1#机组安全壳C类试验阀门缺陷分析及处理
2015-12-25 01:49屈吕虎
设备管理与维修 2015年2期
屈吕虎 喻 望 岳 洋
(海南核电有限公司 海南昌江)
一、概述
安全壳打压试验原理是通过对安全壳进行抗压强度测试,验证安全壳的建造质量,以确保核电站商运后安全壳不会发生破损,保障核电站的安全。
安全壳打压试验分为C类试验、B类试验和A类试验,其中C类试验为贯穿件阀门密封试验,B类试验为安全壳相关闸门密封试验,A类试验为安全壳整体打压试验。安全壳C类试验和B类试验是A类试验执行的先决条件,其试验结果的好坏将直接影响A类试验成功与否。2013年12月中旬,海南核电1#机组安全壳C类试验正式启动,阀门消缺工作陆续展开。此次安全壳C类试验共涉及79个贯穿件,221个各类型阀门,包括闸阀、止回阀和安全壳隔离阀等。
二、闸阀故障分析及处理方法
海南核电1#机组安全壳C类试验相关的闸阀(包括打压试验的边界阀)厂家主要为中核苏阀科技实业股份有限公司(以下简称苏阀)和法国VELAN。其中苏阀闸阀又细分为W型(带楔块平行双闸板)闸阀和C型(弹性单闸板)闸阀,出现的问题较多;VELAN闸阀则主要为C型闸阀,出现的问题较少。
1.苏阀W型闸阀限位架螺柱断裂、锁紧垫片未锁紧
(1)问题现象。在处理1RRI019VN闸阀内漏超标问题过程中,解体阀门后发现阀瓣限位架螺栓断裂、且锁紧垫片未锁紧,阀门结构详见图1。
(2)原因分析。限位架螺栓断裂的可能原因是:①限位架卡爪与阀瓣凹槽配合尺寸不合。正常情况下,阀瓣装配时限位架螺栓拧紧后,限位架的卡爪与两阀瓣凹槽内侧均留有间隙,作为楔式阀瓣在阀门关紧时的横向位移的余量。②螺栓的抗拉强度不够、在阀门关闭时受拉断裂。锁紧垫片未锁紧的可能原因是阀门在工厂内装配时工作人员遗漏相关装配工序。
(3)处理措施。①仔细检查1RRI019VN阀体内部,找到断裂的螺栓——限位架组件,防止异物进入系统管道;②将断裂的螺栓寄回苏阀厂内做力学分析,确认螺栓材质是否合格;③海南核电1#、2#机组项目共有苏阀W型闸阀88台,鉴于限位架螺柱断裂及锁紧垫片未锁紧问题危害极大且无法直接检查,经苏阀厂家、采购部、施工部及调试部会议商定,对海核项目所有苏阀W型闸阀逐一进行解体排查,发现限位架卡爪与阀瓣凹槽卡死,则由苏阀厂家对卡爪进行适当磨削加工,以满足配合间隙要求;发现止动垫圈未锁紧,则在阀门回装时按要求进行锁死。

图1 苏阀W型闸阀限位架结构示意图
2.苏阀W型闸阀阀瓣密封带偏离
(1)问题现象。1RRI211VN、1RRI300VN闸阀出现内漏超标的情况,解体后做蓝油试验,发现阀瓣密封带中心严重偏离阀瓣中心( 图 2)。
(2)原因分析。阀门在工厂内部匹配时未做蓝油试验以检测密封带位置。阀瓣和阀座在工厂内设计、加工时,一般会使阀瓣密封带稍微偏下,但不超出密封面的范围,其目的是给以后阀门密封面研磨留有一定的余量。每次研磨阀瓣或者阀座时,研磨的切削量均会使蓝油试验所得到的阀瓣密封带整体向上移动。
