
镍201板对接焊接技术
2017-04-28 07:15毛琪钦
电焊机 2017年3期
毛琪钦,杨 芸
(上海宝冶工程技术有限公司,上海200941)
镍201板对接焊接技术
毛琪钦,杨 芸
(上海宝冶工程技术有限公司,上海200941)
采用手工钨极氩弧焊对镍201进行焊接,焊接材料选取化学成分与镍201基本相同、强度级别相当的ERNi-1焊丝。镍201的物理性能特点是热导率低、膨胀系数高以及焊缝金属流动性差,在对接焊时应采用更大的V型坡口、坡口角度70°。焊接过程中采用小的焊接线能量、短电弧焊接,层间温度小于100℃。焊接完成后进行一系列检测,主要有无损检测、力学性能检测和微观金相检测。结果表明,采用合理的焊接工艺,各项性能指标均满足标准要求。
镍201;耐高温腐蚀;手工钨极氩弧焊;ERNi-1焊丝
0 前言
在某研究院的熔盐生产反应器制造项目中,其核心部件需要耐高温、耐腐蚀,因此大量应用了具有良好耐腐蚀和耐高温性能的镍201。但镍201液态焊缝金属流动性差,其可焊性与碳钢相比较差,需要制定合适的焊接工艺规范,才能获得较为良好的焊接接头,以确保产品安全运行。
本研究针对该产品制造涉及的材料,以镍201作为试验对象,探讨该材料的焊接工艺技术。
1 材料的性能、化学成分及焊接性
1.1 镍201的特性
镍201固态具有面心立方结构,无同素异构转变,化学活泼性低,在大气中是耐腐性最强的金属之一。Ni201的物理性能见表1,力学性能见表2。

表1 Ni201的物理性能
Ni在大气中不易生锈,能抵抗苛性酸的腐蚀,对水溶液、熔盐或热沸的苛性钠的耐腐蚀也很强。几乎所有的有机化合物都不与Ni作用,在空气中,Ni表面形成NiO薄层防止Ni继续氧化。Ni在500℃以下与C无显著作用,但含S气体对Ni有较大的腐蚀作用,特别在Ni与Ni3S2共晶温度635℃以上时腐蚀严重。

表2 Ni201的力学性能
镍201合金是工业纯的锻造Ni,力学性能良好,尤其塑性、韧性优良;热加工性能良好,最适宜的热加工温度为870℃~1 230℃;延展性良好,易于冷加工成形,其行为类似于软钢。可以在再结晶温度以上很宽的温度范围内进行退火,退火温度705℃~925℃,温度过高会使晶粒易于长大。
镍201合金耐腐蚀,在室内大气中通常保持光亮的金属光泽,在室外大气中腐蚀缓慢,在海洋和乡村大气中,腐蚀速度很低。且C含量极低,在高温下未出现因C或石墨引起的脆性。主要应用于处理还原性卤族气体、碱溶液、非氧化性盐类、有机酸等设备和部件,在使用时其服役温度最好低于315℃。本次科研项目低碳镍板材质为Ni201,其化学成分如表3所示。

