
壁纸收卷机张力控制系统设计与实现
2013-03-30 06:09杨旭东孙晓朋戴广永徐海亭
机械与电子 2013年2期
杨旭东,孙晓朋,王 俊,戴广永,徐海亭
(西北工业大学机电学院,陕西 西安 710072)
0 引言
在印刷、纺织、造纸及铜箔等行业中,收卷机有着广泛的应用。收卷是利用电机驱动芯轴,将连续运行的带状或丝状材料卷绕到芯轴上。卷取过程中,对材料张力的控制至关重要,如果张力控制不合适,将产生菊芯、抽芯、打折和串卷等问题,影响产品的品质及产品的后续加工[1]。
在壁纸生产过程中,原纸经涂布、印刷、压花和烘干等工艺流程后,最终需要卷取成卷,以便存储、运输及进一步加工。收卷过程中的速度、卷径大小均存在着较大范围的波动,因此,整个系统是一个张力和速度相耦合的系统[2-4]。实践证明,收卷过程中如果保持恒张力,将出现串卷等缺陷。为实现良好的收卷效果,收卷张力必须随着卷径的变化而改变,实现变张力控制,这样才能保证所收料卷的品质。
1 壁纸收卷机机械结构及工艺要求
单工位壁纸收卷机的机械结构如图1所示。壁纸经印刷、压花和烘干后,最终经冷却辊引出,经过棍1、摆棍、过棍2和过棍3后缠绕到收卷棍上。壁纸张力的产生是由于收卷棍和主机存在一定的线速度差,并且此差值的大小决定张力的大小。壁纸产生的张力作用到摆辊上,其方向与气缸作用到摆棍上的力相反。当壁纸作用到摆棍上的力和气缸作用到摆棍上的力大小相等时,摆棍将处于中间位置,此时气缸压力的大小即反映出壁纸张力的大小,因此,可以通过检测摆棍的位置和控制摆棍气缸压力的大小,来检测和控制壁纸张力的大小。

图1 单工位壁纸收卷机机械结构
2 壁纸收卷机控制系统分析与设计
2.1 控制系统总体方案设计
根据对壁纸收卷机机械结构及工艺要求分析,最终确定采用PLC为控制系统核心,触摸屏为人机界面,变频电机及变频器、低摩擦气缸和电控比例阀为执行元件,以及精密电位器为反馈元件构成张力闭环控制系统,控制系统结构如图2所示。
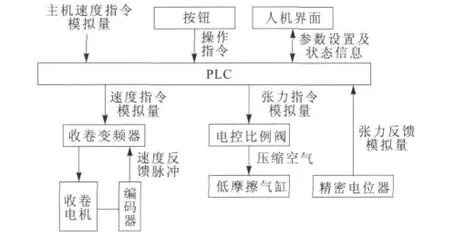
图2 控制系统结构
PLC为控制系统核心,它采集生产线主电机变频器模拟量,监视输出端口输出的当前转速信号,并将其作为控制系统的基准速度,与从精密电位器反馈回的张力信号一起进行张力控制运算。根据预定的运算规则,计算出当前收卷直径,以及此刻对应的张力控制量,经D/A转换后传送给摆棍气缸的电控比例阀,控制摆棍气缸的压力,从而控制壁纸张力的大小,以此实现根据收卷直径来改变收卷张力基值的目的。同时根据基准速度和精密电位器的反馈值,利用PI控制算法,计算出收卷电机的当前控制量,经D/A转换后传送给收卷变频电机的变频器,以控制收卷的速度及维持此时张力的稳定。利用由触摸屏构成的人机界面,实现对收卷锥度起始张力、结束张力和锥度起始直径等参数的设定,收卷电机P值表的初始化,以及对当前收卷直径和摆棍精密电位器状态的监视。
2.2 张力控制主要算法分析及其PLC程序编写
根据对壁纸收卷机机械结构和工艺要求的分析,为了实现收卷过程中张力的稳定控制,结合控制系统的结构,完成了控制系统控制程序的编写与调试。在控制程序中,核心部分包括随卷径变化进行的变张力控制算法和为实现张力稳定而进行的速度PI控制算法。
2.2.1 张力控制算法分析及其PLC程序编写
经验和工艺分析表明,在收卷过程中,收卷张力必须随着卷径的增大而逐渐减小,这样才能保证最终的收卷整齐。如果收卷张力不合适,将造成串卷等缺陷,影响后续加工及最终产品质量。调试过程中,经多次试验,得出能获得较佳收卷品质的气缸压力值与卷径之间的关系曲线如图3所示。