(3)处理措施。①堆焊阀瓣密封面,使其向内拓宽,确保蓝油试验所得到的密封带均落在阀瓣密封面上。该方案的优点是不改变阀门本身的力学性能,缺点是加工工艺复杂、检修周期长。②研磨阀瓣或阀座密封面,并达到一定的研磨量,使得阀门关闭时阀瓣密封带上移。该方案将减少阀门密封面的研磨余量,且费时费力,因此不建议采纳。③切屑阀瓣组件中的楔形块下表面(图1),减少其厚度,使得阀门关闭时阀瓣密封带上移。
考虑安全壳C类试验阀门消缺窗口紧张,在充分保证楔形块力学性能的前提下,现场采取了措施③,即对阀瓣组件楔形块下表面进行切削1 mm。处理后再次蓝油试验时,密封带已上移并落在了阀瓣密封面上,经后续打压验证阀门密封合格。

图2 阀瓣密封带位置偏离
3.闸阀密封面缺陷
(1)问题现象。1#机组安全壳C类试验期间,闸阀内漏现象非常普遍。苏阀闸阀内漏问题最为突出,经解体后目视检查和刀口尺检测,发现阀瓣和阀座密封面上存在不同程度的点坑、划痕及“瓢曲”(即密封面不在同一平面上)等缺陷;VELAN闸阀个别阀门存在内漏问题,经解体检查发现密封面存在划痕缺陷。
(2)原因分析。点坑、划痕等缺陷的产生与阀门内部及其所在管线的清洁度息息相关。经解体检查,发现很多内漏阀门阀体内部存在大量的硬质杂质与异物。当阀门动作时,粘附在密封面上的杂质与异物挤压或者划拉密封面,使其产生缺陷。阀体内杂质与异物的来源主要为阀体及管道内部锈蚀产生的铁屑、焊缝打磨产生的铁粉和管道异物等(图3)。

图3 阀体内部锈蚀(左)管道异物(右)
密封面瓢曲的可能原因:阀瓣和阀座厂内机加工尺寸不合格,存在一定的瓢曲;相关材料加工成型后仍存在一定的内应力,经过一段时间后应力释放导致密封面变形;阀门焊接到管道上时产生一定的焊接应力,使得阀座密封面变形;阀门进出口管道未调整到位,产生一定的作用力使阀座密封面变形。
(3)处理措施。对阀座密封面缺陷,选取合适尺寸的整盘研磨盘进行机械研磨处理(图4),其优点是在消除点坑、划痕缺陷的同时,能够校正密封面的瓢曲。注意:相较于整盘研磨盘,行星盘虽然在研磨点坑、划痕等局部缺陷效率更高,但不能有效校正瓢曲缺陷。因此在密封面研磨消缺过程中,若阀座密封面材质硬度较高、划痕较深,可先采用行星盘进行研磨,待划痕基本消除后再采用整盘研磨盘进行校正。
对阀瓣密封面缺陷,阀瓣尺寸较小的可采用安全阀研磨机进行研磨处理;若尺寸太大超出安全阀研磨机适用范围,则将阀瓣置于研磨平板上进行手动研磨。
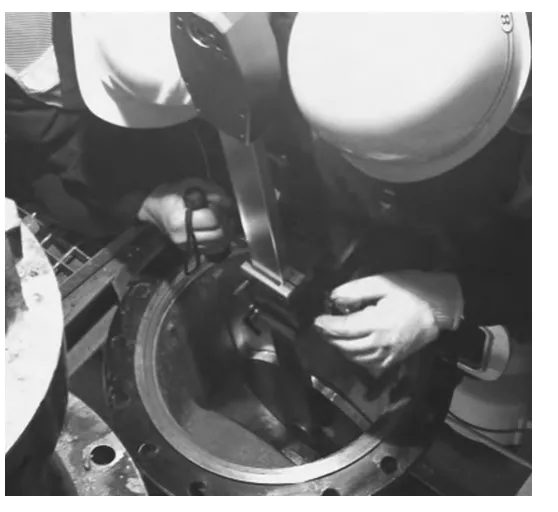
图4 阀座密封面研磨
4.苏阀W型闸阀阀瓣组件装配方向错误
(1)问题现象。苏阀W型闸阀阀瓣组件装配方向错误,使得阀门的承压方向与介质流向相反。为保证阀门关闭时的密封性能,W型闸阀在设计上其承压方向一般与管路内部的介质流向相同,即从结构上来说阀瓣组件中的活动楔形块需朝向阀门的出口侧,见图5。
(2)原因分析。阀瓣组件在厂内装配时未按照图纸要求进行组装。
(3)处理措施。解体阀门,重新组装阀瓣组件,使得楔形块朝向阀门出口侧,确保阀门承压方向与管路介质流向一致。
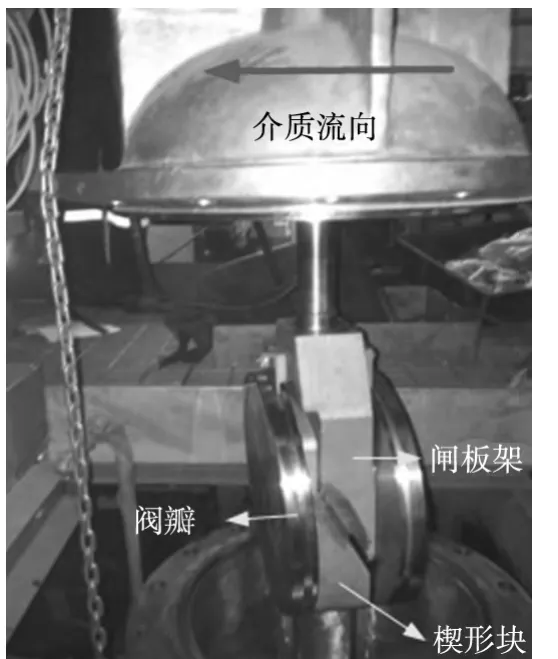
图5 W型闸阀阀瓣组件(图中为正确的安装方向)
5.苏阀闸阀填料吹扫孔缺陷
