
Ni-M o-Cr-V 材料焊接回火脆性浅析
2013-06-01 12:29张从平曹天兰徐永峰
东方汽轮机 2013年1期
钟 玉 张从平 曹天兰 梁 刚 徐永峰
(东方汽轮机有限公司, 四川 德阳, 618000)
Ni-M o-Cr-V 材料焊接回火脆性浅析
钟 玉 张从平 曹天兰 梁 刚 徐永峰
(东方汽轮机有限公司, 四川 德阳, 618000)
文章研究了 Ni-Mo-Cr-V 锻件材料经不同的热处理过程后焊缝金属冲击韧性变化情况, 并通过投射电子显微镜观察及回火脆性敏感系数 J、 X 计算分析。 试验结果表明, 在锻件材料和焊材中杂质元素及合金元素的共同作用下, 焊缝金属热处理后晶界处析出物为 Fe3C 或合金渗碳体, 降低了焊缝金属的韧性; 焊缝金属回火脆性敏感系数 J、 X 数值大大增加,增加了其产生回火脆性的概率。
热处理;回火脆性;晶界;敏感系数
0 引言
目前, 大多数电站设备制造公司采用 Ni-Mo-Cr-V 系钢作为汽轮机转子及轮盘材料, 由于转子尺寸大,为了避免产生较大的内应力,回火后不能采用空冷、水冷以及油冷工艺,因此,转子锻件经长期回火和缓冷后,产生回火脆性现象。回火脆性除了使韧性降低外,还使塑脆转变温度升高,断裂韧性降低,氢致裂纹和应力腐蚀敏感性增加。
转子锻件通过严格控制回火脆性敏感系数J与X来改善锻件回火脆性,就目前而言,一般要求控制 J≤150 (%) 与 X≤15ppm, 更严格要求控制在 J≤100 (%) 与 X≤10ppm。
J= (Si+Mn) × (P+Sn) ×104
X= (10P+5Sb+4Sn+As) ×10-2
Ni-Mo-Cr-V 系钢焊缝合金成分为基材与焊材的混合,其焊缝金属同样具有回火脆性产生的可能性。 因此, 本文就 Ni-Mo-Cr-V 材料焊接后焊缝金属是否会产生回火脆性,回火脆性属于第一类还是第二类回火脆性,以及产生回火脆性的原因进行了浅析, 对掌握 Ni-Mo-Cr-V 材料的焊接特性以及指导生产具有一定的意义。
1 试验条件
1.1 试验材料
本次试验, 采用以 Ni-Mo-Cr-V 为主要合金元素的低合金珠光体耐热钢进行试验,其材料化学成分检测值见表1, J=45.6(%); X=4.95 ppm。
同时,选择了与该母材相匹配的焊材,其焊材 化 学 成 分 检 测 值 见 表2, J=136 (% ) ; X=7.8 ppm。

表1 Ni-Mo-Cr-V 钢化学成分 (w t%)

表2 焊材化学成分 (w t%)
1.2 焊前准备
将 Ni-Mo-Cr-V 珠光体耐热钢板按图1 进行加工。
为了保证预热温度的可靠性及均匀性,将加工好的试板点焊固定在大厚底板上, 并按图1 (a)在坡口两侧 5~10mm 范围各布置 2 根测温线, 布置测温线时采用点焊机用薄钢片将测温线端部牢固地压紧至试板端面, 具体方法如图1 (b) 所示。测温线布置完毕进行编号 (保证各通道温度参数与各测温位置对应记录温度), 接至中频感应加热设备的记录通道检查其是否正常工作。随后,将试板放置在电阻炉中进行预热,预热温度到250℃, 保温 30min 后出炉。
