
6H-SiC的飞秒激光超衍射加工*
2013-10-30 01:22云志强魏汝省李威罗维维吴强徐现刚张心正
物理学报 2013年6期
云志强 魏汝省 李威† 罗维维 吴强徐现刚 张心正
1)(南开大学物理科学学院和泰达应用物理学院,弱光非线性光子学教育部重点实验室,天津 300457)
2)(山东大学,晶体材料国家重点实验室,济南 250100)
1 引言
得益于微电子技术以及微机电系统(microelectro-mechanical systems,MEMS)的快速发展,基于半导体的电子信息技术深刻地影响了人们的生活并逐渐扩展到人类文明的各个角落.然而,由常规的Si,Ge等第一代半导体材料和GaAs,InP等第二代半导体材料制备的MEMS器件,难以满足在高温度、强腐蚀等恶劣条件下工作的需要[1,2].作为第三代半导体材料的SiC,因其高饱和漂移速率、宽带隙、高热导率、高击穿电压,低扩散速率、很好的热稳定性和化学惰性[1,3,4],已经被用于高温压力传感器、加速器、微马达等[5-14].在诸如石油钻探、航空电子设备与系统、发动机、涡轮和工业过程控制等许多工业领域,SiC MEMS器件已经得以应用和发挥了革命性的作用.
在半导体领域,对材料传统的微加工技术多基于化学方法,例如掩模加工、湿法加工、干法加工等[15-17].但由于SiC特殊的性质(莫氏硬度为9,与Al2O3相似;努氏硬度为2480 kg/mm2,略高于Al2O3的2100 kg/mm2),传统的微加工技术不太适用于加工SiC[1].新兴起的激光直写技术等物理手段应用于SiC的加工具有加工速率高、不需要掩模、不依赖晶体结构、加工步骤简单等优点.因此研究激光烧蚀加工SiC对于加工MEMS器件具有重要意义[1,10,18-20].但是不管是传统微加工方法,还是激光烧蚀,目前对SiC的加工尺寸都在微米量级,在一定程度上限制了MEMS器件在高度集成领域的应用.
材料与激光相互作用的非线性效应只发生在光子密度达到一定阈值的有限区域内,因而利用光学非线性的阈值效应可以实现突破衍射极限的加工[21,22].本文以此为基础,采用飞秒激光系统与显微镜系统搭建了微纳加工平台,研究了飞秒激光直写技术在6H-SiC上进行微纳加工的情况,实现了突破衍射极限的微纳结构加工.
2 飞秒激光直写平台
飞秒激光直写微纳加工平台包括激光系统和显微平移系统两个主要部分.锁模Ti:Sapphire激光器系统(Spectra-Physics,USA)包括MaiTai种子源、泵浦源Empower 30和Spit fire再生放大器.MaiTai种子源产生的激光经再生放大器形成中心波长800 nm,脉宽130 fs,重复频率1000 Hz的脉冲激光.显微镜平移系统包括显微物镜(Olympus,Japan)、三维压电平移台(Physik Instrumente,PI,Germany)和CCD.图1为实验装置示意图:激光脉冲经两个格兰泰勒棱镜进入显微镜系统,由100×油浸物镜(NA=1.45)聚焦到样品下表面;样品固定在3D平移台上的盖玻片上;照明光经过样品后由物镜收集经透镜成像到CCD;中性密度衰减片和格兰泰勒棱镜用来控制激光的功率和偏振方向,计算机连接控制3D平移台和CCD进行样品移动和实时监测.加工完样品用无水乙醇进行超声清洗,去除样品表面的溅出物.