表3 Ni201的化学成分 %
1.2 镍201的焊接性
镍201的焊接性良好,相当于铬-镍奥氏体不锈钢。但焊缝金属的热裂纹和气孔及焊接热影响区有晶粒长大倾向,这是镍201焊接中存在的主要问题。
1.2.1 热裂纹
镍201焊接时,由于S、Si等杂质在焊缝金属中偏析,S和Ni形成低熔点共晶。焊缝金属凝固过程中,低熔点共晶在晶界间形成一层液态薄膜,并在焊接应力的作用下形成凝固裂纹。焊接过程中Si和氧等形成复杂的硅酸盐,在晶界间形成一层脆的硅酸盐薄膜,并在焊缝金属凝固过程中或凝固后的高温区形成高温低塑性裂纹。因此S、Si是镍201焊缝金属中最有害的元素。
防止热裂纹产生的措施:首先尽量降低焊缝金属中S、Si等杂质的含量,严格清理焊前坡口区域和焊丝等,严格控制母材中杂质的含量;其次向焊缝金属中添加适量的Mn、Nb、Mo、Ti等元素,以抵消S、Si等杂质的有害作用。另外,采用小线能量焊接非常必要,焊前不预热,层间温度应尽量低。
1.2.2 气孔
焊接镍201时,气孔是个较难解决的问题,特别是焊接纯镍和镍-铜合金时更为严重。这是由于液态镍和镍合金焊缝金属黏度较大,张力也较大,导致气体上浮逸出困难,因此出现气孔的机会较多。镍合金焊缝金属的气孔有H2O气孔、氢气孔和一氧化碳气孔,其中以H2O气孔为主。由于液态镍能溶解大量的氧,而凝固时氧的溶解度大幅度减小,使凝固过程中过剩的氧将镍氧化成氧化亚镍(NiO)。氧化亚镍和液态金属中的氢发生反应,镍被还原,而氢和氧结合成H2O。H2O来不及逸出,又因熔合线处和收弧、引弧处冷却快,在该处出现气孔。
解决气孔的方法如下:
(1)通过焊条或焊丝向焊缝金属过渡脱氧剂,如钛、铝、锰等,降低焊缝金属的含氧量,防止形成氧化亚镍(NiO)。焊条电弧焊采用碱性低氢焊条,以减少焊缝金属中氢、氧的含量。焊条要充分烘干,采用直流反接,用短弧焊。
(2)焊前严格清理焊件、焊丝,清除焊件表面的氧化膜、油脂、油污、涂层及颜料等。
1.2.3 焊接热影响区有晶粒长大倾向
镍201为单相合金,有晶粒长大倾向,加之这类合金导热性差,焊接热不易散出,容易过热,造成晶粒粗大,使晶间夹层增厚,减弱了晶间结合力,降低焊缝和热影响区的塑性、抗腐蚀性能,并加长焊缝金属的液、固相存在的时间,进而增强热裂纹的形成。
防止晶粒长大的措施:采用小的线能量进行焊接,电流小,焊接快,焊条不做横向摆动,不预热,层间温度尽量低,焊后可进行强制冷却。
2 焊接方法与焊接材料的选择
2.1 镍201焊接方法
镍201焊接方法主要有焊条电弧焊、手工钨极氩弧焊、熔化极气体保护焊和埋弧焊。手工钨极氩弧焊已广泛用于镍基合金的焊接,特别适合用于薄板、小截面、接头不能进行背面焊的封底以及焊后不允许有残留熔渣的结构件。手工钨极氩弧焊保护作用强,能有效地隔绝周围空气,使焊接工程中的冶金反应简单易控制,为获得较高质量的焊缝提供良好条件,电弧非常稳定,即使在很小电流情况下(小于10 A)仍可稳定燃烧,特别适用于薄板材料焊接。本研究中,由于板材厚度只有6 mm,所以选择手工钨极氩弧焊焊接镍201。
2.2 镍201焊接材料
手工钨极氩弧焊的保护气体为Ar,焊丝为直径φ1.6 mm的ERNi-1焊丝。镍基合金焊丝成分大部分与母材相当,但会多加入一些合金元素,以补偿某些元素的烧损以及控制焊接气孔和热裂纹。焊丝ERNi-1化学性能见表4、力学性能见表5。

表4 ERNi-1化学性能 %

表5 ERNi-1力学性能
3 焊接接头形式
镍基合金焊接对接接头推荐设计形式,设计时,首先考虑要有合适的可达性。根部的开角要足以允许焊条、焊丝和焊枪能伸入接头底部。与碳钢相比,镍201的物理性能特点主要是热导率低和膨胀系数高,这些特性均要在焊接坡口准备时予以考虑,包括加宽底部间隙1~3 mm,同时由于焊缝金属流动性差,不易流到焊缝两边,在对接焊时应采用更大的坡口角度70°,以抵消材料的收缩。有时为获得良好的焊缝成形,会采用摆动工艺,但这种摆动是小摆动,摆动距离不超过焊条或焊丝直径的3倍。
当镍基耐蚀合金板厚度大于2.4 mm时,对接接头需要采用V形坡口、U形坡口或J形坡口。应特别注意防止出现不稳定的熔透,避免产生未熔合、裂纹和气孔。由于镍基合金工作在各种温度的腐蚀介质中,因此需要安全熔透的焊缝。
本次熔盐发生器制造项目的镍板规格δ=6 mm,采用手工钨极氩弧焊,焊接参数如表6所示。