图3 收料直径与气缸压力的关系
由图3可知,在收卷起始阶段,摆棍气缸压力,即收卷张力随卷径变化比较平缓,当卷径到达300 mm后,气缸压力随卷径变化的速度加快,由此可得出收卷张力与卷径基本成折线关系。根据所采集的数据,可用分段折线来近似逼近规律曲线,即。

D为当前收卷直径;p为与此直径对应的气缸压力值。根据式(1),编写PLC控制程序,并进行收料锥度起始直径、收料锥度结束直径、收料锥度起始张力和收料锥度结束张力等相关参数的设定。PLC控制程序共可分为2部分,一部分为当收料直径大于等于100mm,小于等于300mm时,与式(1)中第一段对应;另一部分为当收料直径大于300mm,小于等于1 000mm时,与式(1)中第2段对应。以收料直径大于等于100mm,小于等于300mm时为例,编写控制程序如图4所示。

图4 张力控制的梯形图
程序中,首先根据第1部分的起始张力和结束张力以及其直径变化量,计算出此部分张力相对于直径的变化率,然后根据收料的当前直径和收料起始直径之差,计算出对应此直径之差的张力增量,再加上起始张力即可得出当前收卷直径对应的张力值。收料直径大于300mm,小于等于1 000mm时的控制程序与此相似。
至此,控制系统即可根据当前收卷直径的值,控制摆辊气缸的压力,以此来控制收卷过程中的张力大小,满足收卷张力随收卷直径进行变化的工艺需求。
2.2.2 速度控制算法分析及其PLC程序编写
收卷过程中,纸张张力是由于收卷辊速度和主线速度存在线速度差而产生的,因此,如要控制张力,在不考虑纸张特性变化的前提下,可通过控制收卷辊的速度来实现。在张力控制系统中,当摆辊气缸压力,即收卷张力给定时,通过利用摆辊反馈回的张力偏差信号,进行PI运算,来调节收卷辊的速度,从而保持纸张张力的恒定。
传统PI控制器模型的数学表达式为[5]:

计算机是一种采样控制,只能根据采样时刻的偏差值计算控制量,因此,式(2)中的积分不能直接使用,需要进行离散化。离散化后的数学表达式为:

K为采样序号;u(k)为第k次采样后的PI调节量;e(k)为第k次采样的电压偏移量;KP为第k次采样时的比例系数;KI为第k次采样时的积分系数。
利用离散化后的数学模型,即可计算出每个扫描周期后的PI调节量,然后与收卷电机的主控制量相加,再经圆整后作为收卷电机的总控制量,来控制收卷电机的速度。据此编写的控制程序如图5所示。
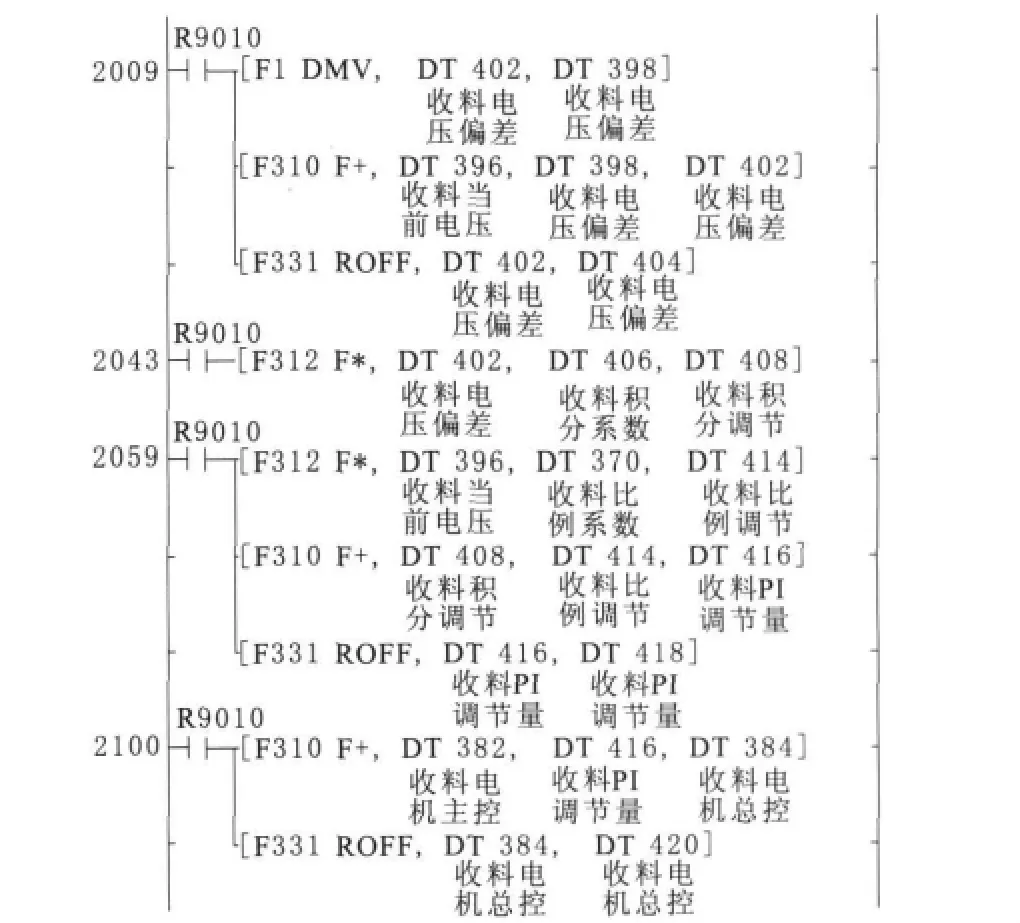
图5 速度控制的梯形图
另外,在收卷运行过程中,由于收卷卷径变化范围较大,所以利用单一固定的比例系数KP,难以满足整个收卷过程中对张力稳定控制的需求。在收卷机控制系统中,为了满足整个收卷过程中对张力的稳定控制,利用查表法,使比例系数随卷径而变化。
要实现比例系数查表变化,首先要建立需查询的比例系数表。通过在PLC中分配一段连续的内存地址,采用一维存储的方式建立比例系数表。在收卷机控制系统上电时,利用触摸屏的初始化宏程序,将预先设定好的比例系数表写入PLC分配的连续内存地址,其宏程序如下:

在PLC程序中,根据收料的当前直径,经过计算得出对应当前收料直径的比例系数所在的内存地址,然后根据此地址将其取出,用于对收卷电机的PI控制,据此编写的PLC控制程序如图6所示。
这样,在整个收卷过程中,就可以根据收卷卷径的变化查得对应的比例系数,使此PI控制器满足收卷过程中各个卷径的张力控制需求。

图6 比例系数查表的梯形图
2.3 触摸屏画面设计及程序编写
人机界面是人与机器传递、交互信息的重要媒介和接口,是一台设备控制系统的重要组成部分。良好的人机界面不仅能够完成数据写入、状态读取等人与机器进行信息交互的功能,还能够给操作人员带来愉悦的工作心情,因此,一个友好的人机界面对控制系统有着极其重要的作用。
在收卷机控制系统中,采用触摸屏作为人机交互的界面,以完成锥度起始直径、锥度结束直径、锥度起始张力和锥度结束张力等参数的输入,以及当前直径、摆辊状态等收卷参数的读取监视等功能,使操作人员能够实时掌握当前的收卷状态。因此,控制系统的人机界面主要有起始画面、收卷设定画面等界面。
在触摸屏操作界面上,操作人员可以对收卷的起始直径、收卷锥度起始直径、锥度起始张力、锥度结束直径和锥度结束张力等参数进行设定,同时可实时监视当前的收料直径和收料摆辊的状态,及时了解收卷的运行情况。
3 结束语
壁纸收卷机对张力稳定性有着较高的要求,其控制精度直接影响产品的质量。分析了收卷过程中张力产生的原因及对张力的要求,设计了一套由PLC、触摸屏、精密电位器和电控比例阀构成的闭环变张力控制系统。生产实践表明,控制系统能够很好地满足壁纸收卷机收卷过程中对张力的要求。
[1]吴慧明,王 昕.铜箔卷绕的恒张力控制系统研究[J].传感器与微系统,2008,27(3):12-17.
[2]郑海林,赵 霞,王 炯,等.收卷张力控制系统的设计与实现[J].自动化与仪表,2012,27(3):33-35.
[3]杜汉强,张广文.基于模糊自适应PID控制器的张力控制系统[J].包装工程,2008,29(1):90-91,107.
[4]刘皓春,肖 超.凹版印刷机张力控制系统的研究[D].武汉:武汉理工大学,2010.
[5]陶永华.新型PID控制及其应用[M].北京:机械工业出版社,2002.
猜你喜欢
橡塑技术与装备(2021年12期)2021-06-24
机电工程(2021年3期)2021-03-23
装备制造技术(2020年4期)2020-12-25
文化产业(2019年6期)2019-09-11
家居廊(2019年10期)2019-09-10
现代装饰(2018年5期)2018-05-26
电脑爱好者(2017年5期)2017-05-04
中老年健康(2017年2期)2017-03-15
塑料包装(2014年1期)2014-11-29
武夷学院学报(2014年5期)2014-07-19
