
用大车床车削长、薄、大直径内筒零件保证互相形位公差的研究
2015-09-16 00:42张斌广东省肇庆市四会中等专业学校广东肇庆526200
机电工程技术 2015年6期
张斌(广东省肇庆市四会中等专业学校,广东肇庆526200)
用大车床车削长、薄、大直径内筒零件保证互相形位公差的研究
张斌
(广东省肇庆市四会中等专业学校,广东肇庆526200)
在用C6180A大车床车削长、薄、大直径内筒零件时,出现了多个外、内径尺寸的互相形位公差,难以达到图样的技术要求,在分析原因后,通过改进定位工装、修改工艺方案后,使零件达到了图样要求,解决了生产实际问题。
长、薄、大内筒零件;车削;形位公差;保证
笔者在用大车床车削长、薄、大直径内筒零件时,有多个外、内径尺寸相互间的同轴度、垂直度位置公差难以达到图样的技术要求,这种特殊的零件,在加工过程中,当夹紧定位、加工工艺选择不合理时,容易使工件变形和振动,很难保证零件的加工精度。在加工过程中稍不注意,极易产生不合格品甚至废品,因此有必要对其形位公差的保证进行研究,以保证零件合格,提高经济和生产效率。
1 分析图1 所示内筒件产品图样,主要技术、精度要求分析如下
以上多个外、内径尺寸都为互相形位公差,形位公差较严格,配合要求高,加工难度较大。
(4)该内筒属于薄壁零件(零件直径与零件壁厚之比大于15),此类零件刚性差、易变形、切削过程中容易振动影响加工精度。因此,要考虑:①选择合理的夹紧定位方案,使夹紧力尽量均匀,减少变形和振动以及定位误差,避免零件加工超差;②选择合理的切削参数、刀具几何参数来减少切削力,使工件减少或消除局部变形。

图1 内筒零件图
2 结合现有条件,选择设备、合理的切削参数、刀具几何参数
(1)选普通车床:大车床C6180A:由于此内筒件的最大直径达到了ϕ420mm,总长度为686mm。直径较大,必需选用大车床C6180A进行加工,才能满足回转直径的要求。在精加工时,车床的转速选600r/min,较高的主轴转速不仅有助于减少切削力,还可以减少切削热对工件的影响。吃刀深度为t=0.5~1mm,减少切深可以减少切削时的吃刀力,能够有效减少工件变形。
(2)精车时,采用横刃精车刀,刀具材料选用YT15或YW2硬质合金,刃口要锋利,车刀的前刀面,后刀面及刀尖圆弧用油石研磨。精车刀几何参数见表1。

表1 精车刀几何参数形状选用值
较大的主偏角、稍大的前角、较小的刀尖圆弧半径,有助于减少吃刀力。这些参数都是根据工件加工要求进行摸索总结出来的,可以实现理想的加工效果[2]。
3 第一次加工工艺方案的实施
整个加工工艺流程分解为:焊接前加工工艺、焊接后加工工艺。
3.1焊接前加工[3]
(1)法兰粗车加工
①用四爪卡盘夹紧法兰外圆厚度1/3处,进行车削一端面、外圆ϕ420、法兰内孔ϕ195+2+1.5(留2mm余量)。
②调头:用四爪卡盘扩紧内孔ϕ195处,用百分表校正外圆及平面,车削另一端面及外圆和切ϕ268×ϕ242×10的槽,外倒3×45°角、内倒2×450角,如图2所示。
(2)管粗车加工
用四爪卡盘夹紧管一端校正,另一端尾座用了为加工此零件,笔者自制的活动三爪卡盘扩紧内孔心轴,如图3所示,进行端面车削,加工完成后,与法兰上ϕ268×ϕ242×12的槽配合进行焊接加工。

