双菌分步发酵混糟制水产饲料工艺*
2012-11-21 02:40张健张文学龙秀琼游玲林娜孙传泽刘小彬
食品与发酵工业 2012年9期
张健,张文学,龙秀琼,游玲,林娜,孙传泽,刘小彬
1(宜宾学院生命科学与食品工程学院/宜宾学院发酵资源与应用省高校重点实验室,四川宜宾,644005)2(四川大学轻纺与食品工程学院,四川成都,610065)3(宜宾叙府酒业,四川宜宾,644006)4(重庆啤酒集团宜宾分公司,四川,宜宾,644000)
啤酒糟是啤酒厂原料糖化后产生的副产物,而白酒丟糟是原料经过长时间发酵后的副产物。因此白酒丟糟具有大量菌体残骸与代谢产物,更富有复杂的生长因子。啤酒糟与白酒糟以干物质计约含蛋白质25%(文中未注明均指质量分数)与15%、含粗纤维15%与21%、含脂肪或类脂约6%,还含有多种维生素和十多种氨基酸等组分[1-2]。鉴于酒糟有较丰富的物质成分与低成本,研究人员对于酒糟再利用与回收研究已开展了大量的工作。如利用酒糟生产食用菌、饲料、沼气、酒精、肥料及制取高附加值产品(如制取粗酶制剂)和单细胞蛋白饲料(主要是酵母)[3-4]。
光合菌(photosynthetic bacteria,简称 PSB)富含蛋白质(60%以上)、脂肪、可溶性糖类、胡萝卜素、维生素B及16种氨基酸,还含有辅酶Q10(coenzyme)、抗病毒物质(antibiotic)与促生长因子等。光合菌生命力极强、营养要求低、生长繁殖快、无毒害、无副作用,目前已广泛应用在养殖、种植、医药、环保与化工等各个行业[5-6]。另外,除增加营养、降低饲料系数外,光合菌还可起到刺激动物免疫系统,增强消化和抗病能力,促进机体生长的作用[6]。但由于光合菌大多采用液态培养,因此在养殖业的运用中存在制品不好保藏与运输,且含大量培养基成分,对养殖环境不利[7];如若将保藏菌种现场使用,存在需周期进行扩培的不便。
采用绿色木霉发酵转化木质纤维原料制取酶或饲料已有较多的报道[8-9]。在饲料应用方面,由于蛋白质含量提升不高或纤维素含量降低不够,致使木霉发酵饲料在应用上无论深度与广度上均存在局限。现有研究报道了以沼泽红假单胞菌(Rhodopseudomonas palustris)分别对白酒丟糟与啤酒糟固态发酵转化制取高蛋白饲料的研究[10-11]。但白酒丟糟经过酶降解后经光合菌转化,还存在纤维素含量较高达不到鱼饲料一般标准的缺陷[10]。而采用纤维素酶降解啤酒糟,虽然纤维素与蛋白质含量能达到鱼饲料的一般标准[11],但成本较高。利用绿色木霉、光合菌两步发酵混糟制取固态鱼饲料,目前未见相关报道。
本试验利用白酒丢糟含有丰富复杂的生长因子,把啤酒糟与白酒丟糟结合起来,把绿色木霉与光合菌结合起来,对其发酵工艺进行研究与串联,为制备高蛋白、低纤维素的活性光合菌鱼饲料奠定基础。
