
预应力张拉锚固体系质量控制及常见故障分析
2009-02-18 04:24禹清泉
中国高新技术企业 2009年2期
摘要:桥梁工程现浇或预制后张预应力梁张拉锚固体系的质量控制,关键是原材料的选用与施工工艺控制。实施张拉过程中,常见故障有断丝、滑丝、回缩,根据产生的原因可采取一些针对性的预防措施。
关键词:预应力锚固;质量控制;常见故障;施工工艺控制
中图分类号:TU378.1文献标识码:A文章编号:1009-2374(2009)02-0166-02
多年来,本人历经了多项重点建设工程的桥梁工程施工,在不断地工程施工实践中总结积累了一些预应力张拉锚固体系质量控制及常见故障分析的点滴经验。
众所周知,后张预应力张拉锚固体系是由锚具和预应力钢筋组合而成,缺一不可。若两者结合和匹配达到最佳状态,其锚固性能就能达到国家标准GB/T14370中规定的一类锚具要求。就目前国内用量最大的逐根独立锚固的夹片式锚具而言,要都能满足这一要求还是有相当距离的,在现实中要做到锚具与钢绞线两者最佳状态的组合和匹配是有很大难度的。由于我国锚具和钢绞线生产的总体水平不高,同时生产厂家众多,生产技术水平的差异,原材料的来源不同和质量不稳定,因此其产品规格、尺寸、生产工艺和性能指标等做不到完全统一,而导致产品质量有较大的差异,从而增加了许多影响锚具锚固性能指标的不确定因素。
以往总认为,锚具的锚固性能检验一旦不合格,主要归咎于锚具的质量不行,只从锚具方面找原因,而忽略了钢绞线对锚具锚固性能的影响,这是片面的。试验证明两方面因素都有,而且有时钢绞线的影响也很突出。
当然,锚具对后张预应力桥梁结构来说是生命线部件,是直接影响到桥梁结构有效预应力的建立和桥梁寿命的重要因素。
一、影响锚具质量的主要因素
(一)材料的选用
材料是锚具产品质量的源头,材料的优劣对锚夹片的影响较大,即是同一钢号,生产厂家不同材质差别很大,而导致锚具生产质量不稳定。
(二)锚具的技术含量很高,生产者必须有资质
不同品种锚具的规格、尺寸和夹片的形式、尺寸、角度、齿形等技术参数都是由设计确定的,技术含量很高,不可随意生产,必须按设计图纸要求加工,生产锚具必须有资质。
(三)锚夹片的热处理工艺和硬度指标
热处理的目的是为了提高锚具零件的硬度,由于热处理工艺的不同,再加之材料选用的差别大,热处理时锚具夹片硬度影响随之增大。国家标准GB/T14370对锚夹片的硬度只规定了要检查和抽样比例,但对具体硬度指标未做具体规定。
二、影响夹片式锚具锚固性能的综合因素
(一)钢绞线对夹片式锚具的影响
1.钢绞线强度的影响。独立锚固的夹片式锚具是按钢绞线极限强度1860Mpa计算的承载力设计的,而目前钢绞线极限强度普遍在1960~2000Mpa之间,其屈服强度已接近1860Mpa,而往往钢绞线的延伸率很难测定,导致钢绞线在夹片切口处容易被剪断。
2.钢绞线的表面硬度影响。通常情况下,钢绞线强度在1860~1900Mpa范围内,而表面硬度为HRC44~48左右,夹片设计硬度为HRC58~64(亦有用HRA标尺,根据硬度不同而采用不同的标尺进行测试,换算关系为60HRA≈20HRC),两者硬度之差≥HRC10以上,其组合与匹配最佳。若夹片的硬度达不到设计要求,两者硬度差 3.钢绞线直径的影响。国家标准GB/T5224对钢绞线的公称直径都明确规定了允许偏差。而夹片锚具的夹片内孔直径尺寸、夹片的锥形角度和锚环内的内孔锥形角度等均按钢绞线的公称直径尺寸设计的。如果都能满足设计要求,锚具零件组装后在预应力受力过程中,其组装零件之间的内摩擦角达到平衡状态,而产生良好的自锚能力。若钢绞线直径超过允许偏差太多,将会破坏这个平衡。而目前钢绞线大部分超标,且都是正偏差,显然对夹片式锚具的锚固性能构成严重影响。 (二)锚具本身质量对其锚固性能的影响 1.锚具锚孔的锥度尺寸和夹片角度尺寸的配合。锚孔的锥度(角度)尺寸和夹片角度尺寸的加工过程是技术含量比较高的过程,若达不到设计要求或超出误差范围,其组合与匹配将达不到最佳状态,不仅影响自锚能力,其锚固性能肯定达不到,而且这个误差很难发现。 