图2 ϕ268×ϕ242×10的槽
3.2焊接后加工
(1)用四爪卡盘夹紧法兰外圆ϕ420的2/3处,用百分表校正外圆。另一端尾座用活动三爪卡盘扩紧管内孔定位。
(3)因为内筒的总长度达到686mm,工件较长。为防止车削时震动过大,所以,用加装中心架支承外圆靠右大约100mm处,进行粗、精车削:
1)粗车:①车削ϕ242深孔和倒R3的圆弧和端面,保证长度为660mm;②车削ϕ250、ϕ244的内孔,长度分别为95 mm,75 mm及1.5°的锥度;③车削ϕ195的光圆(留1 mm余量精车)。
2)精车:一端用尾座活动三爪卡盘扩紧内孔,对内孔ϕ250进行定中,卸下中心架,车削外圆ϕ268、法兰与管焊接处的法兰端面,保证筒内端面长度为664 mm(注:26为法兰内厚,22为法兰外厚,筒内端面长为:660+(26-22)=664mm)。
3.3调头精车法兰各部位
(1)用四爪卡盘夹紧一端外圆ϕ268处,用百分表校正外圆。另一端用中心架支承外圆ϕ268靠近法兰处。
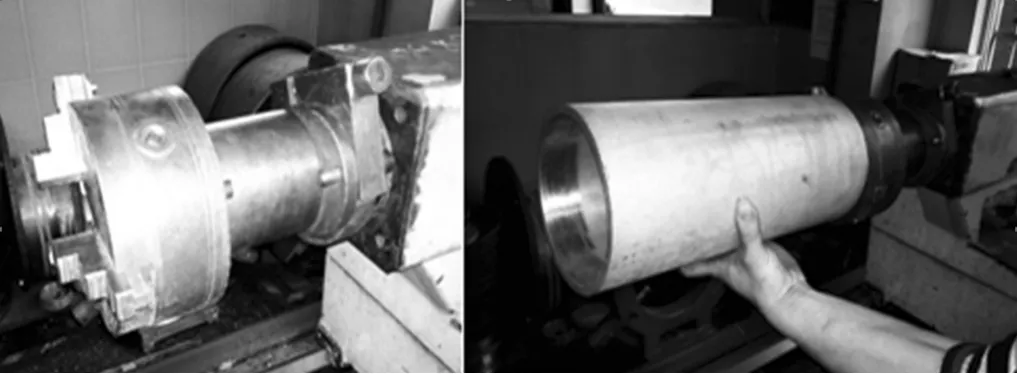
图3 活动三爪卡盘
(2)车削内孔ϕ195,倒R2.5的圆弧、3×45°的角。
(3)车切槽距直径为ϕ300±0.1、10.5+0.1×6+0.1(槽宽×槽深)的密封槽,一刀成型。
(4)精车ϕ420的外圆和法兰端面厚度至22mm,去毛刺。
4 按第一次加工工艺方案加工完成后,内筒三座标检测结果

图4 1.5°锥度定位心轴
5 对出现的问题进行分析研究
(1)主要是调头和使用中心架次数多、震动大、产生累积误差。
一稿多投是一篇文章同时往多个期刊投稿,造成两个或多个期刊同时发表一篇同样的文章,是一种恶劣的行为。其变种是,将题目和内容作了极少的修改,发表在不同的期刊,该行为也属一稿多投的范畴。
(2)一次车切完成对ϕ300± 0.1、10.5+0.1×6+0.1密封槽的加工,产生震动误差。
6 定位轴结构设计
为了提高零件在加工过程中的稳定性。减少震动、定位误差的产生,设计了1.5°锥度定位心轴、法兰内定位轴,机加工完成。如图4、5所示。

图5 法兰内定位轴
7 第二次加工工艺方案的实施
在第二次加工工艺方案中,改进了定位工装、加工工艺方案[4]:在第一次的加工工艺方案中,将焊接后,在精车外圆ϕ268时,用了尾座活动三爪卡盘扩涨内孔,现改用1.5°锥度定位心轴。尾座用活动顶针顶紧锥度定位心轴中心孔,使用安装如图6所示,卸下中心架,精车削外圆ϕ268,法兰与管焊接处的法兰端面,保证筒内端面长度为664mm。

图6 1.5°锥度定位心轴使用安装图
调头精车法兰各部位
①用四爪卡盘夹紧1.5°锥度定位心轴,用百分表校圆和校直上母线水平,误差不得超差0.01mm,定位心轴套入零件。
②装上中心架,支承在外圆ϕ268靠近法兰处,进行精车内孔ϕ195、倒R2.5的圆弧和3×45°的角。
③进行切削法兰端面,使外厚度为22.5mm,粗切:槽距直径为ϕ300±0.1、10.5+0.1×6+0.1的密封槽,留余量0.5mm进行精车。
④松开中心架:用法兰内定位轴、1.5°锥度定位心轴进行定位,尾座用活动顶针顶紧定位轴中心孔,使用安装如图7所示,分层的小吃刀、小进给精车槽距直径为ϕ300±0.1、10.5+0.1×6+0.1的密封槽[5],再精车法兰端面至厚度为22mm。并保证与ϕ268的轴心线垂直度小于0.1mm。
⑤去毛刺,抛光中心架位置,使表面粗糙度达到1.6μm。
8 按第二次加工工艺方案加工完成后,内筒三座标检测结果

