
储罐焊缝数字检测驱动装置的研制与应用
2015-04-23 05:31徐峰林春文张先龙
金属加工(热加工) 2015年24期
徐峰 林春文 张先龙
目前,储罐焊缝的焊接质量检测主要采用X射线胶片照相法,由于现场施工条件恶劣,一般通过简易吊笼将X射线探伤机挂在罐壁上,并由人力牵引移动,人工贴片,进行照相探伤。由于大型储罐周长几百米,X射线探伤机每次只能曝光一张胶片(片长300mm),要完成全部焊缝检测工作,贴片和评片工作量巨大,每次贴片需要高空作业,劳动强度高,操作不便。后期洗片工序繁琐,实时性差,一旦胶片被污染或出现废片,只能重新进行检测,影响检测效率和检测质量。
为了解决现有射线检测方法存在的缺陷,随着DR检测技术的日益成熟,业内人士开始研究这项技术在工业上的应用,我们率先开展了直接数字成像技术在储罐焊缝无损检测方面的应用研究。为此,在没有可借鉴的技术情况下,我们自行研制储罐焊缝数字检测驱动装置,带动X射线探伤机和DR成像板周向运动和纵向升降,实现储罐焊缝现场检测直接数字成像。该装置已获得了国家实用新型专利,专利号为ZL 201420094380.5,利用该装置实现的储罐焊缝检测方法已获国家发明专利,专利号为201310098439.8。
1. 功能设计
设计一种储罐焊缝数字检测驱动装置,适用于储罐焊缝单壁单影法检测工艺。将X射线探伤机和DR成像板安装就位后,由驱动装置带动探伤机和成像板同步运动,实现5万~15万m3大型浮顶储罐(板幅变化2.4~3m)横焊缝和立焊缝现场检测直接数字成像。
2. 结构设计
(1)总体结构设计 进行结构设计时,重点要解决以下几方面的问题:第一,装置沿罐壁板上缘平稳行走。设计门型机架,由内、外机架组成,通过安装在外机架上端的横向运动机构骑坐在罐壁板上缘,机构两侧行走轮之间的角度可调,行走轮表面进行压花处理,保证装置沿罐壁上缘运动平稳,无打滑、憋卡等现象。
第二,X射线探伤机和DR成像板能够快速装卸。采用抽拉方式,设计X射线探伤机快速装卡专用机构,沿两条重型工业抽屉滑轨滑出,打开夹具上盖后,就可以快速取出、放入探伤机;设计DR成像板的夹具机构,通过快装螺栓,从检测装置的内机架背面将DR成像板与夹具装配或分离。
第三,X射线探伤机和DR成像板与不同壁厚罐壁板间距的调整。不同容积储罐罐壁板厚度不同,为获取最佳检测图像,探伤机、成像板与罐壁板间的距离需要调整。设计探伤机水平位置调节装置,根据待检储罐罐壁板厚度手动调节手轮,使探伤机射线孔到罐壁的距离为最优值;成像板水平距离调整采用电动方式,使成像板能够实现水平方向前后距离的自动调整,满足检测现场的实际需求。
第四,利用一台装置实现不同容积储罐立焊缝的检测。设计矩形拉伸层架,两侧加装导向轮,沿镶嵌在内、外机架内侧的导轨上下运动,增加DR成像板和X射线探伤机的纵向运动行程,满足5万~15万m3储罐不同板幅焊缝检测的技术要求。
第五,X射线探伤机和DR成像板的纵向同步运动。采用链传动加配重和同轴驱动方式,由一台双输出轴减速装置和纵向运动电动机作为动力源,通过链传动机构同步驱动DR成像板和X射线机上下运动,满足探伤机和成像板纵向同步运动的技术要求。
驱动装置的总体结构如图1所示。
(2)主要部件设计 横向运动机构:它是储罐焊缝数字检测驱动装置周向运动的驱动及行走机构,通过螺栓安装在外机架的上端。由于行走轨迹为曲线,并且要适应不同容积储罐周向曲线变化,所以两个行走轮之间必须有一定角度,且角度可调。依据上述技术条件,在行走轮与行走梁的连接板上设计长圆孔,根据不同容积储罐的曲率半径调整两个行走轮之间的角度后,用紧定螺栓和定位销轴与行走梁连接固定。横向运动机构结构如图2所示。在行走轮两侧设计卡槽板,形成相对封闭的空间,有利于对行走轮的保护。同时,为了保证装置沿罐壁上缘运动平稳,无打滑、憋卡等现象,行走轮表面进行压花处理。
