造船现场校管测量及出图系统研究
2016-06-03 05:56张宜群
造船技术 2016年2期
张宜群
(上海船舶工艺研究所, 上海 200032)
造船现场校管测量及出图系统研究
张宜群
(上海船舶工艺研究所, 上海 200032)
摘要通过对造船现场校管自动出图系统的研究,采用解方程组的方式,推导出一种快速的计算方法,并设计了一种新型的拉线测量装置。基于AutoCAD 2010二次开发、建立相关法兰数据库原理,设计了造船现场校管出图系统框架,可实现造船现场校管快速自动出图功能,也可为设计生产现场校管自动出图产品提供参考。
关键词测量现场校管
0引言
近年来随着中国造船业的不断发展,国内骨干造船基地先后顺利建成投产,并全面形成总装化造船模式。一批老造船企业为进一步完善现代造船模式,加快了自动化和信息化进程,造船能力和生产效率快速增长,已经成为中国船舶工业迈向现代化的重要标志。然而近年来我国面临国际国内双重竞争的局面,外部经济环境更趋复杂、多变,劳动力成本加大,进一步提高了技术和成本门槛;内部经济环境中,保交船、降成本、调结构的压力更加激烈。经过多年持续改进,造船精度控制技术不断提高,但是分段/总段合拢时由于管系零件存在制造和安装过程的累计误差,大量管系常无法对接,经常会遇到必须在现场进行放样制作的管子。传统现场校核方法、合拢管测量和制作周期相当于制作预制管5倍以上的工作量,不仅效率低下,同时还会衍生出法兰附件损伤、现校管体损伤、工艺规范冲突、安装后效果不佳等质量问题。若管径较大时,搬运也存在一定的安全隐患。为了改善在建造船合拢管的制作质量、节约临时固定用角铁等材料以及节省劳动力,通过对AutoCAD 2010进行二次开发,开发出了一套快速出图软件系统,实现了合拢管不同空间位置的精确测量、定位、拟合设计。
1基本原理
1.1求平面外一点坐标算法
设基准法兰空间坐标系为O′X′Y′Z′,T型挂线结构的坐标系为OXYZ,OXYZ与O′X′Y′Z′平行。在OXYZ坐标系中,已知平面上A、B、C三点和平面外一点P(见图1和图2),坐标分别为A(r,0,0)、B(0,r,0)、C(-r,0,0),|PA|=a,|PB|=b,|PC|=c,可以求解P(x,y,z)坐标值。

图1 基本原理示意图

图2 基本坐标及空间位置
由两点距离公式可得到如下3个等式。
(1)
(2)
(3)
由(3)-(1),得
(4)
由(1)-(2),得
(5)
由(1)+(2)+(3),得
(6)
将(4)和(5)代入(6),求得
(7)
同理也可以求出平面外Q点和M点。
1.2求两个法兰中心线的公垂线
设P、Q、M三点为被测法兰外表面3个螺栓孔的3个中心点,通过测距可得P、Q、M三点坐标,由于P、Q、M三点共圆,可以求得被测法兰圆心及法向量,经过坐标平移可以得到相对基准法兰圆心O′(0,0,0)的坐标及法向量。
ΔO′Z2E。

图3 两个法兰中心线空间位置

(8)
(9)
(10)

(11)
由(8)-(11)式,经过矢量运算即可确定Z2、T2点坐标和h的值。
1.3连接算法

(12)
(13)
因此,只要给定Z1点坐标、L、夹角α和β,可以求得T1点坐标,从而求得连接轨迹线(折线O′Z1T1O″),最后设定倒角半径,计算出倒角(见图4)。已知两条直线开倒角算法很多,本文应用向量计算求解出圆心和切点坐标,不在此赘述。