1 材料与方法
1.1 菌种与培养基
光合菌(PSB):在重庆啤酒集团宜宾分公司的糖化车间啤酒糟排水沟中分离得到,鉴定为沼泽红假单胞菌(Rhodopseudomonas palustris)。绿色木霉(Trichoderma viride):购于中国普通微生物菌种保藏中心,编号为 3.3711。光合菌种子培养基[12]:MgSO4·7H2O(0.2 g)、NH4Cl(1 g)、Na2CO3(4 g)、K2HPO4(0.3 g)、NaCl(0.5 g)、CH3CH2OH(3 g)、蛋白胨(1.5 g)、酵母膏(1 g)、H2O(定容至1 000 mL)。绿色木霉活化培养基:PDA固态培养基(土豆汁200 g,葡萄糖20 g,琼脂15 g,蒸馏水定容至1 000 mL)。
1.2 原料与主要试剂
啤酒糟:重庆啤酒宜宾分公司提供(80℃干燥成干糟),水分 9.8%,粗蛋白质 24.7%(真蛋白17.4%),粗纤维 15.5%,粗脂肪 5.9%,粗灰分3.9%,总磷0.7%;白酒丟糟:四川宜宾叙府酒业提供(80℃干燥成干糟),水分10.1%,粗蛋白质14.3%(真蛋白11.9%),粗纤维21.6%,粗脂肪5.5%,粗灰分14.4%,总磷0.5%。
氨水(AR,成都市科龙化工试剂厂);H3PO4(AR,成都市科龙化工试剂厂);氮气(工业级,成都旭源化工有限责任公司)。
1.3 方法
1.3.1 试验流程
(1)鲜糟干燥与检测。分别从啤酒厂、白酒厂提取新鲜酒糟置于电热恒温鼓风干燥箱中,80℃恒温至恒重得干糟,并将两种干糟粉碎过40目筛,测定两种酒糟的主要成分。
(2)酒糟预处理。以一定比例混合两种干酒糟,称取500 g干混糟于不锈钢耐压容器中,加入500 mL 0.8%(v/v)氨水拌匀,密闭沸水浴(100℃)处理2 h,得氨化糟;用1%H3PO4调节氨化糟pH至一定值,接入绿色木霉发酵剂,在图1的发酵装置中,采用二阶段变温发酵方法得绿色木霉发酵糟。80℃恒温至恒重得干木霉发酵糟,测定其纤维素含量。用0.8%(v/v)氨水调节绿色木霉发酵糟pH至7.2,置于电炉上保持微沸蒸煮30 min,冷却至室温得蒸煮糟。
(3)光合菌二次发酵[10-11]。按10%接种量接种光合菌发酵剂于蒸煮糟中,并加入无菌水,控制加水比1∶9(干糟g∶水g),在光合菌厌氧发酵装置中通入过量氮气造成厌氧条件,在光照强度1 000 Lx、温度30℃、料层厚度4 cm条件下进行发酵转化,每日观察酸度变化,用0.8%(v/v)氨水调节pH至7.2,发酵5天取样,得发酵醪样品。
(4)样品检测。将所得的发酵醪在电热恒温鼓风干燥箱中80℃恒温干燥至恒重,冷却后测指标。