X射线探伤机机座:它是探伤机的安装部件,与升降小车组对在一起。一是要保证探伤机装卡拆卸快速方便,二是便于探伤机距离罐壁板间距调整,三是同时适应横缝和立缝检测探伤机可旋转90°。根据上述技术条件的要求,采用开合式快装卡箍作为探伤机装卡部件,通过支座与工业抽屉相连,沿两条重型工业抽屉滑轨从驱动装置侧面滑出,打开夹具上盖后,就可以快速取出、放入探伤机;支座背面设计有转盘,可带动探伤机绕射线发射孔中心线旋转90°;设计水平位置调解装置,沿镶嵌在升降小车的滑轨水平运动,采用手动丝杠控制方式调整探伤机与罐壁板间的距离。X射线探伤机机座结构如图3所示。
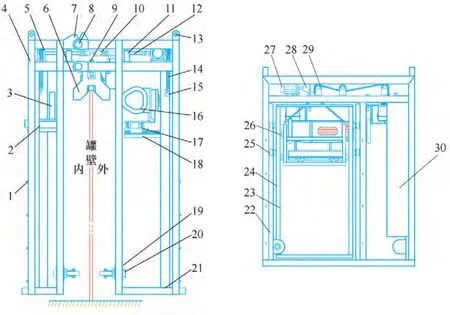
图1 检测驱动装置示意

图2 横向运动机构示意
DR数字成像板机座:它是成像板的安装部件。首先要方便在高空调整成像板与罐壁板间距离,防止成像板与罐内壁工艺连接件发生碰撞,同时检测时成像板可靠近罐壁板;其次要保证成像板能够快速装卸,每日检测工作完成后可拆卸下来妥善保管。依据上述要求,设计成像板的门式夹具机构,通过松、紧快速螺栓装、卸成像板;设计水平位置调解装置,沿镶嵌在升降小车的滑轨水平运动,采用电控丝杠方式调整成像板与罐壁板间的距离。DR数字成像板机座结构如图4所示。
3. 功能试验
储罐焊缝数字检测驱动装置设计加工完成后,吊装到培训中心焊接试验室内模拟罐壁板上进行各项功能测试。
横向运动机构带动整个装置在模拟罐板上缘往复行走,速度控制在2m/min,运行匀速平稳,断电即停,未出现打滑现象。
启动纵向运动同步驱动机构,双输出轴减速装置和纵向运动电动机通过链传动带动位于内外机架的升降小车一起上下运动,速度控制在2m/min,两侧升降小车运动同步,能够满足立缝检测时X射线探伤机和DR数字成像板纵向位置同步要求。拉伸层架随着升降小车运动,运行稳定平缓,实现检测装置纵向增程,能够满足不同容积储罐罐壁板版幅变化的检测要求。
将X射线探伤机和DR数字成像板安装到机座上或拆卸下来仅需2~3min,操作简单,快捷方便。
试验表明,设计的储罐焊缝数字检测驱动装置方案合理,结构紧凑,功能齐全,能够满足储罐横缝和立缝检测的技术要求。
4. 应用效果
储罐焊缝数字检测驱动装置(见图5)在工程建设公司石油石化设备厂现场焊接罐板中应用,检测罐板厚度为20mm、30mm,检测立缝高度3m。检测过程中,人在检测工程车上远端控制,检测设备按步长200mm(成像板检测有效范围)自动进行检测位置切换,一次成像曝光时间只需20s, 每次成像位置切换需要6s(行走速度2m/min),完成一条立缝检测时间不超过10min, 检测图像实时显示。如果采用胶片照相法,一条焊缝需要贴片10次(按片长300mm计),一张胶片曝光时间4min左右,检测至少需要50min,并且需要进行后期洗片,显影液也会对环境造成污染,还有可能出现废片,影响检测质量。
通过以上数据及分析可以看出,与胶片照相法相比,采用储罐焊缝数字检测驱动装置进行焊缝数字检测,不需高空作业,而且可提高焊缝无损检测效率5倍以上,大幅度降低了检测人员的劳动强度。同时,减小现场辐射剂量及其影响范围,有利于人员安全和环境保护,技术优势明显。
5. 结语
储罐焊缝数字检测驱动装置可装载射线机和成像板实现储罐焊缝现场检测直接数字成像,从而解决胶片照相法存在的检测周期长、高空作业劳动强度大,贴片和洗片工序繁琐,实时性差等缺陷,因此具有较好的推广应用价值。
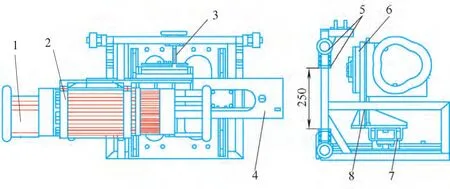
图3 X射线探伤机机座
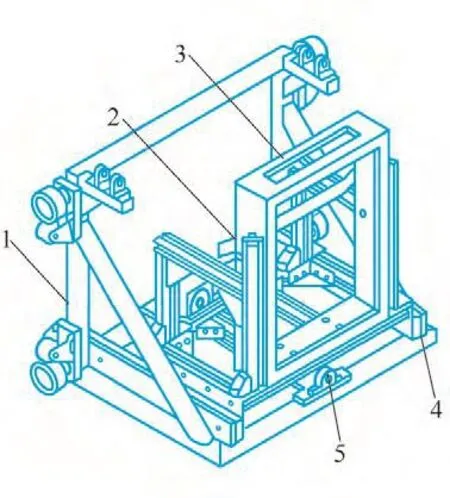
图4 DR数字成像板机座

图5
猜你喜欢
机电安全(2022年5期)2022-12-13
化工管理(2022年14期)2022-12-02
煤气与热力(2022年4期)2022-05-23
建材发展导向(2021年14期)2021-08-23
民用飞机设计与研究(2020年1期)2020-05-21
科学(2020年1期)2020-01-06
制造技术与机床(2018年10期)2018-10-13
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
—— 储罐
党员干部之友(2016年6期)2016-08-01
