一种工业机器人快换装置辅助调试工具的设计与应用
2024-03-13 07:17刘广涛周显强韩昊宏
河南科技 2024年1期
刘广涛 周显强 韩昊宏 王 昀
(长春汽车工业高等专科学校,吉林 长春 130013)
0 引言
机器人工具快换装置也被称为自动工具转换装置(Auto Tool Change,ATC)。所谓快换装置,是在机器人六轴法兰盘与工具法兰之间增加一个连接机构。连接机构分为两部分:一端与机器人六轴法兰盘相连,称为快换装置机器人侧;另一端与工具法兰相连,称为快换装置工具侧。由于生产的定制化和柔性化,工业机器人通过快换装置切换不同的工具,如焊枪、抓手等,可以提高生产节拍和丰富生产种类[1]。机器人快换装置辅助调试工具又叫作机器人教学辅助工具,用于机器人操作人员在调试机器人工具快换装置时进行辅助调试,方便工具侧与机器人侧快速对齐、定位,节省调试工时。
1 国内外研究现状
国外工业发达国家的机器人工具快换装置产品普遍处于较先进水平,快换装置辅助调试工具作为厂商主流快换装置产品的附加件进行选购,呈现批量化、规模化生产的特点,且价格昂贵,技术不对外公布,随产品采购。目前,中国市场上机器人工具快换装置的主要以ATI、Staubli为主。
国内目前已开展了机器人快换装置的研究,但是受限于技术不成熟、稳定性较差等因素,暂未形成批量化、大规模应用,所以快换装置辅助调试工具并未有相应成型产品。
快换装置辅助调试工具的优势在于工业机器人操作人员通过对齐标记或平面等方式,观察工业机器人快转装置机器人侧与业机器人快转装置工具侧的相对位置,便于工业机器人操作人员示教。目前市场上的工业机器人快换装置辅助调试工具均是AIT、Staubli 等国外工业机器人快换装置制造商针对自家主流产品而制造的,其劣势在于兼容性和通用性较差、价格过高。
2 功能需求分析
工业机器人从业人员完成快换装置调试工作时,受限于工艺流程的复杂性,导致机器人过载现象的发生,甚至损坏快换装置致使生产成本增加[2]。为解决以上问题,快换装置辅助调试工具应具备安全性、便捷性及低成本等特点。
①安全性。机器人快换装置辅助调试工具应保护快换装置,使调试过程中不会因操作不当造成快换装置机器人侧与工具侧的刚性碰撞造成设备损坏,成本上升。
②便捷性。机器人快换装置辅助调试工具应引导操作人员移动工业机器人位置,降低快换装置调试时间,提高作业效率。
③低成本。国产快换装置或小型快换装置应具备机器人快换装置辅助调试工具,减少企业生产或院校教学的采购成本或制造成本。
3 工业机器人快换装置辅助调试工具设计
本产品设计的工业机器人快换装置辅助调试工具依托汇博工业机器人应用编程“1+X”考核实训平台,对工业机器人实训平台IRB120 工业机器人快换装置进行设计。设计的快换装置辅助调试工具与实体工作站的快换装置按照1∶1 的尺寸设计,在UG12.0 软件上制作完成后导入RobotStudio软件中进行匹配性能验证,其IRB120 机器人模型使用的是RobotStudio 软件自带的模型[3]。本产品设计的工业机器人快换装置辅助调试工具具备缓冲、辅助引导调试等功能。
