武钢一热轧E3立辊轧机机架有限元分析
2015-03-30 01:46吴初练叶宝亭卢献忠陈满意
湖北工业大学学报 2015年4期
吴初练,周 洋,叶宝亭,卢献忠,陈满意
(1 武汉钢铁重工集团有限公司,湖北 武汉 430083; 2 武汉理工大学机电工程学院, 湖北 武汉 430068)
武钢一热轧E3立辊轧机机架有限元分析
吴初练1,周 洋1,叶宝亭1,卢献忠1,陈满意2
(1 武汉钢铁重工集团有限公司,湖北 武汉 430083; 2 武汉理工大学机电工程学院, 湖北 武汉 430068)
武钢一热轧E3立辊轧机侧压装置原为丝杆螺母模式。由于原丝杆螺母侧压调整装置结构复杂,操作不便,工作效率低,准备更改成液压式侧压调整装置,因此原安装孔尺寸需要增大。为了保证改造后机架能够承受工作压力,需对机架的强度进行分析计算。建立机架有限元分析模型,确定机架载荷及约束。在拟定最大液压缸安装孔径596 mm条件下对模型进行求解。机架整体应力关于轧制中线两侧对称分布,最大等效应力为31.076 MPa;机架整体位移关于轧制中线两侧对称分布,侧压方向最大变形量为0.10 mm,厚度方向最大变形量为0.16 mm。计算结果表明,在拟定最大液压缸安装孔径时,E3立辊轧机机架满足强度、刚度要求。
立辊机架;有限元;应力;变形
武钢一热轧E3立辊轧机侧压装置原为丝杆螺母模式。工作时,74 kW直流电机通过总传动比为9.72的两级齿轮减速器,藉由两根外径为180 mm,螺距为10 mm的螺杆机构将旋转运动转变为直线运动,推动立辊并产生侧压力。返回时,通过两个油缸拉回立辊。此装置左右各一套,中间用同步轴保持同步。由于原丝杆螺母侧压调整装置结构复杂,操作不便,工作效率低,准备更改成液压式侧压调整装置,即将原4个丝杆螺母机构换成4个液压缸,直接驱动两侧立辊。将丝杆螺母换成液压缸,原安装孔的尺寸因此需要增大,但增大安装孔会对立辊机架的承载能力产生影响。为了保证侧压装置由丝杆螺母传动装置改成液压调整装置后,机架能够承受工作压力,须对机架的强度进行分析计算。
1 机架结构
1.1 侧压装置工作原理
1 700 mm热带钢连轧机组包括粗轧机组和精轧机组。粗轧机组由4架立辊轧机El、E2、E3、E4和4架粗轧机R1、R2、R3、R4构成;而精轧机组由F1、F2、F3、F4、F5、F6、F7等7架精轧机构成。每台立辊轧机后面紧挨着一台水平粗轧机,两台轧机联成一体实现连轧(El与R1、E2与R2、E3与R3以及E4与R4各成一组)。立辊轧机起定宽作用(AWC)。侧压装置分布于轧机传动侧和操作侧。两侧侧压装置共同作用可调整轧辊的开口度,以适应不同宽度中间坯的轧制。两侧侧压装置可单动也可联动。两侧侧压装置由安装在机架外侧的侧压液压缸调整轧辊的位置。
Z动路线:74 kW直流电机—立辊调整Ⅰ轴—立辊调整Ⅱ轴—右旋丝杆轴(37 kW)。左旋丝杆轴(37 kW)通过与右旋丝杆轴之间一对啮合的齿轮副换向,实现功率分流及机械同步。
1.2 机架结构
E3立辊机架系整体焊接结构,采用Q235A焊接而成。机架是轧机最终承受轧制力的部件,需要有足够的强度和刚度。E3立辊轧机位于R3水平轧机入口侧基座上,机架出口侧侧面与水平轧机架连接在一起。其三维模型如图1所示。原机架横向两侧面各有2个Φ495H7孔(图1a),用于安装丝杆。机架出口侧上部两个耳座与R3机架通过4个螺栓固定联接;底部两个耳座通过4个地脚螺栓与基础固定联接(图1b)。
材质信息:型号,Q235A;弹性模量,2×105MPa;泊松比,0.3;密度,7.85×10-6kg/mm3;屈服强度σs,185MPa[1]。

图 1 E3立辊轧机机架三维模型
2 机架载荷及约束
侧压力依据原丝杆轴向力确定。已知电机的输出功率P=74kW,转速n=1 150r/min。由于电机通过传动链分流同时驱动两个丝杆转动,在不考虑传动效率的情况下,单根丝杆的功率P0=37kW。丝杠材料为34CrNiMo(SNCM8),螺母材料为SAE-430B,总传动比i= 9.72。经过计算,每个液压缸以268.825kN的拉力,以均布载荷的形式分别作用在每个联接螺栓的截面上。
2.1 机架载荷