2.锚夹片的硬度对锚固性能的影响 (1)夹片硬度的影响,目前夹片硬度的生产控制范围为HRC58~64,若达不到设计硬度指标,则很难锚住。但也不能再提高,否则夹片会开裂甚至碎掉。 (2)锚板硬度的影响,目前锚板硬度生产控制范围为HRC17~30,且有一种降低硬度要求的趋势,甚至对锚板不热处理,但不可取消硬度指标的要求。 (三)安装工艺的影响和初张力的选择 安装工艺十分重要,主要在:(1)不管是二片式或三片式夹片,安装时夹片间隙必须均匀,而且必须采用专用工具敲击紧,否则将会引起夹片跟进不一;(2)为保证预应力束的每根预应力筋的受力均匀,须采取不小于10%的张拉力对每根筋进行预紧,特别是对预应力筋多的预应力束要反复调整,防止不均匀受力中的受力大的预应力筋提前拉断;(3)实施时初张力不得小于20%,初张力过小很难锚住,容易引起预应力筋不均匀滑移,导致受力不均匀。 因此,由上可知,为了使预应力张拉锚固体系达到最完美的理想状态,必须严格控制各影响因素的质量标准。概括起来务求做好以下几点:(1)锚具质量控制,首先生产要有资质,严格按国家标准检测、审验;(2)掌握好锚夹片的硬度控制范围;(3)钢绞线的极限强度上限要限制,强度等级1860Mpa的钢绞线极限强度的上限不能大于1950Mpa。 三、钢绞线张拉常见故障分析与预控措施 (一)工程实施过程中,钢绞线张拉常见的故障有断丝、滑丝、回缩等现象 首先了解一下锚固体系的受力分析,锚具对钢绞线的锚固遵循理论力学中的尖劈原理。 锚环和夹片的受力示意图如下: 图中:P为千斤顶推力,F1为锚环与夹片的接触压力,F2、F3为分力,F4为锚环与夹片之间的摩擦力,f为摩擦系数,F为钢绞线张力,α为锚环锥面倾角。根据静力学原理可得:F1=P/(sinα+fcosα)F2=Pcosα/(sinα+fcosα)F3=Psinα/(sinα+fcosα) 依上式可知:(1)摩擦系数f强烈影响夹片对钢绞线的挤压力,故尽可能地降低锚环和夹片接触面的粗糙度,提高锚具的锚固性能;(2)锥面倾角α,在适当的范围内,越小,挤压力越大。 常见故障产生的原因有:(1)断丝。断丝的发生是下列一种或几种原因的联合作用:1)夹片硬度过大,纹路不均,使某根钢丝断面受损严重;2)预应力管道摩阻力过大,钢丝受力不均;3)钢丝本身存在缺陷。(2)滑丝。有两方面的原因:1)夹片硬度过小,纹路不均,使某根钢丝受挤压力不足;2)钢丝直径不均,偏小。(3)回缩。是由于:1)夹片的硬度不足;2)夹片的纹路尖度不足,纹理过浅;3)夹片外壁及锚环内壁光洁度不足,摩擦力过大,导致挤压力不足。 (二)预防措施 1.保持预应力管道的顺畅,减少摩阻力; 2.选用质量合格的锚具,使用前检查并剔除不合格的锚环和夹片; 3.若锚环与夹片接触面较粗糙,涂抹黄油等润滑剂可有效减小摩擦力; 4.钢绞线与夹片的硬度,合理设定两者的相对硬度是维持咬合力的基础。 四、结语 不言而喻,预应力钢绞线的张拉锚固体系是一项集多行业、多相关工种技术复杂、工艺严密的综合性系统工程。只有严格按照国家有关质量标准,严格遵循相关工序操作规程、规范,并不断深入地试验、研究,增强技术含量、量化有关技术指标,确定各有关质量标准;从而达到各相关因素的最佳状态的组合,并在实践中不断地总结提高,以促进桥梁工程建设事业的飞速发展。 作者简介:禹清泉(1966- ),男,中铁五局三公司工程师。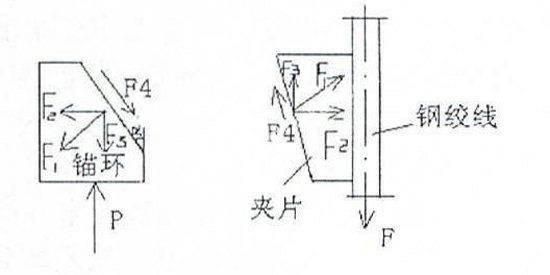
猜你喜欢
哈尔滨铁道科技(2020年2期)2020-11-16
电子制作(2019年23期)2019-02-23
电子测试(2018年1期)2018-04-18
临床医药文献杂志(电子版)(2017年11期)2017-05-17
电子制作(2016年19期)2016-08-24
设备管理与维修(2015年12期)2015-04-09