3.1 产品组成
本产品设计的工业机器人快换装置辅助调试工具由3个部分组成,如图1所示。
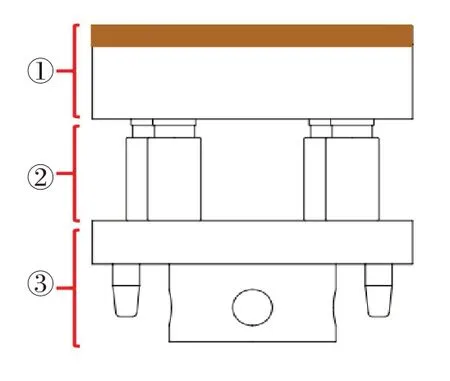
图1 定位装置
①部分为快换装置辅助调试工具A 侧,起到与机器人快换装置机器人侧定位的作用,是与机器人快换装置机器人侧贴合部分,其顶部有5 mm树脂材料(图1中标深色部分),具备缓冲功能,防止其与机器人快换装置工具侧接触不当造成机器人快换装置工具侧损坏,为扩增其快换装置辅助调试工具的通用性,其凹槽部分的定位销控设计为可以调整的。
②部分为快换装置辅助调试工具缓冲装置,由4 个弹性伸缩连杆组成(如图2 所示)。操作员在进行调整机器人位置过程中,机器人快换装置工具侧与快换装置辅助调试工具受力,弹性伸缩连杆向下压缩避免机器人因受外力导致机器人过载,同时机器人操作员可观察弹性伸缩连杆受力方向对机器人方向进行调整,弹性伸缩连杆外表面有刻度,提高了快换装置辅助调试工具的精密性,便于机器人操作员进行机器人快换装置调试。

图2 缓冲装置
③部分为快换装置辅助调试工具B 侧,起到与机器人快换装置工具侧贴合的作用,此部分凸槽具备与机器人快换装置工具侧定位的功能。
3.2 机械结构设计
快换装置辅助调试工具机械结构如图3所示,快换装置辅助调试工具主体通过弹性伸缩连杆5连接在由定位凹槽1、定位销孔2及树脂涂层3组成的快换装置辅助调试工具A 侧4和由定位销7及定位凸槽8组成的快换装置辅助调试工具B侧6的位置。
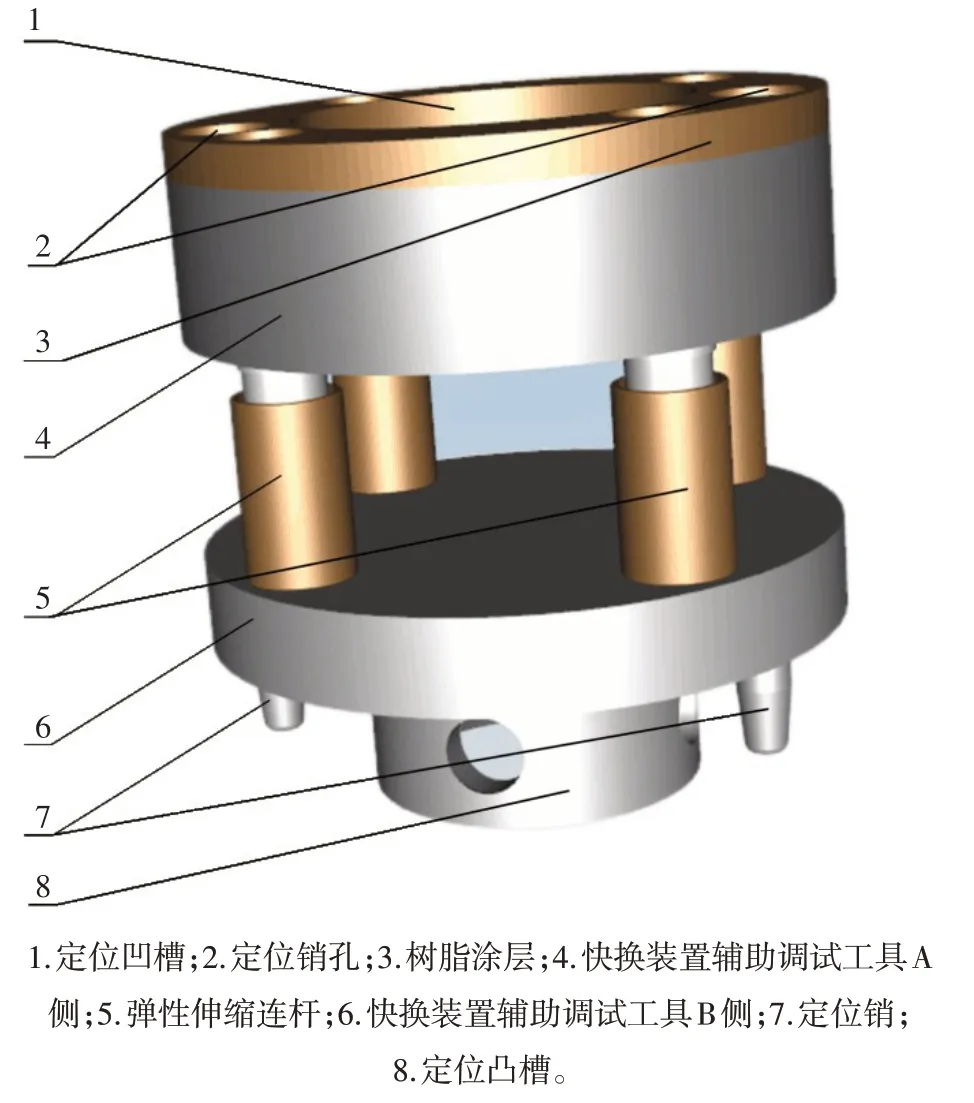
图3 快换装置辅助调试工具机械结构
3.3 快换装置辅助调试工具核心设计
本产品的弹性伸缩连杆是重要的功能性决定装置,由弹簧和定位销组成弹簧销。弹簧作为机构的缓冲和导向装置,其劲度系数k,决定了弹簧的弹性型变量x,决定了快换装置辅助调试工具是否具备其设计功能。
在公式(1)中,m为质量,ρ为密度,V为体积。
快换装置辅助调试工具为铝制产品,其密度为ρ=2.7 g∕cm3。快换装置辅助调试工具A侧由树脂涂层及铝制成,是施加在弹簧上的主要负载,其树脂涂层质量可忽略不计,仅考虑铝制结构的质量。已知半径r为1.2 cm,高度h为2.4 cm,质量m为29.31 g,约等于0.03 kg。
在公式(2)中,m为物体的质量,g 为重力加速度。
快换装置辅助调试工具A 侧质量为0.3 kg,重力加速度g取10 N∕kg,所以弹簧初始受力为0.3 N。
在公式(3)中,F为弹力,k为劲度系数,x为弹性变量。
在公式(4)中,G为线材的刚性模数,即切变模量;d为线径;D0为外径;Dm为中径;N总圈数;Nc为有效圈数[4]。其中,Dm=D0-d,Nc=N-2。