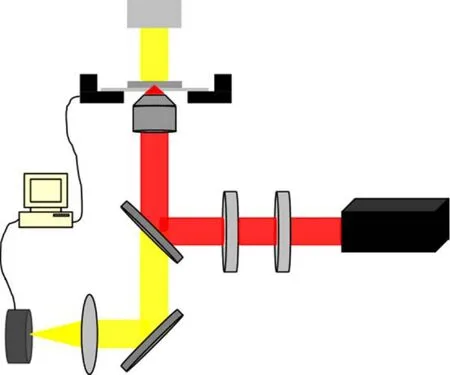
图1 实验装置示意
3 6H-SiC的超衍射加工结果与分析
首先研究了结构形貌与加工条件--激光加工功率和曝光时间(扫描速度)的关系.分别在相同扫描速度不同功率和相同功率不同扫描速度的情况下在SiC样品上进行直线加工.在激光功率不同的情况下的直线加工电子扫描显微镜表征结果如图2所示,从右向左激光功率从173µW逐渐降低到22µW,压电位移台的扫描速度是50µm/s.结果显示加工线宽随功率的减小而变小.线宽与激光功率的关系曲线如图3.功率在100µW以上时,加工线宽可以达到微米量级,表明此时功率远远超过加工功率阈值.功率在约60µW到100µW范围时,加工线宽在亚微米量级,功率仍然很高.功率在约35µW到60µW范围时,加工线宽在亚波长量级,但还没有突破衍射极限(约400 nm).功率在35µW以下到22µW时,加工线宽已经小于400 nm,突破了衍射极限,此时的条件可以进行超衍射加工.实验中连续的最细加工线宽约为200 nm,已经达到了超衍射极限的加工,但还不能进行纳米加工.
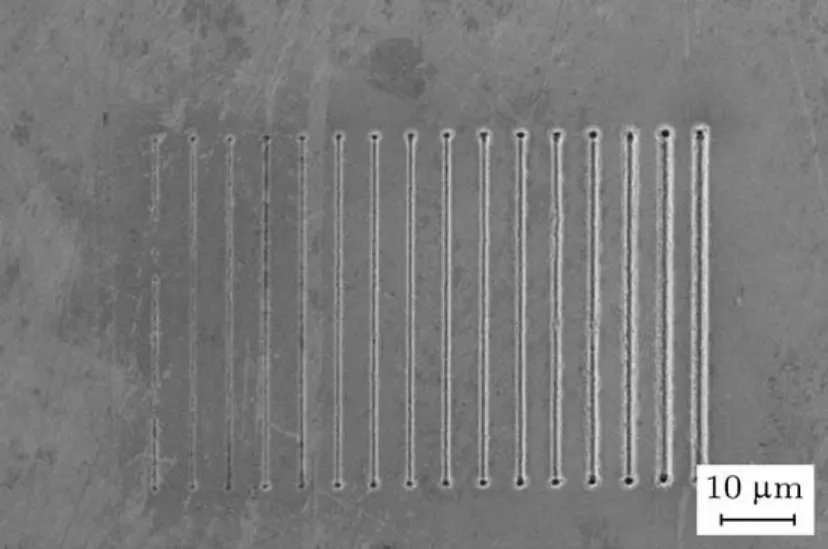
图2 速度50µm/s,不同加工功率下的加工线型SEM图片
SiC材料的能带隙为3 eV,波长800 nm光子的能量为约1.55 eV,800 nm飞秒激光与SiC材料作用时发生多光子吸收,光强达到一定值时,SiC被烧蚀.高斯光束光强表达式为

其中,I0是峰值光强,w(z)是z处光束半径,w0是束腰半径,z是束腰偏离加工面的值.焦点区域平均光强与激光功率的关系为:Ifocus=E/AΔthν·photon·cm-2·s-1),P 是激光平均功率,τ是脉冲半高宽,f是激光重复频率,hν是光子能量.而I0=2e2Ifocus/(e2-1)≈2.3Ifocus.光强超过阈值的区域SiC发生烧蚀,令I(r,z)=Ith,由(1)式得到烧蚀半径与功率的关系为