图4 两条直线开倒角
2现场校管自动出图系统总体设计
2.1总体设计思路
本文提出的现场校管自动出图系统分为硬件系统和软件系统(见图5)。其中,硬件系统包括拉线测量装置和PDA设备,通过9次拉线测量长度,确定被测法兰的圆心空间坐标及法相方向;软件包括拉线位移传感器测距读数程序编写、基于Auto CAD二次开发的参数输入程序实现接管自动拟合、建立法兰数据库,以及应用上海船舶工艺研究所开发的SB3DX软件出图程序模块,实现自动出图功能。
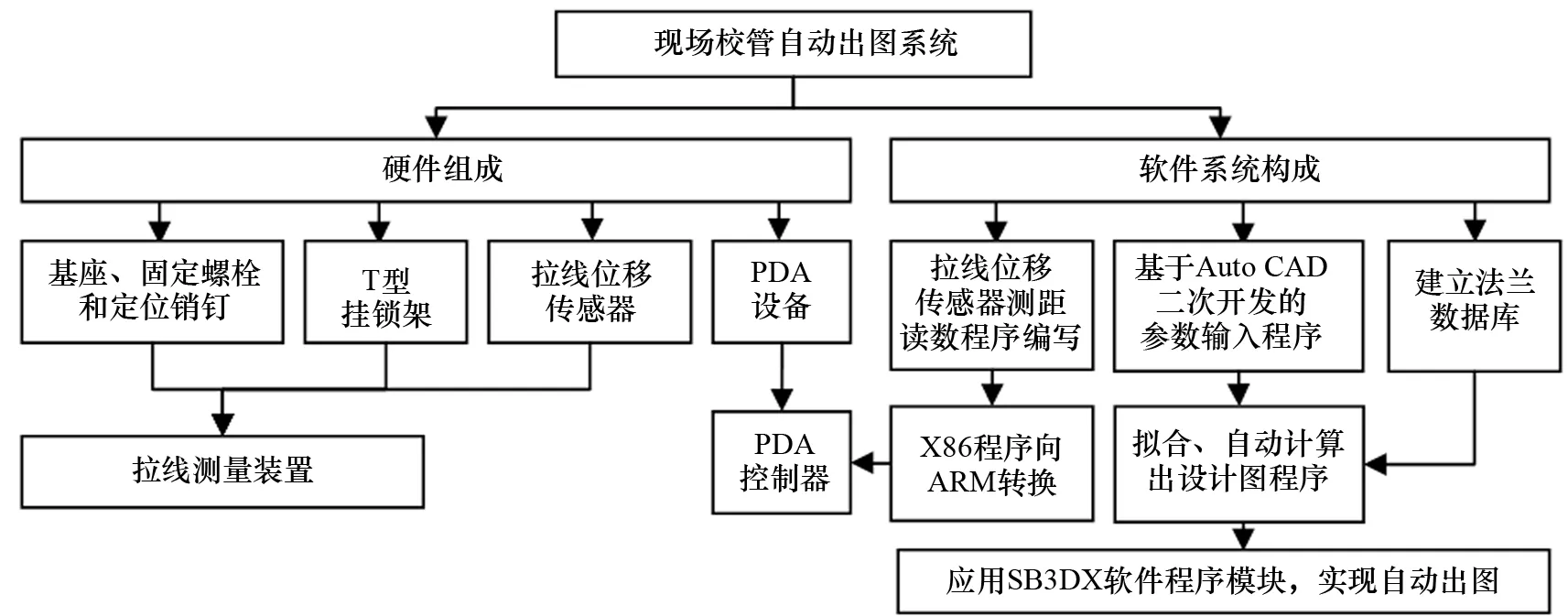
图5 总体设计思路
2.2拉线测量装置设计及操作流程
拉线测量装置(见图6)主要包括拉线位移传感器、长方形固定结构、T型挂线结构件(含挂线孔和基准线)、固定螺栓、定位销钉等。
其主要操作步骤如下。
(1) 当管径较大时采用内挂式(如图7左图所示),当管径较小时采用外挂式(如图7右图所示)。

