
手机自动化生产线六轴机器人单元工作原理及常见故障分析
2015-09-16 00:42廖新辉清远市技师学院广东清远511517
机电工程技术 2015年6期
廖新辉(清远市技师学院,广东清远511517)
手机自动化生产线六轴机器人单元工作原理及常见故障分析
廖新辉
(清远市技师学院,广东清远511517)
介绍了一套工业机器人应用与维护实训考核系统——手机自动化生产线。该手机自动化生产线型号为SX-CSET-JD08-04,由中央控制柜、四轴机器人单元、上料整列单元、加盖单元、图像检测单元、六轴机器人单元、包装单元、物流仓储单元等8个单元构成。主要针对手机自动化生产线的六轴机器人单元工作原理及在实际调试过程中经常出现的故障进行分析,并提出了故障消除的技术措施。
手机自动化生产线;六轴机器人;工作原理;故障分析
工业机器人的出现在很大程度上来说,减少了人力的需求,提高了工作效率。本生产线采用铝合金结构件为主,利用多种机械传动方式模拟完成手机现代化装配过程的生产系统,整个系统从符合操作简便、高效、灵活、实用、安全的要求出发完成了手机的加工、检测和包装存储的全过程。整个系统由中央控制柜、四轴机器人单元、上料整列单元、加盖单元、图像检测单元、六轴机器人单元、包装单元、物流仓储单元等8个单元构成[1]。所涉及的技术有工业机器人技术、PLC技术、视觉成像技术、传感器技术、触摸屏技术、机械装调技术、步进控制技术等领域。
学生在学校期间,只接触到单元实操和校外参观实习,而一些大型的自动化控制站只能看不能操作,达不到理想的教学效果,该手机自动化生产线,较好地解决了这个实际问题。六轴机器人单元是本生产线的第五个单元,主要采用的技术有PLC技术、传感器技术、机械装调技术、伺服控制技术等。本文根据实际调试过程,介绍了六轴机器人单元的工作原理,并详细分析了六轴机器人单元的调试步骤、常见故障及处理办法。
1 六轴机器人单元的结构
(1)六轴机器人单元效果图和工作台实物结构分别如图1和图2所示。
六轴机器人单元由钣金制成机器人固定架,结实稳定;机器人采用自动快换夹具装置;桌体配重,保证机器人运动时不出现摇晃。
其主要功能是将不合格产品放到旁边配置的物料台,合格产品放在包装单元进行包装;自动切换夹具设计,大大提高工作效率。
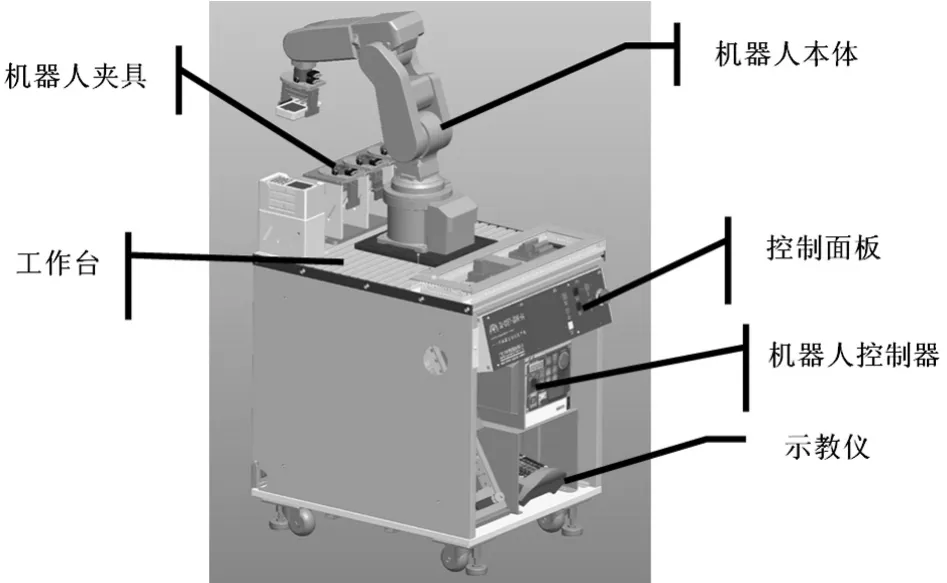
图1 六轴机器人单元效果图