图1 绿色木霉通风发酵装置
1.3.2 发酵剂制备
将绿色木霉接种于PDA固态培养基上,于温度30℃、4 d斜面活化3次。挑取单菌落转接到三角瓶PDA液体培养基中,于28℃、摇床转速160 r/min扩大培养4 d。后分出培养液按10%(w/w)接种量接种于已灭菌的250 g蒸煮混糟中(啤酒干糟g∶白酒丟干糟g为1∶1),采用图1的装置进行第1次扩培,通气量45 mL/min,温度28℃;第2、3次扩培方法与第1次相同,以第3次扩培后的糟液作为木霉发酵剂。光合菌发酵剂制备与发酵方法同文献[10-11],而采用的扩培蒸煮糟为混糟[m(啤酒干糟)∶m(白酒丟干糟)为1∶1]。
1.3.3 绿色木霉发酵试验
绿色木霉通风发酵罐(图1)由不锈钢圆筒体(直径10 cm,高12 cm)、不锈钢上盖板(加有螺栓)、中空不锈钢通气管、下部空气分布盘与上部空气导出管组成。当混糟在筒体中发酵时,料层厚度取9 cm。
按试验流程,绿色木霉发酵阶段有9个因素需要确定:干糟比(啤酒干糟与白酒干丟糟的质量比),料水比(干混糟与水的质量比)、木霉接种量(%,w/w)、起始pH、第1阶段发酵温度(℃)、第1阶段发酵时间(d)、第2阶段发酵温度(℃)、第2阶段发酵时间(d)、通风量(mL/min)。以干木霉发酵糟纤维素含量为评价指标,采用Plackett-Burman法筛出显著因子,再采用最陡爬坡法确定筛出因素的中心点,以此中心点进行中心组合设计(central composite design)的响应曲面分析。将得到的绿色木霉发酵优化参数重新进行验证试验,进行光合菌二次发酵,分析饲料的6个指标。
1.3.4 分析方法
酒糟、发酵干混糟真蛋白含量采用沉淀法[13]与凯氏定氮法[14];酒糟与发酵干混糟粗蛋白、粗脂肪、粗灰分、总磷、粗纤维、水分测定分别按GB/T 6432-1994、GB/T 6433 - 2006、GB/T 6438 - 2007、GB/T 6437-2002、GB/T 6434-2006、GB/T 6435-2006进行。Plackett-Burman设计、中心组合设计(Central Composite Design)以及响应曲面法采用Design expert软件进行(版本8.05b)。每组试验重复2次,以平均值做为分析数据,样品之间显著性差异采用SPSS(版本19.0)软件检验。
2 结果与分析
2.1 显著因子筛选
绿色木霉发酵阶段的9个因素按Plackett-Burman法(设立了2个空白项)确定的高低水平与试验结果见表1。用Design expert软件进行结果分析表明,干糟比、料水比、第1阶段发酵时间(d)与通风量(mL/min)是在9个因素中的4个显著影响因子(P<0.05),而其他因素的影响不显著(P>0.05),而所用模型是有显著意义的(P<0.05)。因此,干糟比、料水比、第1阶段发酵时间与通风量由于原料、发酵工艺变化,存在较明显的研究不足,需要进一步深入研究与优化。