通过公式(1)—公式(4)计算可知,0.3=k*x,其中设定弹簧初始弹性变量为1 mm,其弹簧劲度系数k为0.3 N∕mm,所以弹簧劲度系数k主要与G线材的刚性模数、d线径、D0外径、Nc有效圈数有关[5]。以弹簧常用材料(摘自《圆柱螺旋弹簧设计计算》GB∕T 1239.6—1992)为基础,变换其弹簧材质,即G值(线材的刚性模数),其他参数按照设计设定,其G值与劲度系数K变换规律见表1。弹簧钢(符号SUP6,7,9,9A,10,11A,12,13)G值为8×103,不锈钢丝(符号SUS 302,SUS 304,SUS 304N1,SUS 316)G值为7×103,不锈钢丝(符号SUS 631J1)G值为7.5×103。
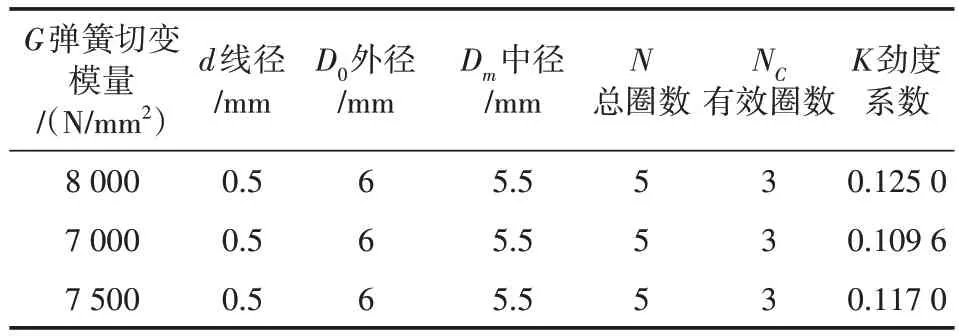
表1 切变模量G值与劲度系数K变换规律
从表2可知,设计参数未能满足需求,因为根据市场常用弹簧材质弹簧钢(符号SUP6,7,9,9A,10,11A,12,13)其G值8×103为固定变量,在不更改产品设计的前提下,不改变产品外径和有效圈数,其线径d与劲度系数K变换规律见表2。
从表1、表2 中可知,最终的弹性伸缩连杆中的弹簧参数为弹簧钢材质,线径0.7 mm,外径6 mm,弹簧长度50 mm,总圈数5,螺距2 mm。
4 应用案例
本研究所设计的简易快换装置辅助调试工具,已应用于笔者所在学校工业机器人技术专业课堂教学中,其具备的缓冲功能、导向功能,将学生快换装置平均调试时间由原来的15 min 降低到目前的5 min,快换装置的碰撞损坏率由原来的32%下降到目前的5%。经应用证明该辅助调试工具大大提高学生实践效率和教师教学质量,目前已在应用推广,并计划进行下一步改造升级。
5 结语
本研究通过对国内外快换装置辅助调试工具的对比,分析了其优劣势,针对当前快换装置调试过程中遇到的实际问题,为此设计一种新型的工业机器人快换装置辅助调试工具。该快换装置辅助调试工具利用弹簧缓冲的原理,解决了因操作人员操作不当造成碰撞所导致的机器人过载或快换装置损坏等问题。并且结合弹簧缓冲连杆受力方向,实现根据受力导向,进一步引导操作人员调整机器人位置,快速完成快换装置调试作业。该工具快换装置的设计过程、制造过程,均采用CAM 软件进行设计和仿真验证,大大降低研发成本,部分元器件为非标采购件,易于推广,有利于解决我国快换装置调试工具空白的问题。
猜你喜欢
装备制造技术(2020年2期)2020-12-14
电子制作(2018年12期)2018-08-01
制造技术与机床(2017年6期)2018-01-19
汽车实用技术(2017年16期)2017-09-21
物理教师(2017年5期)2017-06-09
物理通报(2017年5期)2017-05-18
中学物理·高中(2017年4期)2017-04-27
电子制作(2017年19期)2017-02-02
当代化工研究(2016年6期)2016-03-20
机械工程师(2015年10期)2015-02-02