图2 六轴机器人单元工作台的实物结构图
2 六轴机器人单元的工作原理
(1)六轴机器人单元功能框图六轴机器人单元功能如图3所示。

图3 六轴机器人单元功能框图
(2)六轴机器人单元控制原理图[2]
六轴机器人单元控制原理如图4所示。

图4 六轴机器人单元控制原理图
3 六轴机器人单元调试步骤
(1)上电前检查
1)观察机构上各元件外表是否有明显移位、松动或损坏等现象;输送带上是否放置了物料,如果存在以上现象,及时放置、调整、坚固或更换元件。
2)对照接口板端子分配表或接线图检查桌面和挂板接线是否正确,尤其要检查24 V电源,电气元件电源线等线路是否有短路、断路现象。
(2)硬件的调试
1)接通气路,打开气源,手动按电磁阀,确认各气缸及传感器的初始状态。
2)槽型光电(EE-SX911-R)调节,如图5所示。各夹具安放到位后,槽型光电无信号输出;安放有偏差时,槽型光电有信号输出;调节槽型光电位置使偏差小于1.0mm。
3)节流阀的调节:打开气源,用小一字螺丝刀对气动电磁阀的测试旋钮进行操作,如图6所示,调节气缸上的节流阀使气缸动作顺畅柔和。

图5 槽型光电(EE-SX911-R)及夹具的调节图
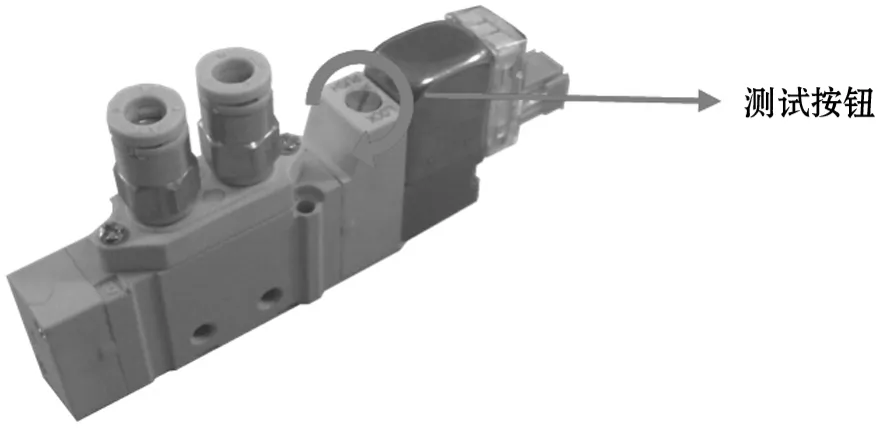
图6 节流阀的调节
(3)六轴机器人的调试
1)机器人的硬件接线,如图7所示。

图7 机器人的硬件接线图
2)机器人的安全信号短接,将紧急输入信号EMGIN按照如图8所示进行短接。

图8 机器人的硬件接线图
3)机器人原点数据写入(参照手册步骤写入原点数据);设置机器人专用I/O(参数写入时需重启控制器),如图9所示。
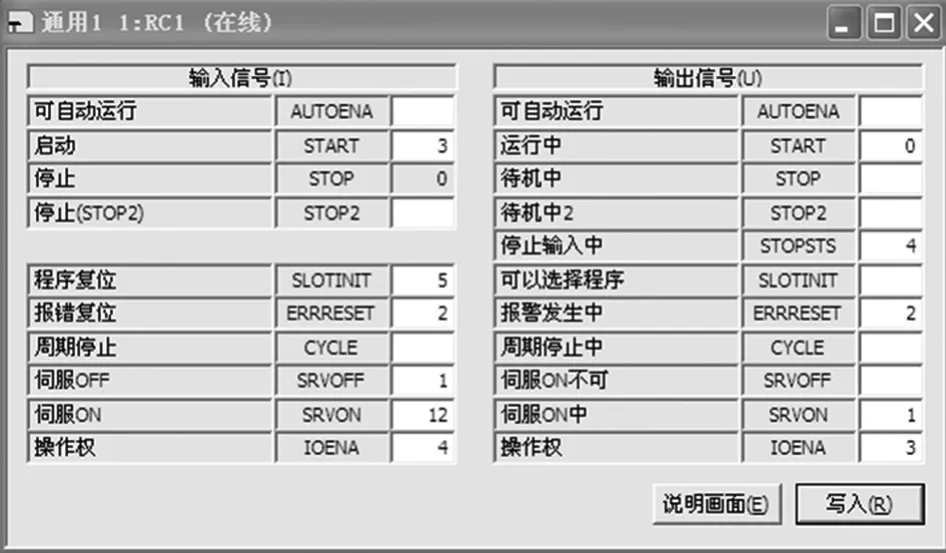
图9 机器人的硬件接线图
4)启动机器人,打开RT ToolBox2软件,用户可自行编程或者下载参考程序,程序下载完毕后,用示教器进行点的示教,所需示教的点见表1。
4 六轴机器人单元常见故障分析
(1)六轴机器人单元性能总体稳定,但在调试的过程中也出现过一些故障,常见的可以分为下列几种:
1)设备不能正常上电;
2)传感器对应的PLC输入点没输入;
3)机器人不能启动;
4)机器人运动过程中报警。
(2)针对以上具体故障进行详细的分析:
1)故障现象:设备不能正常上电。
故障原因:①电气元件损坏;②线路接线脱落或错误。
解决方法:①更换电气件;②检查电路并重新接线。
2)故障现象:传感器对应的PLC输入点没输入。
故障原因:①PLC与传感器接线错误;②传感器坏;③PLC输入点损坏。