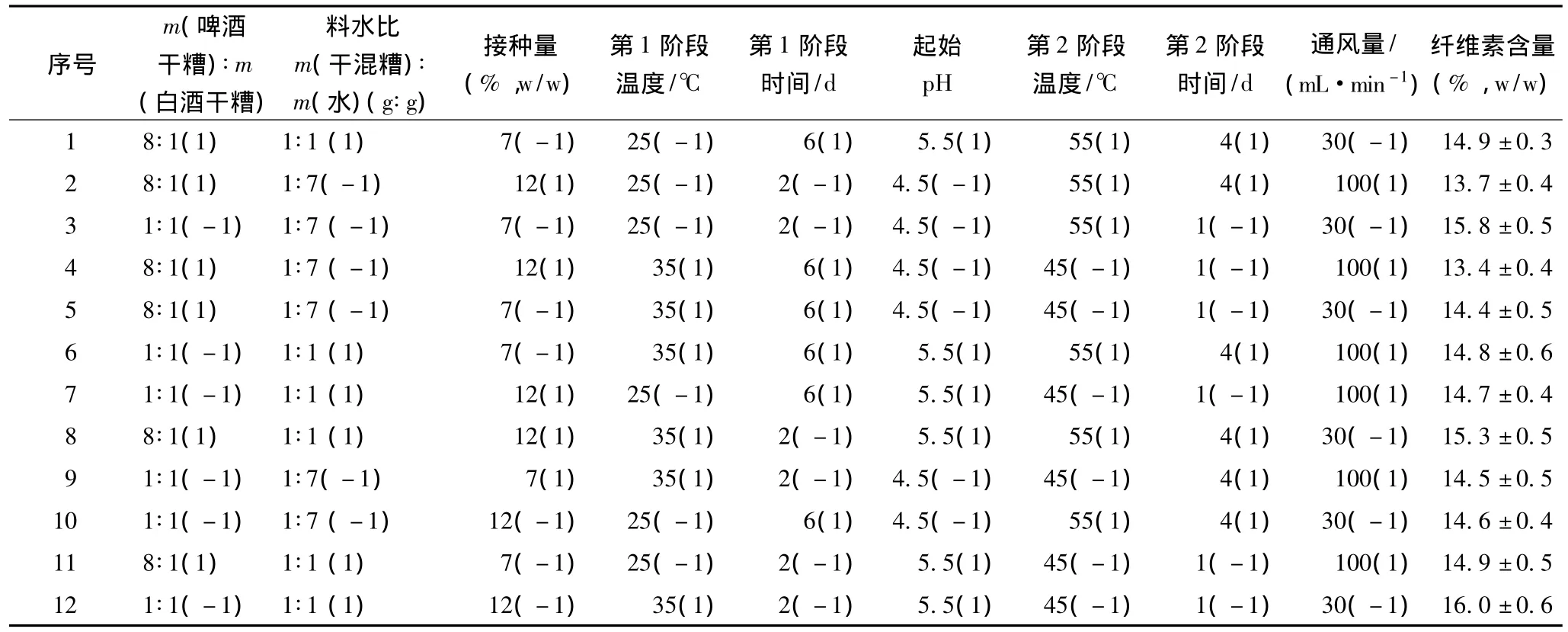
表1 Plackett-Burman法试验结果
2.2 中心水平的确定
根据Plackett-Burman法试验结果,木霉接种量(%,w/w)、起始pH、第1阶段发酵温度(℃)、第2阶段发酵温度(℃)、第2阶段发酵时间(d)5因素取Plackett-Burman设计中的中值水平,干糟比、料水比、第1阶段时间(d)与通风量(mL/min)4因素的最陡爬坡法设计与结果见表2。

表2 爬坡试验设计与结果
鉴于在Plackett-Burman法试验中有干糟比、一阶段时间与通风量3因素的模型系数均为负数,要使纤维素含量降低,采用这3因素均正向增大的爬坡配组设计;而因素料水比的模型系数为正数,采用此因素正向减少的爬坡配组设计。从表2可以看出,当干糟比为(2∶1)~(3∶1)、料水比为(1∶2)~(1∶3)、1 阶段时间4~5 d、通风量70~90 mL/min时,木霉发酵干混糟纤维素含量显著降低(P<0.05),这4个因素分别取2.5∶1(g∶g)、1∶2.5(g∶g)、4.5 d 与 80 mL/min做为进一步中心组合试验设计的中心水平。
2.3 中心组合设计及其响应曲面分析
根据最陡爬坡法确定的中心点,4因素5水平的中心组合设计的试验结果见表3(α水平取2)。为便于方程处理,干糟比与料水比(转化为水料比,水g∶干混糟g)直接用数字值表示。
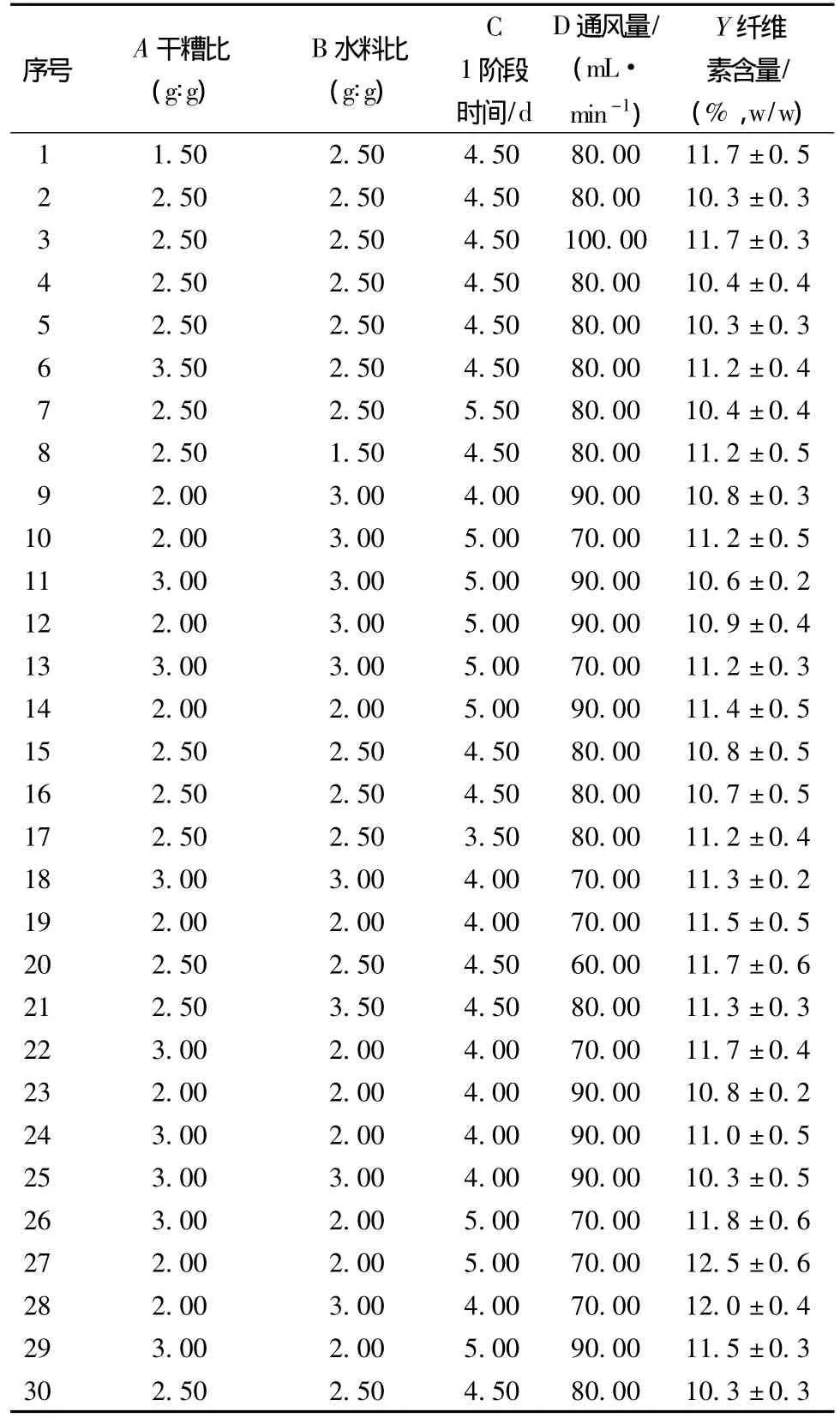
表3 中心组合设计试验结果
得到的二次线性回归方程为:


式中,Y—纤维素含量(%);A—干糟比(啤酒干糟g∶白酒丢干糟g);B—水料比(水g∶干混糟g);C—一阶段时间(d);D—通风量(mL/min)。该模型显著性P(prob>F)为0.015 4<0.05,相关系数R2为0.751 3,失拟项P(prob>F)为0.064 6>0.05不显著,因此方程具有显著意义,可做为响应值的预测。另外,通过方差分析,方程中D、A2、B2、D2各项具有显著性(P<0.05),而其余项不显著。