图6 单点悬挂式拉线测量装置 图7 两种悬挂方式(左内挂,右外挂)
(2) 通过固定螺栓,将拉线测量装置初步固定在基准法兰上,将卡槽安装到对点螺栓上。
(3) 将传感器线头拉出,挂在对角卡槽中,准备对中校核。
(4) 手动调整长方形固定结构,使得传感器拉线与基准线平行,然后拧紧定位销钉,完成对中校核(见图8)。
(5) 将传感器线头拉出,穿过挂线孔,挂到待测法兰螺栓的卡槽中(见图9)并记录拉线长度(PDA记录)。待测法兰同一个测量点,需测量3次长度(逆时针挂线,每次通过T型结构挂线的1个挂线孔)。
(6) 重复上步,通过PDA记录,直至测完3个不同螺栓孔(共拉9次)。
(7) 将数据导入电脑,调用法兰数据库数据,通过程序完成接管拟合及自动绘制施工图。
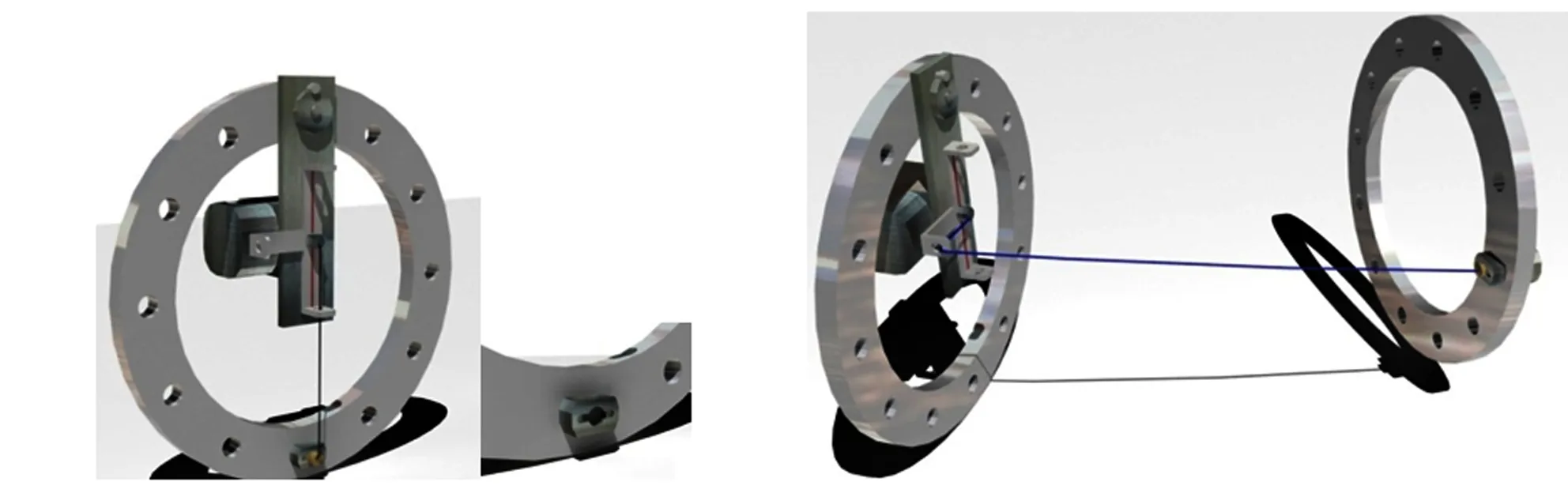
图8 对中校核 图9 拉线测量长度
2.3与其他测量装置对比分析
其他测量装置主要包括3种类型:三坐标测量臂数据臂测量装置、单点悬挂转动式拉线装置、两点固定式3条拉线测量装置。其主要特点如表1所示。
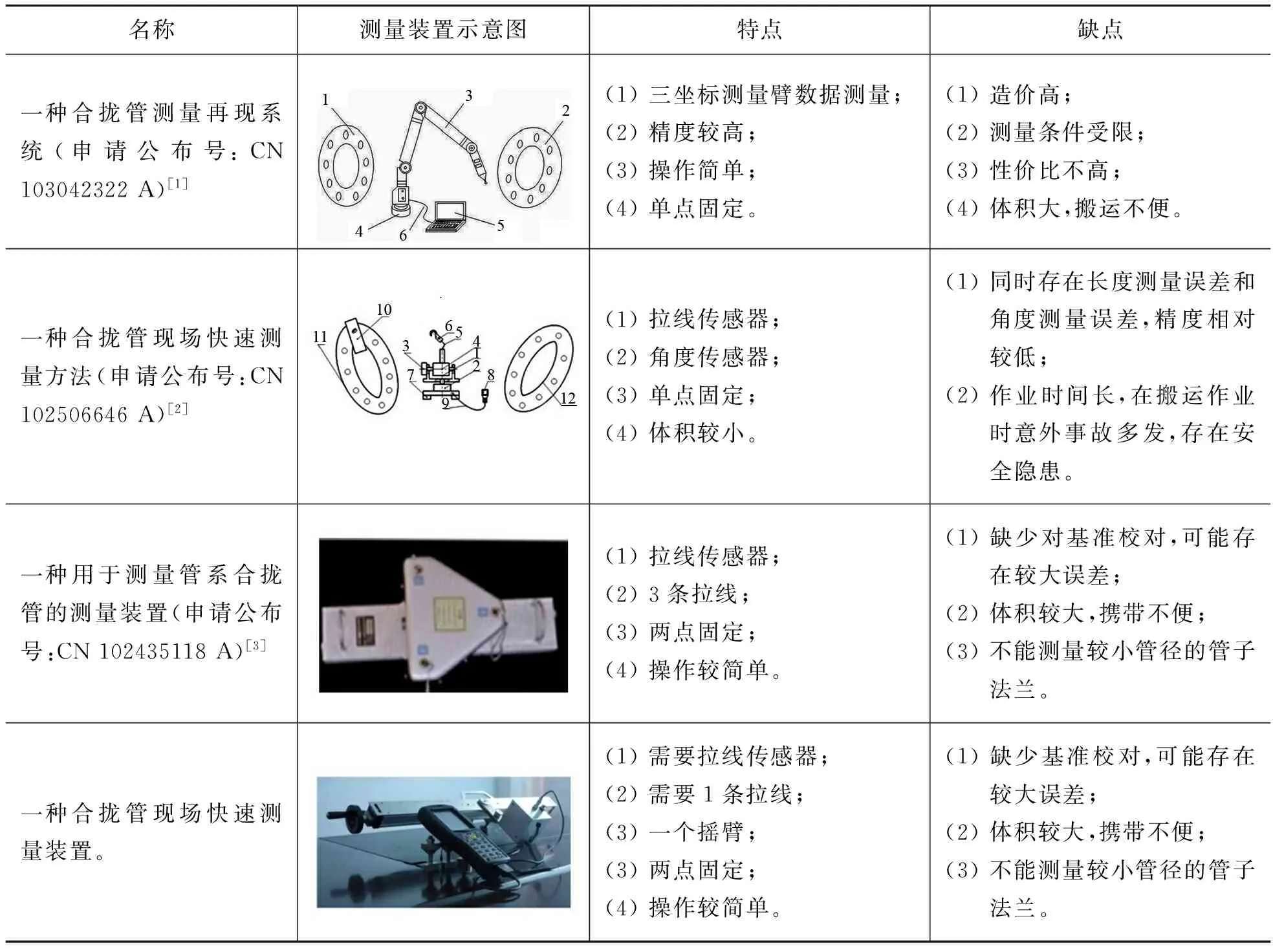
表1 典型合拢管测量装置优缺点对比表
本文设计的单点悬挂式拉线测量装置与上述3类装置相比,具有如下优势。
(1) 与三坐标测量臂数据测量装置相比,本装置造价低、体积小、搬运便利。
(2) 与单点悬挂转动式拉线装置相比,减少了角度传感器,降低了成本,同时消除了角度测量误差,提高了测量精度,如果采用外挂方式可测量更小口径的法兰。
(3) 与两点固定式3条拉线测量装置相比,造价低、体积小、搬运便利、可适应于更小口径的管子法兰。
3结论
本文设计了一种新型的拉线测量装置,并设计了造船现场校管自动出图系统的雏形,研究结论如下:
(1) 本次设计新型的拉线测量装置,可以实现现场校管快速测量,达到了设计预期。(2) 本次设计的新型拉线测量装置与3类测量装置相比,造价较低、体积更小、可适应于较大口径范围的测量,实用性更强。
(3) 本文提出接管算法并非最优算法,但可实现现场快速校管和自动出图,因此还需要在今后进一步优化。
参考文献
[1]邹家生,严铿,高飞,等. 一种合拢管测量再现系统:201110309478.9[P].2013-04-17.
[2]邹家生,严铿,高飞,等. 一种合拢管现场快速测量方法:201110323559.4[P].2012-06-20.
[3]邹家生,严铿,高飞,等. 一种用于测量管系合拢管的测量装置:201110262326.8[P].2012-05-02.
[4]王文强,胡勇. 基于VC++与OpenGL的船舶合拢管可视化设计[J].船舶工程,2014(5):107-109.
[5]王建明,陈良方,陈海华,等. 合拢管设计制造系统在船舶建造中的应用[J].江苏船舶,2014(5):40-41.