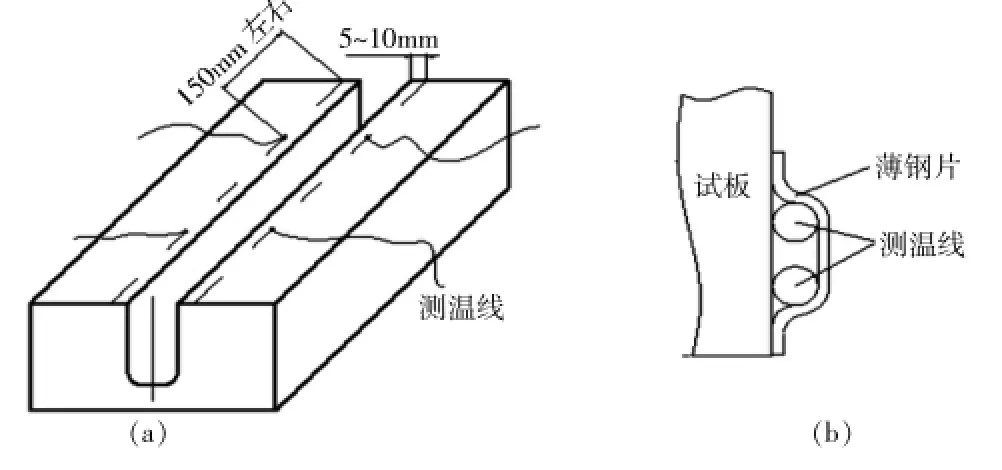
图1 试板加工及测温线布置图
1.3 焊接工艺
本次试验采用自动埋弧焊焊接方法,热输入控制在 15~20kJ/cm 以内, 层间温度控制在 200~350℃之间, 焊后及时进行后热处理, 温度 250~300℃, 保温 2h 以上, 保温毯包裹缓冷。
2 试验过程及结果
2.1 热处理过程
本次热处理试验在 RT-180 箱式电阻炉中进行,将试件放置在垫铁上,避免与炉体接触,布置监控热电偶,严格控制升降温速度。
热处理温度选择为 590℃、 620℃, 保温时间4h, 升温速度控制在≤25℃, 降温速度根据试验需要分为缓冷、 空冷、 空冷+缓冷、 缓冷+空冷。
(1) 缓冷: 在电阻炉中进行冷却, 降温速度控制在≤20℃;
(2) 空冷: 热处理并经保温后出炉在空气中冷却;
(3) 空冷+缓冷: 先按 (2) 经过一次空冷,再按 (1) 进行缓冷;
(4) 缓冷+空冷: 先按 (1) 经过一次缓冷,再按 (2) 进行空冷。
2.2 结果
焊态及不同热处理后的埋弧焊焊缝中心冲击试验结果见表3。

表3 焊态及不同热处理后的冲击结果
从表3数据可以看出:焊态下焊缝中心冲击值最高, 平均值达到 158J, 随着热处理温度的升高, 经缓冷后的焊缝中心冲击值逐渐降低: 590℃缓冷后, 冲击值只有焊态下的 56%; 620℃缓冷后, 冲击值只有焊态下的 28%, 焊缝中心冲击韧性已经严重下降; 而 620℃空冷后的焊缝中心平均冲击值与焊态一致。
为了验证焊缝中心韧性下降现象,进一步进行了空冷+缓冷和缓冷+空冷热处理两种状态试验,其结果见表4。
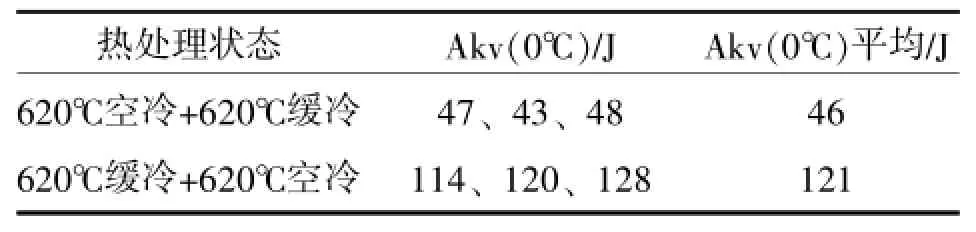
表4 经两次不同热处理状态后的冲击结果
从表4 可以看出: 对 620℃空冷后的试件再进行一次 620℃缓冷处理, 焊缝中心冲击值同样严重下降; 而对 620℃缓冷后的试件再进行一次 620℃空冷处理,焊缝中心冲击值得到恢复。
3 结果分析
通过不同热处理状态下的试验,可以得出,Ni-Mo-Cr-V 材料经该焊材焊接后焊缝中心冲击韧性下降,说明产生了回火脆性,并且该回火脆性具有可逆性。从文献资料中看出,该回火脆性属于第二类回火脆性,其形成机理为:碳化物、氧化物、磷化物等脆性相沿晶界析出,杂质元素偏聚于晶界导致晶界脆化。
3.1 焊缝金属电镜扫描
采用投射电子显微镜 (TEM) 对回火前和回火后晶界进行了观察、检测,结果显示:回火前在晶界及晶内均未见有析出物 (见图2 (a)), 而回火后晶界处存在块状、条状析出物,该析出物主要为 Fe3C 或合金渗碳体 (见图2 (b)、 (c)),并有大量合金元素的偏聚 (见图2 (d))。 晶界处碳化物、合金渗碳体的析出和偏聚,将降低晶界结合强度,加剧焊缝金属脆化。