图7 1.5°锥度定位心轴、法兰内定位轴使用安装图
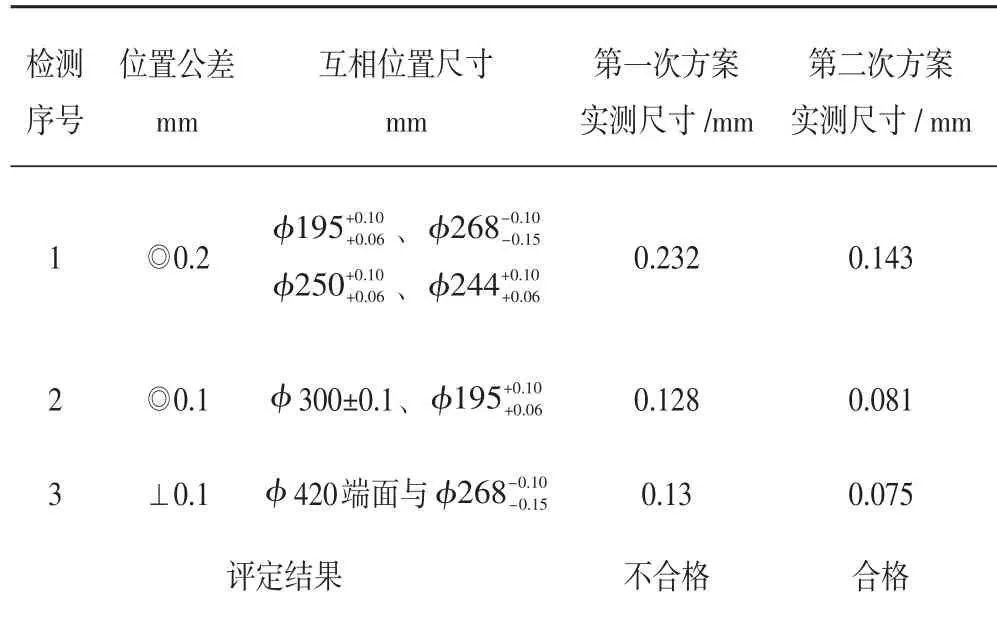
表1 第一、二次加工工艺方案,内筒三座标检测评定结果对比表
9 结束语
这种长、薄、大直径的零件,在实际生产中会经常碰到,文中对该零件的主要技术、精度要求进行了详细的分析,通过改进定位工装、工艺方案。从而保证了互相形位公差,达到了理想的加工效果,为同类零件的加工提供了可借鉴的案例。
[1]肖利,孙朝海.薄壁零件的加工技术研究[J].机床与液压,2014,20(42):27-30.
[2]宋育红.薄壁零件的变形分析和加工精度控制[J].机床与液压,2014,14(42):194-196.
[3]《金属机械加工工艺人员手册》修订组.金属机械加工工艺人员手册[M].上海:上海科学技术出版社,1987.
[4]王先逵.机械加工工艺手册[M].北京:机械工业出版社,2008.
[5]周哲波,姜志明.机械制造工艺学[M].北京:北京大学出版社,2012.
(编辑:向飞)
Ensuring the Shape and Position Tolerance for Large Lathe Turning the Long,Thin,Large Diameter Inner Tube Parts
ZHANG Bin
(Guangdong Zhaoqing SihuiSecondary Specialized School,Zhaoqing526200,China)
In C6180A large lathe turning long,thin,large diameter inner tube part,the emergence ofmutual tolerance of form and position a plurality of inner diameter,it is difficult to achieve the requirements of drawings.After analyzing the causes,by improving the positioning fixture,modifying the processscheme,the components meet the design requirements,and actual problems in production are solved.
long,thin,large inner cylinder parts;turning;form and position tolerance;guarantee
TG506
A
1009-9492(2015)06-0096-05
10.3969/j.issn.1009-9492.2015.06.025
2014-10-15
张斌,男,1974年生,广东兴宁人,大学本科。研究领域:机电一体化。已发表论文4篇。
猜你喜欢
钻采工艺(2022年4期)2022-10-21
上海涂料(2021年5期)2022-01-15
湖北农机化(2020年17期)2020-11-02
饮食保健(2020年7期)2020-04-30
名城绘(2019年3期)2019-10-21
制造技术与机床(2017年8期)2017-11-27
临床超声医学杂志(2017年3期)2017-04-08
机械工程师(2014年8期)2014-12-02
家庭科学·新健康(2014年10期)2014-10-24
吉林医学(2013年3期)2013-11-15