以Ith=I(0,0)=2.3Ifocus=代入(2)式,把Ith换成Pth,简化公式,得到烧蚀宽度与激光功率的关系为

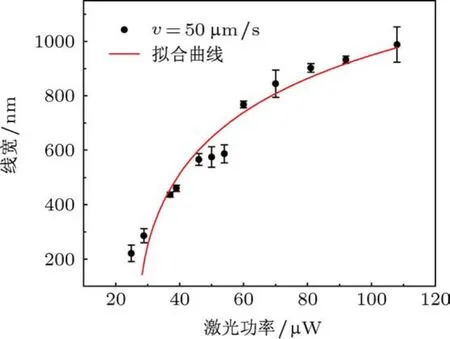
图3 加工线宽与加工功率间的关系
为了探索烧蚀的极限分辨率,我们把激光功率降到15.8µW,并更精确地调节焦点位置,改变平移台的扫描速度进行烧蚀.烧蚀线宽与移动台扫描速度的关系如图4所示,烧蚀线宽随着扫描速度的提高而降低.扫描速度小于25µm/s时,加工线宽在亚微米量级,没有突破衍射极限;当扫描速度在30到45µm/s范围时,烧蚀线宽降到了200 nm以下.当移动台扫描速度45µm/s时,得到的最细线宽125 nm,如图5所示.当扫描速度高于45µm/s,烧蚀线不再连续.这表明在适当控制加工条件的情况下,能在6H-SiC上得到突破衍射极限的极高分辨率的微纳结构.
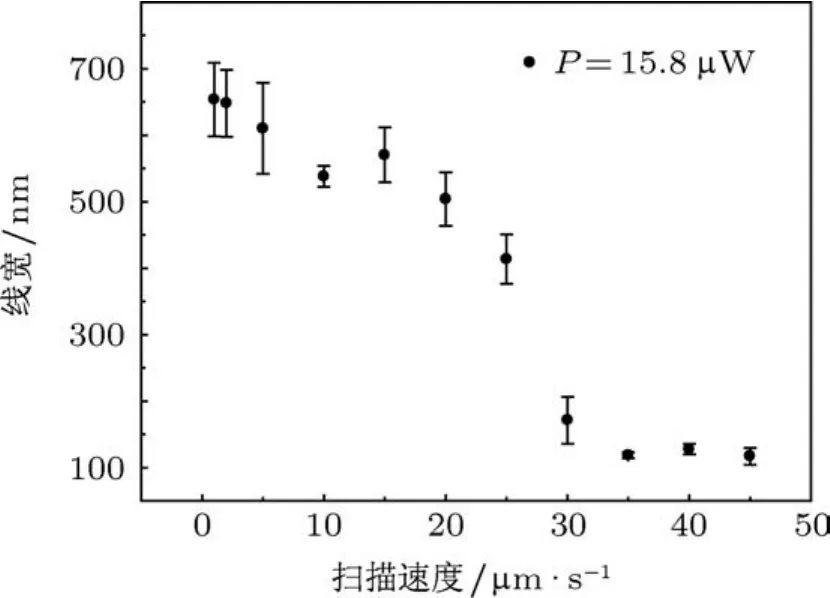
图4 加工线宽与扫描速度的关系
我们用原子力显微镜表征了不同加工条件下的刻蚀线的深度.发现通过调整焦点在加工方向的位置,可以得到从14 nm到30 nm不同的加工深度.通过精确调节加工功率和焦点在加工平面上的相对位置,能实现长径比(加工深度比线条宽度)从最大约0.25到最小约0.02的线条加工.这可以满足不同类型MEMs器件需要,但是更大长径比结构的实现还需要进一步探索.另外,6H-SiC是热析出方式制备石墨烯的重要材料[23];在带有结构的6H-SiC上进行石墨烯的生长有望直接制备二维的单层石墨烯功能器件.