(1)问题现象。在安全壳C类试验过程中,当某一贯穿件整体打压泄漏超标时,打压人员需要制定方案对相关的边界阀逐一进行密封性验证。对于闸阀而言,快速且可行的独立密封性验证的方法为:在阀门全关时从填料吹扫孔处往阀腔注入一定的气压,若保压合格,则说明阀门密封性合格。而在实际操作过程中,打压人员发现绝大多数的苏阀闸阀填料吹扫孔在功能上存在缺陷,即压缩空气无法通过吹扫孔注入阀腔。
(2)原因分析。填料吹扫孔无法与阀腔连通的原因为吹扫孔位置不当,孔的内部出口被填料环堵塞。在设计上,填料吹扫孔出口应与金属填料垫相对,而填料垫与阀体间为间隙配合,以便介质流通。
(3)处理措施。将该缺陷反馈给苏阀厂家,经商讨可行的解决方法是:适当增加金属填料垫的厚度,以便吹扫孔能与填料垫相对;同时为了提高介质流通效果,可在填料垫上加工一缺口,缺口侧朝向吹扫孔位置。
三、止回阀问题及其处理方式
海南核电1#机组安全壳贯穿件相关的止回阀厂家为大连大高阀门股份有限公司(以下简称大高),阀门形式主要为升降式和旋启式两种。
1.止回阀密封面缺陷
(1)问题现象。在贯穿件阀门打压过程中发现大高止回阀内漏问题非常普遍。解体后发现阀瓣和阀座密封面上存在不同程度的点坑、划痕等缺陷;另经蓝油试验检测,发现部分止回阀蓝油压痕不连续。
(2)原因分析。点坑、划痕等缺陷的产生与阀门内部及其所在管线的清洁度有关。当阀门动作时,粘附在密封面上的硬质杂质将挤压密封面,造成不同程度的损伤。密封面无法完全贴合,原因为阀瓣或阀座存在不同程度的瓢曲变形。
(3)处理措施。对于升降式止回阀,采用专用工具依次研磨阀瓣和阀座,以消除密封面上的点坑和划痕缺陷、校正阀瓣和阀座密封面的锥角,研磨完毕后需进行蓝油试验,确保密封带连续、不间断;对于旋启式止回阀,为提高消缺效率,阀瓣和阀座的缺陷一般通过研磨机进行校正处理,个别阀门的阀座研磨受现场检修空间所限则采用手动研磨处理,研磨完成后同样需经蓝油试验检验合格。
2.旋启式止回阀止转槽失效问题
(1)问题现象。根据福清、宁德及广核项目经验反馈,部分大高旋启式止回阀阀瓣组件中的摇臂凸出部位存在脱出阀瓣止转槽的现象。经解体排查,海核项目大高止回阀存在同样的问题。
(2)原因分析。摇臂与阀瓣连接间隙过大,导致止转槽脱出;摇臂上的凸出结构过短,无法卡入止转槽;
(3)处理措施。针对大高旋启式止回阀止转槽脱出问题,首先通过调整摇臂与阀瓣间的垫片(图6)厚度进行处理,若止转槽仍然脱出,则通过焊接方法加长摇臂上的凸出部件,确保其能够卡入止转槽。

图6 大高旋启式止回阀止转槽结构
3.止回阀阀瓣质量缺陷
(1) 问 题现象。在研磨大高止回阀阀瓣过程中,维修人员发现部分止回阀阀瓣存在沙眼、裂纹(图7)等质量缺陷。
(2) 原 因分析。一般情况下,阀瓣上的沙眼、裂纹缺陷与厂内加工制造有关。
(3)处理措施。将缺陷阀瓣按照不符合项流程进行返厂处理,如不能修复则直接更换新阀瓣。
四、安全壳隔离阀问题及其处理方式
海南核电1#机组安全壳隔离阀为1EBA001/002/003/004/013/014/015/016VA,1ETY003/004/005/006/007/008/009/010VA,生产厂家为江苏神通阀门股份有限公司,阀门本体为蝶阀结构。
1.阀门密封面缺陷