改造后的E3立辊轧机采用全液压压下,4个液压缸法兰通过螺栓与底座连接。工作时高压油作用在油缸活塞上,推动立辊;另一方面,高压油反作用于缸底,通过缸壁传到油缸法兰,经由螺栓作用在机架上。
2.2 机架约束
由于机架出口侧上部2个耳座与R3机架通过4个螺栓固定联接,底部2个底座通过4个地脚螺栓与基础固定联接,机架载荷及约束情况见图2。
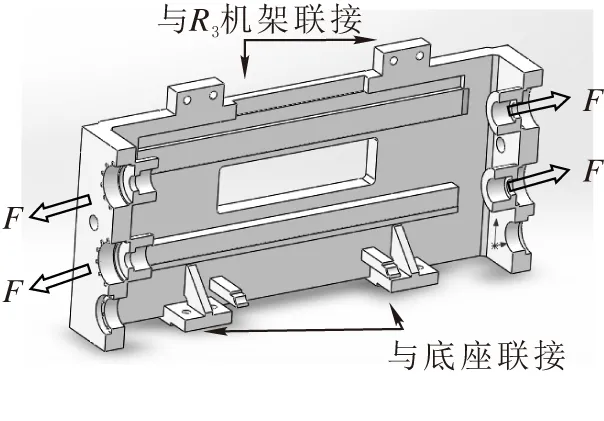
图 2 机架载荷及约束
3 E3机架有限元分析
3.1 约束分析
E3机架的侧压力小于E2机架,故E3液压缸的规格不会超过E2液压缸。按照E2液压缸安装图,液压缸由24个M36螺栓固定在机架上。若E3机架采用E2机架的液压缸安装形式(即24个M36螺栓),拟定最大液压缸安装孔径D=596mm。
机架约束:
1)机架上部两个耳座与R3机架通过4个螺栓固定联接(四个螺栓孔的 8 个圆柱面施加对称边界条件约束,两个耳座和R3机架的接触面施加位移约束 (轧制方向位移UZ=0) ;
2)底部两个底座通过4个地脚螺栓与基础固定联接(底座的四个地脚螺栓孔的 8 个圆柱面施加对称条件约束,两个底座地基的接触面施加位移约束 (厚度方向位移UY=0)。
E3立辊机架的载荷及约束如图3所示。
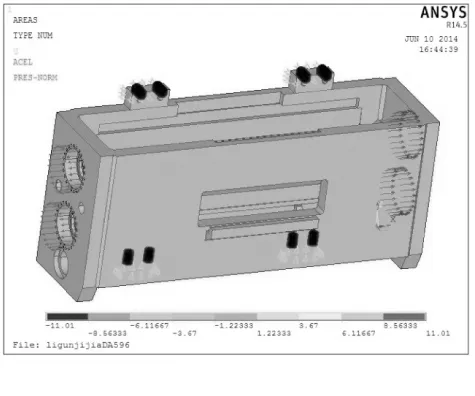
图 3 载荷及约束
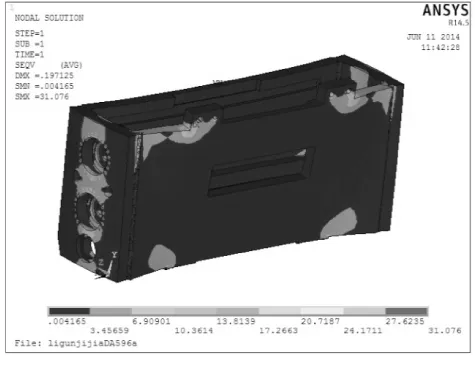
图 4 等效应力云图
3.2 机架应力
拟定最大安装孔径时E3立辊机架的等效应力云图如图4所示。分析应力云图,机架的等效应力分布规律是:1)机架整体应力关于轧制中线平面两侧对称分布;2)机架整体承力区域主要是在上耳座与R3机架连接处、下耳座与基座连接处,以及机架与液压缸法兰连接处。其他地方应力水平均较低;3)最大等效应力为σmax= 31.076MPa,发生在上耳座与R3机架连接处外侧直角处,表明该处有一定的应力集中;4)机架与液压缸法兰连接处的应力并不沿螺栓孔分布圆周方向均匀分布,而是沿厚度方向较大,沿轧制方向较小。
立辊机架的静强度安全系数
3.3 机架变形
1)机架的变形主要发生在X、Y方向。拟定最大安装孔径D=596mm时,立辊机架X(侧压)方向、Y(厚度)方向上的位移云图如图5所示。分析位移云图,机架的位移分布规律是:机架整体位移大体上关于轧制中线平面两侧对称分布;2)机架X(侧压)方向上,最大位移发生在与液压缸法兰连接处,出口侧与入口侧的X方向位移差别不大;3)机架Y(厚度)方向上,最大位移发生在出口侧,出口侧与入口侧的Y方向位移差别较大,从入口侧至出口侧Y方向位移逐渐增大。
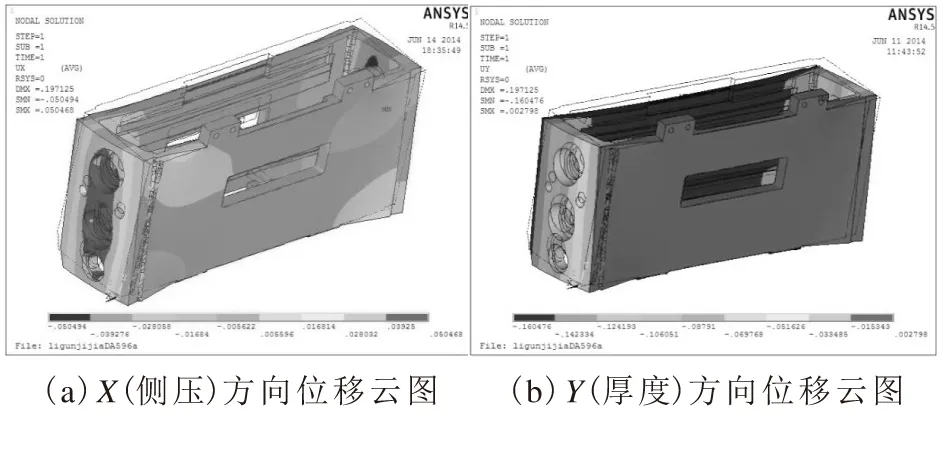
图 5 拟定最大安装孔径时立辊机架位移云图
机架X(侧压)方向最大变形量:
fX=0.050468-(-0.050494)=0.1010mm
机架Y(厚度)方向最大变形量:
fY=0.002798-(-0.160476)=0.1633mm
对于热轧机架,弹性变形一般不应超过1.0mm[1],故机架刚度满足要求。
4 结论
1)机架整体应力关于轧制中线平面两侧对称分
布。承力区域主要是在上耳座与R3机架连接处、下耳座与基座连接处,以及机架与液压缸法兰连接处,其他地方应力水平均较低。最大等效应力为 31.076MPa,且发生在上耳座与R3机架连接处外侧直角处。
2)机架整体位移大体上关于轧制中线平面两侧对称分布。机架侧压方向上,最大位移发生在与液压缸法兰连接处,出口侧与入口侧的位移差别不大;机架厚度方向上,最大位移发生在出口侧,出口侧与入口侧的位移差别较大,从入口侧至出口侧位移逐渐增大。
3)在拟定液压缸安装最大孔径为596mm、液压缸最大侧压力为268.825kN条件下,E3立辊轧机机架满足强度、刚度要求。
[1] 成大先. 机械设计手册[M]. 北京:化学工业出版社,2004.
[2] 黄华梁,彭文生. 机械设计基础[M]. 第三版.北京:高等教育出版社,2006.
[3] 黄庆学. 轧钢机械设计[M]. 北京:冶金工业出版社,2007.
[责任编校: 张 众]
Finite Element Analysis of E3 Vertical Hot-rolling Mill Housing of WISCO