栅结构是最基本的电子学结构之一,我们通过调节激光功率和加工速度,得到了线宽240 nm,周期1µm的栅结构,如图6所示.此结构没有进行清洁,能明显看到烧蚀中的溅出物.
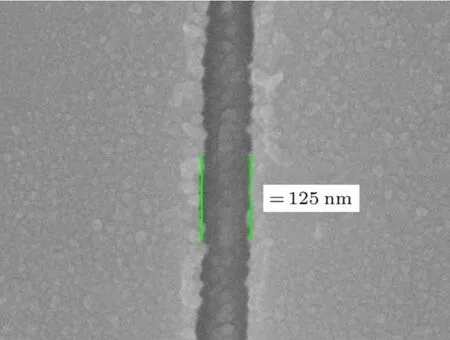
图5 超衍射极限的加工线SEM图片(功率15.8µW,速度45µm/s,线宽125 nm)
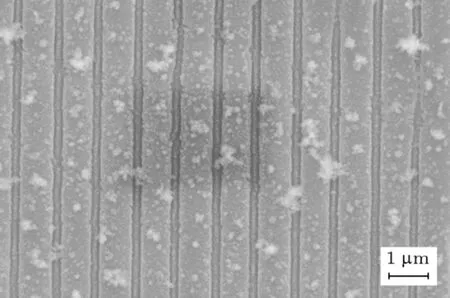
图6 周期1µm线宽240 nm的线阵列SEM图片
另外,在一些烧蚀线的内部,可以看到明显的条纹状精细结构,如图7所示.文献[24]研究结果表明,激光烧蚀碳化硅过程中SiC表面发生物质迁移,在光斑中心光强高的区域产生粗糙条纹,条纹宽度与激光波长相似;在光斑边缘光强低的区域产生精细条纹,条纹宽度小于激光波长,在百纳米左右.图7中条纹宽度平均约99 nm,周期约155 nm,属于精细条纹结构.我们的实验中没有发现粗糙条纹,这是由于我们采用了高倍物镜,聚焦光斑很小,大约为激光波长的一半,并且激光的功率降到了SiC材料烧蚀阈值附近,烧蚀区域突破了衍射极限,所以只产生了精细条纹.
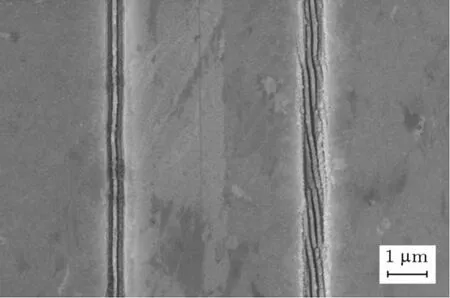
图7 加工线中的精细条纹结构
4 结论
我们在搭建的飞秒激光直写微纳加工平台上对6H-SiC进行了微纳加工研究,获得了加工线宽和激光功率、扫描速度的关系.结果表明,加工机制系超快激光的烧蚀过程;烧蚀线宽与加工的激光的能量有关.通过适当控制激光功率和扫描速度能实现对烧蚀结构分辨率的控制,甚至突破激光的衍射极限,实现超衍射的微纳结构加工.SiC的超衍射结构的实现对于MEMS器件尺寸的进一步减小和微纳光子学的集成有重要意义,是进一步推动光电子信息学微型化的关键技术之一.此外,我们的研究也为SiC上石墨烯微纳结构的生长提供了一条新的思路.