表6 Ni201焊接参数
镍板对接焊缝采用V形坡口,坡口角度70°,接头形式为全熔透坡口焊缝,根部间隙2~3 mm,无衬垫,如图1所示。
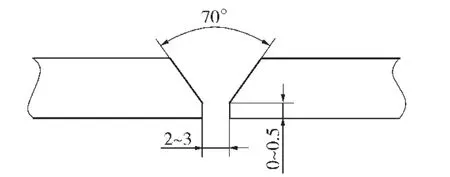
图1 镍板对接示意
4 焊接操作工艺
4.1 焊前坡口清理
(1)清理坡口、钝边及焊道两侧30 mm范围内。
(2)用锉刀、砂轮清理坡口处的氧化膜。
(3)用丙酮、碱液或专用合成剂清理坡口处的污物、油脂、漆等。
4.2 焊接注意事项
(1)焊接时在保证焊透和熔合良好的前提下,在工艺参数范围内尽量采用小的焊接线能量、短电弧、不摆动或小摆动的操作方法。
(2)当焊件较厚需多层焊应符合的规定。
①除打底焊外,其余焊层宜采用多道焊。②层间温度小于100℃。③每一层每一道焊完后均应彻底清除焊道面的熔渣,并消除各种表面缺陷。
(3)各层各道的焊接接头要错开。
采用实心焊丝或不填丝的钨极氩弧焊时,焊缝背面应充氩,可设计工装实行背面保护,并符合下列要求:①焊前适当加大充氩气开始时的流量,确定装置内空气完全排除后方可施焊。②焊接时逐步降低充氩气流量,以避免充氩气压力较高造成焊缝背面在成形时出现内部或根部未焊透现象。③手工钨极氩弧焊时,焊丝的加热端应始终处在氩气保护下。为加强保护效果可在焊嘴后侧加一辅助输送保护气拖罩。④焊件表面严禁电弧擦伤,并严禁在焊件表面引弧、收弧。⑤与焊件连接的焊接电源地线不得直接接触工件,应采用与焊件同材质的材料过渡连接,以避免铁污染。⑥焊接中确保引弧和收弧的质量,应填满收弧的弧坑。⑦焊接完毕必须及时清理干净焊缝表面的熔渣及周围的飞溅物、防飞溅材料。⑧焊接施工中避免污染,采用不锈钢锤、不锈钢丝刷、专用砂轮片。
5 镍201的焊接实验检测数据
依据ASME-ⅡQW191.2.2标准评定,焊完24 h后探伤无缺陷,判定结果合格。抗拉实验标准值大于等于345MPa,实测值1#为365MPa,2#为355MPa,母材延断,弯曲试验合格。金相试验是根据标准GB/ T13298-1991 ASME SB-162:2004 ASTM E 112进行磨抛、腐蚀后,置于金相显微镜下观察,结果为:母材镍201显微组织为γ相,呈孪晶分布,晶粒度级别7级;热影响区显微组织为γ相,晶粒略有长大,晶粒度级别6级;焊缝区显微组织为γ相,呈枝晶状分布。表明焊接过程中线能量控制较好,符合材料耐高温、耐腐蚀需求,如图2所示。

图2 金相组织形貌
Page 108
Ni201 plate butt welding technology
MAO Qiqin,YANG Yun
(Shanghai Baoye Engineering Technology Co.,Ltd,Shanghai 200941,China)
Ni201 is welded by manual argon tungsten arc welding,and ERNi-1 wire with the same chemical composition and the same strength grade as that of Ni201 is selected as the welding material.The physical properties of Ni201 are characterized by low thermal conductivity,high expansion coefficient and poor weld fluid,use large V-shaped groove,groove angle of 70°in the butt welding.In the welding process,adopt small welding line energy and short arc welding,layer temperature is less than 100℃.After welding,a series of tests have been carried out,which mainly include nondestructive testing,mechanical property testing and micro metallographic examination.The results show that all kinds of performance indexes meet the requirements of the standard with reasonable welding technology.
Ni201;high temperature corrosion resistance;manual tungsten argon arc welding;ERNi-1 wire
TG457.19
B
1001-2303(2017)03-0098-05
10.7512/j.issn.1001-2303.2017.03.19
献
毛琪钦,杨芸.镍201板对接焊接技术[J].电焊机,2017,47(03):98-101,108.
2016-04-26;
2016-09-12
毛琪钦(1976—),男,浙江奉化人,高级技师,主要从事焊接培训工作。
猜你喜欢
金属加工(热加工)(2022年8期)2022-09-01
焊接(2021年12期)2022-01-20
佳木斯大学学报(自然科学版)(2021年3期)2021-07-05
石油化工建设(2019年6期)2020-01-16
科学与财富(2017年35期)2018-01-29
电子制作(2017年19期)2017-02-02
焊接(2016年10期)2016-02-27
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