The Automatic Drawing System for Shipbuilding Pipe Spot Checking and Measurement
ZHANG Yi-qun
(Shanghai Shipbuilding Technology Research Institute, Shanghai 200032, China)
AbstractThe automatic drawing system of pipe spot checking for shipbuilding was researched in this paper. By solving the equations, derived a fast calculation method and designed a new spot checking instrument. Based on the AutoCAD 2010 secondary development and the establishment of the relevant flange database, the design of the drawing system framework of the pipe spot checking was designed, which can realize the quick and automatic drawing function of the pipe spot checking in shipbuilding. Results can provide reference for the design and production of the automatic drawing products for pipe spot checking.
KeywordsMeasurementPipe spot checking
中图分类号U662
文献标志码A
作者简介:张宜群(1982-),男,高级工程师,主要从事船舶与海工装备建造工艺研究和工艺装备研发。
猜你喜欢
科学技术与工程(2022年23期)2022-09-30
农村电气化(2021年4期)2021-05-12
汽车维修与保养(2021年12期)2021-03-08
汽车维修与保养(2020年10期)2021-01-22
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年6期)2018-01-19
造船技术(2016年6期)2017-01-13
风能(2016年7期)2016-03-23
航运交易公报(2016年8期)2016-03-21
中国卫生(2015年12期)2015-11-10