图2给出了响应面曲面图与相应等高线。从中可以看到,当干糟比A、水料比B、一阶段时间C与通风量D在考察水平范围内,可使响应面出现“兜底”。通过对方程优化,当干糟比A为2.67,水料比B为2.88,1阶段时间 C为4.82 d、通风量 D为83.16 mL/min时,绿色木霉发酵干糟的纤维素含量可为最低预测值10.2511%。用以上4因素优化参数,重新进行木霉发酵2次,实际发酵干糟的纤维素含量为(9.9±0.3)%,均值比预测值低。但若考虑预测值的相对偏差(取平均值0.4%),这种差别实际上无显著意义(P<0.1)。另外,鉴于在建模过程中未考虑各项因素严重的交互作用,因此也可能造成实测值与预测值之间的差别。
2.4 光合菌二次发酵
按以上绿色木霉试验结果的优化组合,重新按1.3.1节步骤进行光合菌二次发酵,发酵后干混糟化学成分结果见表4。

表4 发酵干混糟化学成分与鱼饲料标准对比(%,w/w)
从发酵干混糟蛋白(真蛋白38.4%,粗蛋白43.9%)、纤维素、水分、粗脂肪、总磷、灰分等6个含量指标来看,啤酒糟与白酒丢糟的混合物经过光合菌的转化后,已达到我国草鱼鱼种饲料标准的化学成分要求,而发酵干混糟粗蛋白质含量已达到了草鱼鱼苗对饲料蛋白质含量要求。发酵干糟的纤维素含量已经从绿色木霉发酵后的9.9%降低至5.9%,如进一步降低发酵干糟纤维素含量1%,这6个指标即可达到草鱼鱼苗饲料的标准。发酵干混糟与罗非鱼饲料标准对比来看,6项指标含量也已达到了罗非鱼鱼种饲料标准,纤维素含量与鱼苗标准还有3%的差距。另外,白酒丢糟经过木霉与光合菌发酵转化,除蛋白质大量增加外,粗脂肪增加了2.4%,总磷含量增加了2倍多。

图2 响应曲面图
3 讨论
试验中发现,绿色木霉在以纯啤酒糟做发酵基质时生长不足,而以纯白酒丟糟做发酵基质时能大量生长。因此,以啤酒糟为主要原料时,考虑添加白酒丟糟作为辅料,促进绿色木霉大量生长是使原料中纤维素降解的首要前提。从本绿色木霉半固态通风发酵条件优化结果来看,第1阶段30℃低温发酵主要促进绿色木霉生长与产酶,在绿色木霉适合温度范围[15-16];第2 阶段提高温度至50 ℃发酵2.5 d,此为纤维素酶作用适合的温度与作用时间范围[17];pH5.0在木霉生长及其分泌的纤维素酶作用的合适酸度范围[18],这几个因素即使在本工艺条件下基本与其它文献研究结果相符,因此即使原料与工艺发生一定变化,绿色木霉及其酶特性基本未发生显著变化。
绿色木霉液态通风深层发酵研究方面,文献报道一定量的氮源或碳氮比是绿色木霉生长与分泌一定浓度纤维素酶的重要前提[19-20],而 Malik 等[19]发现,硫酸铵是一种对绿色木霉发酵较好的氮源,但本研究采用氨水浸泡再用磷酸调节酸度,试验证明既补充了氮源也提高了饲料总磷含量。在绿色木霉固态发酵方面,Kiro[21]用一种浅盘发酵方式用绿色木霉转化经碱处理的麦秸提高饲用价值与产纤维素酶,但这种浅盘发酵方法不便于大规模生产,而且蛋白提升不高、纤维素降低不够使饲料应用不广。