表1 需示教的点
解决方法:①检查电缆并重新连接;②更换传感器;③更换输入点。
3)故障现象:机器人不能启动。
故障原因:①机器人的运行程序未选择;②机器人专用I/0没有设置;③PLC的输出端有没有输出;④PLC的输出端子损坏。
解决方法:①在控制器的操作面板选择程序名(在第一次运行机器人的情况);②设置机器人专用I/O(在第一次运行机器人的情况);③监控PLC程序;④更换其他端子。
4)故障现象:机器人运动过程中报警[3]。
故障原因:①机器人从当前点,到下一个点不能直接移动过去;②气缸节流阀锁死;③机械结构卡死。
解决方法:①重新示教下一个点;②松开节流阀;③调整结构件。
5 结束语
综上所述,在手机生产线上采用六轴机器人单元有利于提高手机生产效率。比传统的采用人工进行流水线生产,不仅提高了速度,而且减少了出错的几率。在安装与调试设备过程中,深入地分析其工作原理,掌握其调试步骤,了解常见故障的现象,有助于在以后的教学过程中能够及时、准确、快速地找到解决方案。
[1]工业机器人应用与维护实训考核系统设备使用说明书[Z].广东三向教学仪器制造有限公司,2013.
[2]刘明,段盛开,刘小明.PLC技术及应用(三菱)[M].广州:世界图书出版社公司,2013.
[3]朱梅,朱光力.液压与气动技术[M].西安:西安电子科技大学出版社,2009.
(编辑:阮毅)
Analysis of Working Principle and Faults Diagnose of the Six Axis Robot
LIAO Xin-hui
(Qingyuan TechnicalCollege,Qingyuan511517,China)
Introduces a setof industrial robotapplication andmaintenance training evaluation system,which is amobile phone automatic production line.The linemodel is SX-CSET-JD08-04.It is composed of the central control cabinet,four axis robot unit,feeding the whole column,sealed by the unit,image detection units,six axis robot,logistics,warehousing,packaging units.This paper focus on analyzing the working principle of the six axis robot unit and faults often appears during debugging,with possible technicalmeasures to settle the faultsare provided.
mobile phoneautomatic production lines;six axis robot;working principle;faultanalysis
TP242
A
1009-9492(2015)06-0052-04
10.3969/j.issn.1009-9492.2015.06.012
2014-12-16
廖新辉,男,1970年生,湖南湘潭人,大学本科,讲师。研究领域:职业技能教育。
猜你喜欢
池州学院学报(2022年3期)2022-08-11
今日农业(2021年13期)2021-11-26
锻压装备与制造技术(2021年2期)2021-07-19
湖北农机化(2020年4期)2020-07-24
电子测试(2018年1期)2018-04-18
现代机械(2018年1期)2018-04-17
临床医药文献杂志(电子版)(2017年11期)2017-05-17
现代企业文化(2016年1期)2016-12-23
电子制作(2016年19期)2016-08-24
设备管理与维修(2015年12期)2015-04-09