[1]Pecholt B,Gupta S,Molian P 2011 J.Laser Appl.23 1
[2]Sarro P M 2000 Sensors and Actuators 82 210
[3]Zetterling C M 2002 Process Technology for Silicon Carbide Devices p7
[4]Shang Y C,Zhang Y M,Zhang Y M 2000 Acta Phys.Sin.49 1786(in Chinese)[尚也淳,张义门,张玉明2000物理学报49 1786]
[5]Xu C F,Yang Y T,Liu L 2002 Acta Phys.Sin.51 1113(in Chinese)[徐昌发,杨银堂,刘莉2002物理学报51 1113]
[6]Okojie R S,Ned A A,Kurtz A D 1998 Sensors and Actuators A 66 200
[7]Pakula L S,Yang H,Pham H T M,French P J,Sarro P M 2004 J.Micromech.Microeng.14 1478
[8]Young D J,Du J G,Zorman C A,Ko W H 2004 IEEE Sensors Journal 4 464
[9]Atwell A R,Okojie R S,Kornegay K T,Roberson S L,Beliveau A 2003 Sensors and Actuators A 104 11
[10]Pecholt B,Vendan M,Dong Y Y,Molian P 2008 Int.J.Adv.Manuf.Technol.39 239
[11]Yasseen A A,Wu C H,Zorman C A,Mehregany M 2000 IEEE Electron Device Letters 21 164
[12]Zhou Y H,Zhang Y M,Zhang Y M,Meng X Z 2004 Acta Phys.Sin.53 3710(in Chinese)[周拥华,张义门,张玉明,孟祥志2004物理学报53 3710]
[13]Tang X Y,Zhang Y M,Zhang Y M,Gao J X 2004 Chin.Phys.13 1110
[14]Tang X Y,Zhang Y M,Zhang Y M,Gao J X 2005 Chin.Phys.14 583
[15]Hossain T K,Maclaren S,Engel J M,Liu C,Adesida I,Okojie R S 2006 J.Micromech.Microeng.16 751
[16]Chai C C,Yang Y T,Li Y J,Jia H J,Han J 2001 Res.Prog.SSE 21 109(in Chinese)[柴常春,杨银堂,李跃进,贾护军,韩键2001固体电子学研究与进展21 109]
[17]Huang W,Chen Z Z,Chen B Y,Zhang J Y,Yan C F,Xiao B,Shi E W 2009 Acta Phys.Sin.58 3443(in Chinese)[黄维,陈之战,陈博源,张静玉,严成峰,肖兵,施尔畏2009物理学报58 3443]
[18]Farsari M,Filippidis G,Zoppel S,Reider G A,Fotakis C 2005 J.Micromech.Microeng.15 1786
[19]Zoppel S,Farsari M,Merz R,Zehetner J,Stangl G,Reider G A,Fotakis C 2005 Microelectronic Engineering 83 1400
[20]Desbiens J P,Masson P 2007 Sensors and Actuators A 136 554
[21]Kawata S,Sun H B,Tanaka T,Takada K 2001 Nature 412 697
[22]Dong X Z,Chen W Q,Zhao Z S,Duan X M 2008 Sci.China 53 2(in Chinese)[董贤子,陈卫强,赵震声,段宣明2008中国科学53 2]
[23]Kang C Y,Tang J,Li L M,Pan H B,Yan W S,Xu P S,Wei S Q,Chen X F,Xu X G 2011 Acta Phys.Sin.60 047302(in Chinese)[康朝阳,唐军,李利民,潘海斌,闫文盛,徐彭寿,韦世强,陈秀芳,徐现刚2011物理学报60 047302]
[24]Tomita T,Okada T,Kawahara T,Kumai R,Matsuo S,Hashimoto S,Kawamoto M,Yamaguchi M,Ueno S,Shindou E,Yoshida A 2010 Appl.Phys.A 100 113
猜你喜欢
印制电路信息(2022年11期)2022-11-30
印制电路信息(2022年6期)2022-08-03
科技与创新(2022年11期)2022-06-13
人人健康(2021年16期)2021-12-01
小福尔摩斯(2019年2期)2019-09-10
制造技术与机床(2019年8期)2019-09-03
华东师范大学学报(自然科学版)(2019年3期)2019-06-24
小学生必读(低年级版)(2019年9期)2019-04-13
小学生必读(低年级版)(2019年10期)2019-04-13
世界地质(2019年2期)2019-02-18
