,在“WORKPIECE”下粘贴并改名为“左面开粗CAVITY_MILL”。 双击“ 左面开粗CAVITY_MILL”刀路,进入型腔铣设定菜单。在型腔铣设定菜单中,刀轴矢量点“反向”。点“切削层”命令,进入切削层设定菜单,切削层深度改为“34”,确定。在返回的型腔铣设置菜单中,点击“生成”命令,生成的左面开粗刀路如图6 所示。

图6 左面开粗刀路
3.5 右面拐角精根工序
点击“创建工序”命令,类型选“mill_contour”,工序子类型选“拐角粗加工”,刀具选“T3-D6R3”,几何体选“WORKPIECE”,名称输入“右面拐角精根CORNER_ROUGH”。点确定后,弹出“拐角粗加工”设置菜单,刀轴选“指定矢量”,参考刀具选“T1-10”,陡峭空间范围选“无”,切削模式选“跟随周边”。点击“矢量对话框”命令,矢量选“XC 轴”正向,点确定,返回拐角粗加工菜单。
进入“切削层”命令,在切削深度里改为“34”,确定。在返回的拐角设置菜单中,点击“生成”命令,生成的右面拐角粗加工刀路如图7 所示。 左面拐角、前面拐角和后面拐角清根操作过程类似。
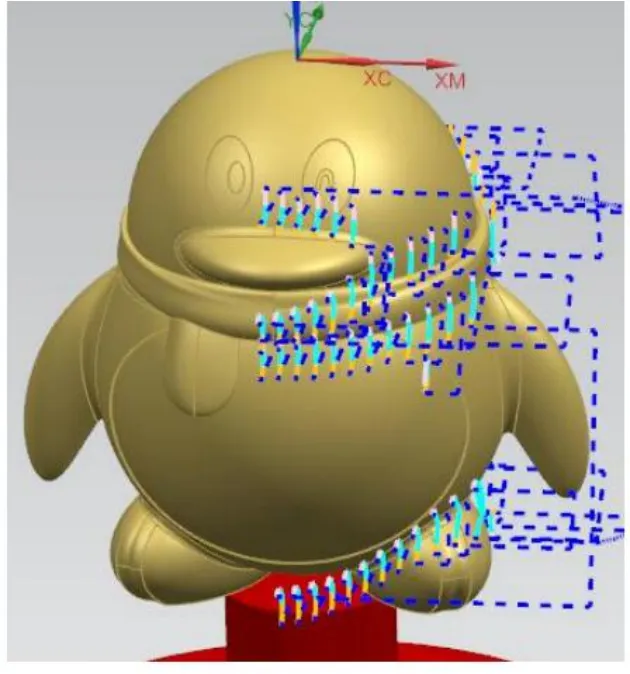
图7 右面拐角粗加工刀路
3.6 曲面半精加工和精加工工序
点击“创建工序”命令,进入创建工序菜单。在创建工序菜单中,类型选“mill_multi-axis”,工序子类型选“可变轮廓铣”,刀具选“T3-D6R3”,几何体选“WORKPIECE”,名称输入“ 曲面半精加工VARIABLE_CONTOUR”,点确定,进入可变轮廓铣设置菜单。在可变轮廓铣菜单中,驱动方法选“曲面区域”,投影矢量选“垂直于驱动体”,刀轴选“垂直于驱动体”。点击“曲面区域”编辑命令,进入曲面区域驱动方法设置菜单。
在曲面区域驱动方法的菜单中,点击“编辑驱动机何体”命令,进入驱动几何体菜单,选取图8 中曲面为驱动曲面。点击确定,返回曲面区域驱动方法菜单。在曲面区域驱动方法菜单,如图9 所示,点击“切削方向”命令,弹出方向选择箭头,选择从上往下走刀的方向。材料方向为朝向外部的方向。切削模式为“螺旋”,步距为“残余高度”,最大残余高度为“0.0030”,切削步长为“公差”,内公差为“0.1000”,外公差为“0.1000”。点击确定,返回可变轮廓铣菜单。在可变轮廓铣菜单中,点击生成命令,计算的刀路结果如图10所示。