Iyayi和Ad-erolu[9]利用绿色木霉固态发酵转化啤酒糟(BDG)14 d以提高其饲用价值,可使蛋白质含量提高87%与降低粗纤维含量35%,但未说清发酵工艺,而且按这种蛋白质增加率与纤维素降解率也达不到水产养殖行业饲料要求。张健等[10]采用纤维素酶对白酒丟糟先进行酶解,再进行光合菌发酵转化,虽然一定程度上提高了饲料饲用价值,但其饲料纤维素含量仍然较高。绿色木霉发酵在本试验条件下取得了比单纯加酶好的降解效果,除跟混糟的使用降低了原料纤维素含量有关,也可能跟绿色木霉在生长过程中破坏了木质纤维原料中纤维素、木质素、半纤维素之间的缔合作用,从而使分泌出的纤维素酶增加了可及度,产生好的降解效果有关。另外,有大量文献研究了混菌发酵方式(其中有绿色木霉)转化木质纤维原料的工艺[22-23],但目前也未见显著的应用进展。
本试验首先加入氨水进行原料预处理再用磷酸调节合适酸度,使绿色木霉的生长、纤维素酶的分泌与饲料价值的提升等综合在一起;采用通风半固态发酵方式,使绿色木霉发酵缩短了发酵时间而使粗纤维含量降低了42%,进而再采用光合菌二次发酵,可使真蛋白质升高达139%,纤维素下降66%,因此本发酵工艺具有较强的工业化应用前景,为进一步开发出“酒糟光合菌活性生物蛋白饲料”奠定了重要的基础。当然扩大光合菌发酵糟在水产养殖中应用的关键因素,还需要进一步降低粗纤维含量;对微量元素、维生素与氨基酸进行分析与调整;研究后处理工艺;研究饲料对鱼生理的影响与饲料应用品质;探讨工业化生产路径等。
4 结论
(1)采用热氨水浸泡、绿色木霉降解等对啤酒糟与白酒丢糟混糟进行预处理,再利用沼泽红假单胞菌厌氧发酵转化混糟,提高了混糟的水产饲用价值,可制取质量较高的鱼饲料。
(2)啤酒干糟与白酒丢干糟之比为2.67∶1(g∶g),料水比为1∶2.88(干混糟g∶水g)、接种量为9.5%(w/w)、发酵初始pH为5.0、发酵前期温度30℃维持4.82 d、发酵后期50℃维持2.5 d、料层厚度为9 cm、通风量83.2 mL/min时,绿色木霉降解混糟的效果好,粗纤维素含量可从17.2%(w/w)下降至9.9%(w/w)。
(3)经光合菌第2次发酵后,干混糟粗蛋白含量可达43.9%(w/w)(真蛋白含量38.4%)、纤维素含量5.9%(w/w)、粗脂肪8.1%(w/w)、粗灰分7.8%(w/w)、总磷1.3%(w/w)、水分含量 9.8%(w/w),6项指标达到“中华人民共和国水产行业标准”罗非鱼鱼种配合饲料化学成分的标准(SC/T1025-2004)。
总之,啤酒糟与白酒丢糟的混糟经过绿色木霉与光合菌两次发酵转化,更加适宜于作为鱼饲料,提高了啤酒糟与白酒丢糟的饲用价值。
[1]王家林,王煜.啤酒糟的综合利用[J].酿酒科技,2009(7):99-102.