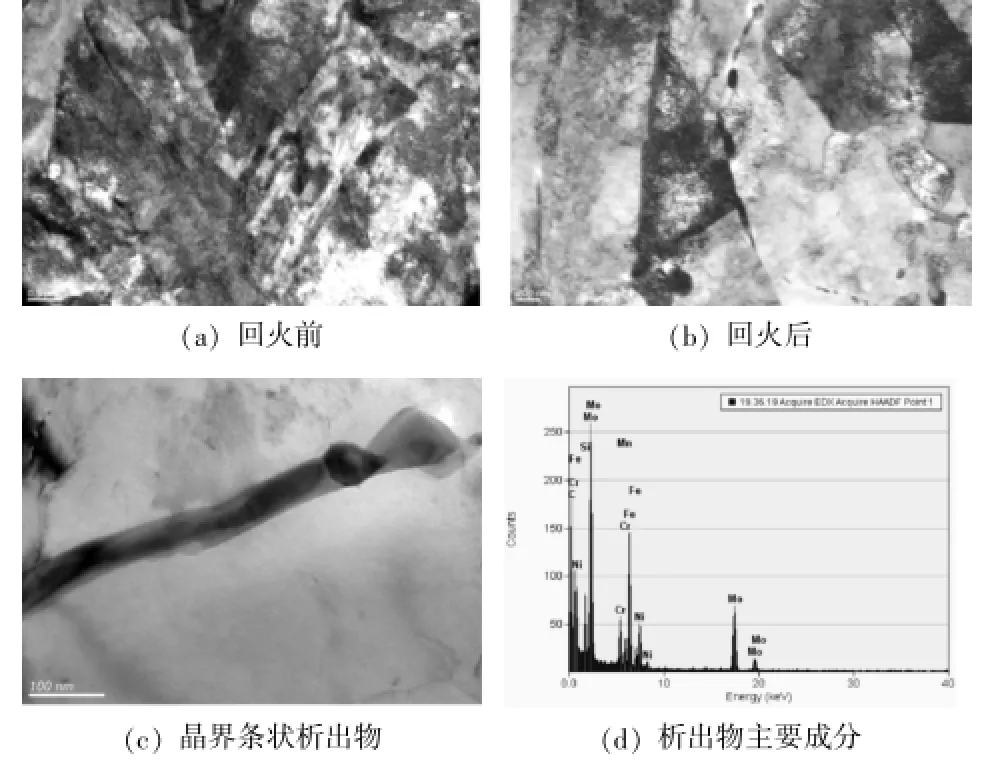
图2 电镜扫描结果
3.2 冲击断口扫描
对热处理后的冲击试样断口进行扫描,其结果见图3。
从图3中可以看出,焊缝金属冲击宏观断口较齐整,启裂区、扩展区及瞬断区断口韧窝较细、较浅。
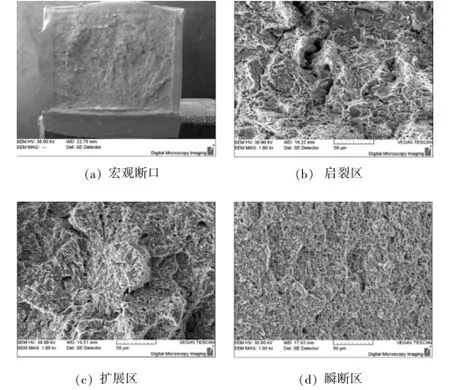
图3 断口扫描
3.3 焊缝金属 J、 X 系数
P、 Sn、 Sb、 As等杂质元素在原奥氏体晶界偏聚, 降低 Fe原子在晶界的结合力, 当材料受到冲击或拉伸时,晶界能已经下降的晶界处很容易首先开裂,如果材料的晶内韧性好,裂纹就容易沿晶界扩展, 引起沿晶断裂。 而 Si、 Mn、 Ni、 Cr等合金元素与上述杂质元素在晶界发生共偏聚,促进杂质元素的富集而加剧焊缝金属脆化。Mo(0.5%~0.7%) 在一定时间内有吸附 P 杂质元素形成化合物的作用,可使在晶内产生沉淀相,从而阻碍P杂质元素的晶界偏聚。
截取焊缝金属进行化学成分检测,其成分含量见表5, 经计算: J=275 (%); X=13.2 ppm。

表5 焊缝金属化学成分 (w t%)
从焊缝金属J、 X 系数计算值可以看出, 其值已经超出锻件本身控制范围,因此,焊缝金属产生回火脆性的可能性大大增加。
4 改善建议
根据产品结构特点及使用条件,锻件本身和焊缝金属必须采用长时间回火和缓冷,以避免产生较大的内应力,但这样提高了焊缝金属产生回火脆性的概率,因此,提出了以下几个方面的改善建议:
(1) 严格控制锻件及焊材中 P、 Sn、 Sb、 As等杂质元素的含量;
(2) 调整焊材中 Si、 Mn、 Ni、 Cr等促进杂质元素偏聚的合金元素的含量;
(3) 调整焊剂成分及特点, 细化焊缝金属组织晶粒, 降低焊缝金属中 P、 Sn、 Sb、 As等杂质元素的含量, 调整焊缝金属中 Si、 Mn、 Ni、 Cr 等促进杂质元素偏聚的合金元素比例。
以上三个方面的建议,主要是为了控制焊缝金属J、 X 系数, 以改善或者消除焊缝金属回火脆性。
5 结论
Ni-Mo-Cr-V 材料经焊接后焊缝中心冲击韧性下降,回火脆性具有可逆性,属于第二类回火脆性。
锻件材料和焊材J、 X 系数控制较好, 自身不易产生回火脆性,但经组合焊接以后,焊缝金属J、 X 系数大大增加, 同时也增加了其产生回火脆性的概率。
在锻件材料和焊材中杂质元素 (P、 Sn、 Sb、As) 及合金元素 (Si、 Mn、 Ni、 Cr) 的共同作用下, 使得焊缝金属回火后晶界处析出物为 Fe3C 或合金渗碳体,并伴随大量合金元素的偏聚,降低了焊缝金属的韧性。
[1] 翁宇庆.NiCrMoV 和 NiCr转子钢回火脆性的研究[J].北京:钢铁研究总院学报,1986,6(2):7-18