图8 驱动曲面

图9 曲面区域驱动方法菜单

图10 曲面半精加工刀路
以上所述为曲面半精加工的设置过程。曲面精加工只需把曲面半精加工的刀路复制,根据实际情况调整刀路的步距。
3.7 切槽工序
选择“创建工序”命令,在的创建工序菜单中,类型选择“mill_multi-axis”,工序子类型选择“可变轮廓铣”,刀具选择“T1-D10”,点击确定,进入可变轮廓铣设置菜单。
在可变轮廓铣设置菜单中,驱动方法选择“曲线/点”,投影矢量选择“刀轴”,轴选择“垂直于部件”。点击“曲线/点”编辑命令,选择相应的曲线,点击确定,返回可变轮廓铣设置菜单。在可变轮廓铣菜单中,点击生成命令,计算切槽刀路的结果如图11 所示。
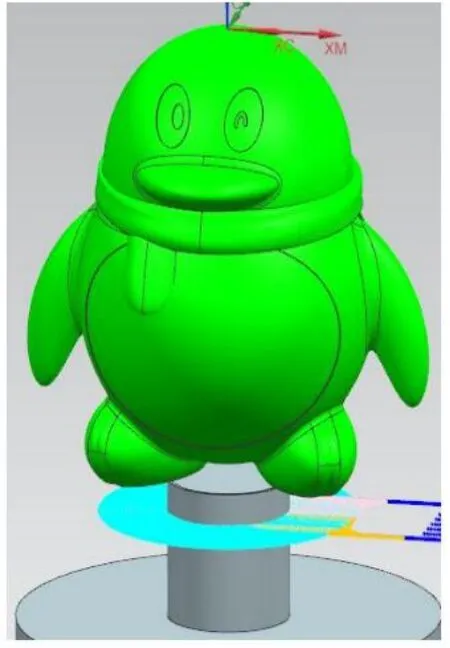
图11 切槽刀路
3.8 文字雕刻工序
点击“创建工序”命令,在弹出创建工序菜单中,类型选择“mill_multi-axis”,工序子类型选择“可变轮廓铣”,刀具选择“T2-D4R2”,几何体选择“MCS”,名称输入“文字雕刻VARIABLE_CONTOUR”,点击确定进入可变轮廓铣设置菜单。在可变轮廓铣设置菜单中,驱动方法选“曲线/点”,投影矢量选“刀轴”,刀轴选“远离直线”。点击“曲线/点”编辑命令,进入“曲线/点驱动方法”设置菜单,用添加新集命令选取“广西制造学院”的曲线,选好后点击确定。点击确定后,返回可变轮廓铣设置菜单,点击生成命令,计算刻字刀路的结果如图12 所示。
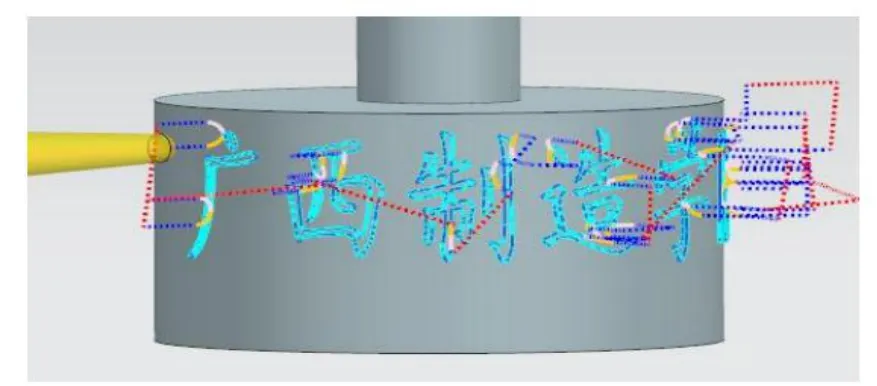
图12 刻字刀路
4 五轴NC 代码后处理、防碰撞仿真验证和实际加工校验
多轴加工刀路设置好之后,调整好切削参数,就可以选择合适的五轴联动后处理器,生成适合现场机床用的NC 代码,再利用社会上主流的五轴仿真软件对NC 代码进行防碰撞仿真验证无误后,就可以进行实际加工。图13 是用五轴联动加工策略加工好的QQ卡通艺术品示意图片。

图13 加工好的QQ 卡通艺术品
5 结语
在五轴加工中,粗加工常用大刀小切深快进给的加工工艺快速去除工件的余量。在各CAM 编程软件的粗加工工序策略,下刀的刀路往往要设置出螺旋下刀或沿形状斜进刀的下刀方式,避免内腔加工时产生直插刀路导致断刀现象的发生。为了避免撞刀事故的发生,选择正确的后处理器和工业仿真软件进行防碰撞检查也必不可少。
五轴联动加工技术是解决异形复杂零件高效、高质量加工难题的重要手段。基于NX12.0 软件的多轴联动加工策略,可以解决各种珠宝、艺术品和医疗器械等复杂零件的加工难题,提高生产率和产品的品质。
猜你喜欢
湖北农机化(2020年15期)2020-10-13
疯狂英语·新悦读(2020年1期)2020-02-20
模具制造(2019年9期)2019-10-26
科技创新导报(2019年34期)2019-04-10
美食堂(2017年1期)2017-01-13
中国塑料(2016年5期)2016-04-16
锻压装备与制造技术(2015年4期)2015-07-01
机电信息(2015年3期)2015-02-27
河南科技(2014年23期)2014-02-27
机械工程与自动化(2013年6期)2013-09-04