[2]王肇颖,肖敏.白酒酒糟的综合利用及其发展前景[J].酿酒科技,2004(1):65-67.
[3]Mussatto S I,Dragone G,Roberto I C.Brewers’spent grains:generation,characteristics and potential applications[J].Journal of Cereal Science,2006,43(1):1 -14.
[4]邓鹜远,罗通.宜宾酒糟综合利用[J].四川师范大学学报(自然科学版),2004,27(3):320 -322.
[5]徐成斌,孟雪莲,马溪平,等.光合细菌的特性及其在产业中的应用[J].现代农业科技,2010(9):11-12.
[6]Sasaki K,Watanabe M,Suda Y,et al.Applications of photosynthetic bacteria for medical fields[J].Journal of Bioscience and Bioengineering,2005,100(5):481 -488.
[7]夏辉,谢全彪.光合细菌在水产养殖中应用的研究进展[J].孝感学院学报,2008,28(3):100 -103.
[8]Peitersen N.Production of cellulase and protein from barley straw by Trichoderma viride[J].Biotechnol Bioeng,1975,17(3):361-374.
[9]Iyayi E A,Aderolu Z A.Enhancement of the feeding value of some agroindustrial by-products for laying hens after their solid state fermentation with Trichoderma viride[J].African Journal of Biotechnology,2004(3):182-185.
[10]张健,罗辉,张超,等.光合菌发酵白酒丢糟条件研究[J].饲料工业,2011,32(7):41 -45.
[11]张健,冯学愚,刘小彬,等.光合菌发酵啤酒糟制鱼饲料工艺优化[J].农业工程学报,2011,27(8):387-93.
[12]Kim J K,Lee B K,Kim S H,et al.Characterization of denitrifying Photosynthetic Bacteria isolated from Photosynthetic sludge[J].Aquacultural Engineering,1999,19(3):179-193.
[13]武英利.沉淀法测定饲料真蛋白质条件的优化[J].饲料广角,2009(8):35-38.
[14]吴国峰,李国全,马永强.工业发酵分析[M].北京:化学化工出版社,2006.
[15]Sukaryana Y,Atmomarsono U,Yunianto V D,et al.Bioconversions of palm kernel cake and rice bran mixtures by Trichoderma viride toward nutritional contents[J].Internat J of Sci and Eng,2010,1(2):27-32.
[16]明红梅,霍丹群,周健,等.丢糟混菌发酵生产蛋白饲料的研究[J].安徽农业科学,2010,38(20):10 739-10 742.
[17]李兴江,郑志,姜绍通,等.利用木霉与根霉两步发酵秸秆制备L-乳酸研究[J].菌物学报,2009,28(3):445-450.
[18]杨培周,姜绍通,郑志,等.4种工业微生物产纤维素酶酶学特性的比较研究[J].可再生能源,2011(4):72-75.
[19]Malik S K,Mukhtar H,Farooqi A A,et al.Optimization of process parameters for the biosynthesis of cellulases by Trichoderma viride[J].Pak J Bot,2010,42(6):4 243-4 251.
[20]Gautam S P,Bundela P S,Pandey A K,et al.Optimization of the medium for the production of cellulase by the Trichoderma viride using submerged fermentation[J].International Journal of Environmental Sciences,2010,1(4):656-665.
[21]Kiro M.Application of solid-state fermentation for cellulase enzyme production using Trichoderma viride[J].Perspectives of Innovations, Economics & Business,2010,5(2):108-110.
[22]Vyas A,Vyas D.Production of fungal cellulases by solid state bioprocessing of groundnut shell wastes[J].Journal of Scientific& Industrial Research,2005,64:767-770.
[23]钟世博,赵建国,朱中原.混种固态发酵大曲酒糟生产蛋白饲料研究[J].粮食与饲料工业,2000(11):23-25.
猜你喜欢
现代畜牧科技(2021年5期)2021-07-20
现代畜牧科技(2021年5期)2021-07-20
湖南农业大学学报(自然科学版)(2021年3期)2021-07-02
大众投资指南(2020年10期)2020-07-24
食品与机械(2019年1期)2019-03-30
流行色(2018年10期)2018-03-23
数学小灵通·3-4年级(2017年12期)2018-01-23
山东青年(2016年2期)2016-02-28
中国资源综合利用(2016年12期)2016-01-22
农村农业农民·B版(2015年9期)2015-10-16