WU Chulian1,ZHOU Yang2,YE Baoting1,LU Xianzhong1,CHEN Manyi2
(1WISCOHeavyindustrygroup,Wuhan430083,China;2WuhanUniv.ofTech.,Wuhan430070,China)
Screw driving is used for the side press device of E3vertical hot-rolling mill housing. Since the screw driving is of complex structure, inconvenient operation, poor efficiency, hydraulic pressure adjusting device is a substitute for it, it is necessary to increase the size of the mounting hole. In order to ensure the strength and stiffness of the housing, the calculation and analysis of the housing is needed before the transformation of the strength. Firstly, the finite element analysis model of the housing was established, and the load and constraint was determined. Secondly, the finite element analysis model was solved under the maximum hydraulic cylinder mounting hole 596mm. The results demonstrate that, the whole housing stress is distributed symmetrically on rolling line, and the maximum Von Mises stress is 31.076Mpa. The whole housing deformation is distributed symmetrically on rolling line, and maximum deformation of side direction is 0.10mm, the maximum deformation in thickness direction is 0.16mm. The results show that, under the maximum hydraulic cylinder mounting hole, E3 vertical hot-rolling mill housing can meet the strength and stiffness requirements.
vertical rolling housing; finite element; stress; deformation
2015-04-20
吴初练(1971-),男,湖北鄂州人,武汉钢铁重工集团有限公司工程师,研究方向为冶金装备制造
陈满意(1966-),男,湖北武汉人,武汉理工大学教授,研究方向为数字制造,齿轮传动
1003-4684(2015)04-0070-03
TH122
A
猜你喜欢
南方农机(2022年10期)2022-05-14
一重技术(2021年5期)2022-01-18
冶金设备(2020年3期)2020-12-13
有色金属加工(2020年4期)2020-08-20
机电设备(2020年3期)2020-06-28
思维与智慧·上半月(2020年4期)2020-04-13
家庭影院技术(2019年12期)2020-01-19
发明与创新·小学生(2019年8期)2019-08-27
山东冶金(2019年2期)2019-05-11
工业设计(2016年4期)2016-05-04