(1)问题现象。EBA和ETY系统安全壳隔离阀在打压过程中,发现密封面泄漏量严重超标。检修人员拆除阀门进出口管道、打开阀门后检查阀瓣和阀座密封面,发现密封面上存在不同程度的点坑、划痕等缺陷(图8)。
(2)原因分析。阀门关闭操纵前,密封面上的硬质杂质未得到有效清除。

图7 裂纹缺陷
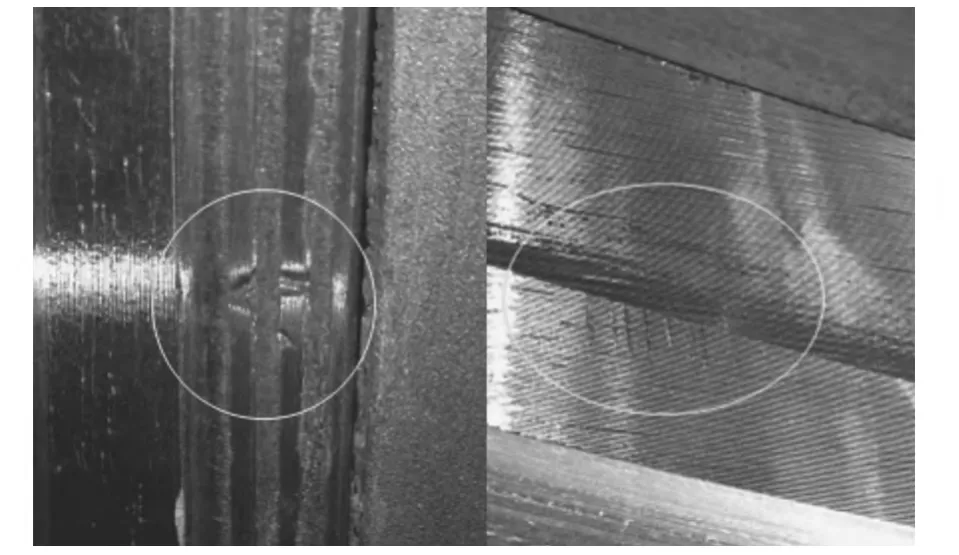
图8 阀瓣密封面缺陷(左)和阀座密封面缺陷(右)
(3)处理措施。针对阀瓣密封面缺陷,调整阀瓣压板的压紧力矩,即旋紧阀瓣密封面缺陷处所对应的压板螺母,使得缺陷处的石墨层受挤压凸出,形成新的密封。如调整后的密封面经打压测试仍泄漏超标,则更换新的密封圈。针对阀座密封面缺陷,采用研磨砂纸手动研磨处理。
2.阀门锈蚀
(1)问题现象。阀门进出口法兰及阀体内部均存在不同程度的锈蚀情况,个别阀门的阀座和阀瓣密封面上也存在少量铁锈( 图 9)。

图9 阀体内部浮锈(左)和阀瓣密封面上粘附的铁锈(右)
(2)原因分析。阀体及阀瓣除密封面外其材料为碳钢,海南空气湿度大、易锈蚀;EBA、ETY系统管路打压残留的水未及时清除,湿度超标引发锈蚀;阀门在设计时,未考虑相关部件的防锈问题。
(3)处理措施。采用除锈剂、钢丝刷和研磨砂纸对阀门锈蚀部位进行彻底清理,完成后涂抹防锈油进行保护。
五、其他类型阀门问题及其处理方法
除上述闸阀、止回阀和安全壳隔离阀外,在1#机组安全壳C类试验相关阀门消缺过程中,消缺组还处理了以下几种缺陷:
(1)VELAN气动截止阀(1REN102VP)阀杆弯曲处理。缺陷原因可能为阀门关闭力过大、超过阀杆的承压极限。处理方法为解体阀门、更换阀杆组件,回装后重新进行打压试验。
(2)SEGAULT气动截止阀(1RIS124VP)手轮销钉断裂。西高截止阀手轮与手轮杆之间通过一个安全销钉进行连接,当操作力大于销钉的剪切力极限时,销钉即会被剪断,其目的是确保阀门密封面不会受力过大而损坏。SEGAULT截止阀销钉断裂现象在海核项目中较频繁,当前的处理方法是更换新销钉。
(3)苏阀截至阀内漏处理。安全壳打压试验过程中,苏阀截止阀内漏现象比较普遍,其处理方法是升压后对内漏截止阀进行反复冲洗,如仍不合格则将缺陷阀门进行返厂检修。若现场调试工期紧张,可先将2#机组同位号阀门拆借至1#机组使用,后续再将1#机组返修完毕后的阀门用于2#机组。
(4)苏阀截止阀填料处外漏处理。部分苏阀截止阀填料压盖拧紧螺母较松,打压时出现外漏现象。处理方法是根据图纸要求重新打力矩,若仍外漏则适当提高力矩值。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
化工设备与管道(2022年1期)2022-06-08
化工机械(2022年1期)2022-03-21
核科学与工程(2021年4期)2022-01-12
金属加工(冷加工)(2020年8期)2020-08-13
智富时代(2018年3期)2018-06-11
智富时代(2018年3期)2018-06-11
现代制造技术与装备(2018年3期)2018-04-24
中国核电(2017年2期)2017-08-11
核科学与工程(2016年3期)2016-01-03