[2] 杨亦石. 含磷 N i-C r钢 480℃等温脆化的研究 [J]. 北京:金属热处理学报,1983,4(2):32-37
[3] 张幼德,柳晓民,汤晓英.C r-M o 钢的焊接性和回火脆性分析[J]. 上海: 化工设备与管道,2002,39(4):55-58
Analysis on the Tem per Brittleness of Ni-Mo-Cr-V Material in Welding
Zhong Yu, Zhang Congping, Cao Tianlan, Liang Gang, Xu Yongfeng
(Dongfang Turbine Co.,Ltd.Deyang Sichuan 618000)
This paper studies on impact toughness ofweld metal after differentheat treatment process about Ni-Mo-Cr-Vmaterial, and observes by transmission electronmicroscope and analyzes by temper brittleness sensitivity coefficient J,X.The result indicates that Fe3C or alloy cementite are separated out in grain boundary after heat treatment in weld metal,which reduces the toughness of weld metal,and the numeric value of temper brittleness sensitivity coefficient J,X is increased obviously in weld metal,which grows the probability of temper brittleness occurring.
heat treatment,temper brittleness,grain boundary,sensitivity coefficient
钟玉 (1979-), 男, 工学硕士, 主要从事汽轮机焊接技术研究。
猜你喜欢
节能与环保(2022年3期)2022-04-26
一重技术(2021年5期)2022-01-18
制造技术与机床(2019年10期)2019-10-26
电焊机(2019年9期)2019-09-28
压力容器(2019年3期)2019-05-13
中小企业管理与科技(2018年16期)2018-11-07
北京航空航天大学学报(2017年12期)2017-04-23
中南大学学报(自然科学版)(2016年2期)2017-01-19
大型铸锻件(2015年1期)2016-01-12
大型铸锻件(2015年1期)2016-01-12
