
L21前端箱体典型缺陷及解决措施
2017-05-18 02:21刘继波李永刚杨恒远毕海香于建忠王佳
铸造设备与工艺 2017年2期
刘继波,李永刚,杨恒远,毕海香,于建忠,王佳
(潍柴重机股份有限公司,山东潍坊261108)
L21前端箱体典型缺陷及解决措施
刘继波,李永刚,杨恒远,毕海香,于建忠,王佳
(潍柴重机股份有限公司,山东潍坊261108)
L21前端箱体是柴油机的关键零部件,属于公司从国外引进的战略产品。其内腔结构复杂,质量要求高,需要进行水压试验。本文主要针对试生产验证阶段出现的典型缺陷提出解决措施,并显著提升了铸件质量。
前端箱体;典型缺陷;解决措施
L21系列产品是公司引进的重要战略产品,而L21前端箱体是其中最复杂的铸件,属于复杂类箱体铸件,内腔结构极其复杂,包含多个水腔和油道,且铸件需要进行无损探伤检测和压力试验,质量要求高,铸造难度大。
1铸件结构
前端箱体材质为HT300,采用木制工装、碱性酚醛树脂自硬砂工艺生产,制芯、造型、研箱下芯等工序完全依靠手工完成。原工艺采用底注式浇注系统,水平浇注,一箱一件。毛坯重量约2 t,轮廓尺寸为1 806 mm×1 057 mm×990 mm,由上中下三层近40个砂芯形成相互关联的复杂的内腔结构,内腔主要壁厚10 mm,箱体结构如图1所示。
2存在的问题及解决措施
L21前端箱体由于自身结构和工艺设计等方面的原因,在试生产验证阶段出现了冷隔、气孔、漂芯等典型铸造缺陷(见图2),对产品质量造成不良影
响,甚至延误L21系列产品的国产化进程,因此急需
对上述缺陷进行专项攻关以提高铸件的质量。
2.1冷隔产生的原因及解决措施

图1前端箱体
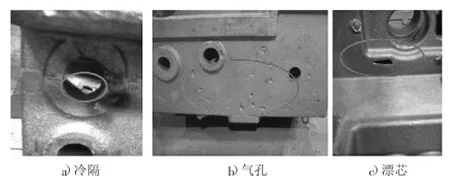
图2典型缺陷
在铸件中金属流汇合处,如果金属熔液熔合不完善或金属熔液不连续,那么在铸件中将产生穿透或未穿透的缝隙,这就是冷隔缺陷。产生冷隔的原因主要是金属熔液温度低、铸型表面或冷铁激冷过渡、充型速度不正确、浇注系统不合理等。冷隔缺陷主要出现在铸件远离浇口的宽大表面处和薄壁处。
L21前端箱体采用底注式浇注系统,共有6处内浇道,出现冷隔的部位在铸型上部的薄壁处,距离内浇口较远。
通过分析认为其形成原因是:
1)浇注系统设计不够合理,内浇道设置不当。铸件高度方向尺寸为990 mm.当铁液通过底部内浇口进入铸件型腔的时候,由于内部结构复杂,铁液上升速度较慢,当到达缺陷部位时,铁液温度不足以保证汇合时熔合完全;
2)浇注温度为1 375℃~1 385℃,设计浇注温度偏低。
针对上述两点,对工艺做出如下改进:
1)改进浇注系统,浇注系统由原先的底注改为底注加中注,在出现缺陷的铸件薄壁附近适当位置增加两道内浇口,见图3,加快铁液进入型腔的速度,同时提高铁液到达缺陷部位时的温度。
2)提高铸件浇注温度,由原来的1375℃~1385℃提高至1 385℃~1 395℃.
通过生产验证,采取上述措施后,铸件未再出现冷隔缺陷。
2.2气孔形成的原因及解决措施
气孔,也称气眼,是铸件生产中最常见的缺陷之一,产生于铸件内部、表面或近表面,呈大小不等的圆形、长形及不规则形,有单个的,也有聚集成片的,孔壁光滑,颜色为白色,有时覆一层氧化皮。

图3浇注系统改进
针对L21前端箱体气孔缺陷和铸件出现气孔的位置,认为产生气孔的原因有以下几点:
1)砂芯数量多,全部采用自硬砂制芯,发气量大,且有些砂芯排气困难,出气孔少,同时设计的排气系统偏小;
2)操作不良,出气孔封不严;
3)浇注温度偏低,溢流量偏少。
一般来说,解决气孔缺陷有两种方法:一是减少砂型、砂芯的发气量;二是加强排气,增大排气面积。
L21前端箱体砂芯结构复杂,采用手工制芯,使用同一台混砂机进行混砂,通过降低树脂加入量来减少砂型、砂芯发气量的方法会对生产造成很大的影响,因此采取的措施主要从增大排气面积方面来考虑,具体措施如图4所示。
1)对工装进行改进,增大砂型的出气面积;
2)制芯时,在砂芯的芯骨缠绕通气绳,同时研箱时对砂芯手工钻出气孔,增强砂芯的排气;
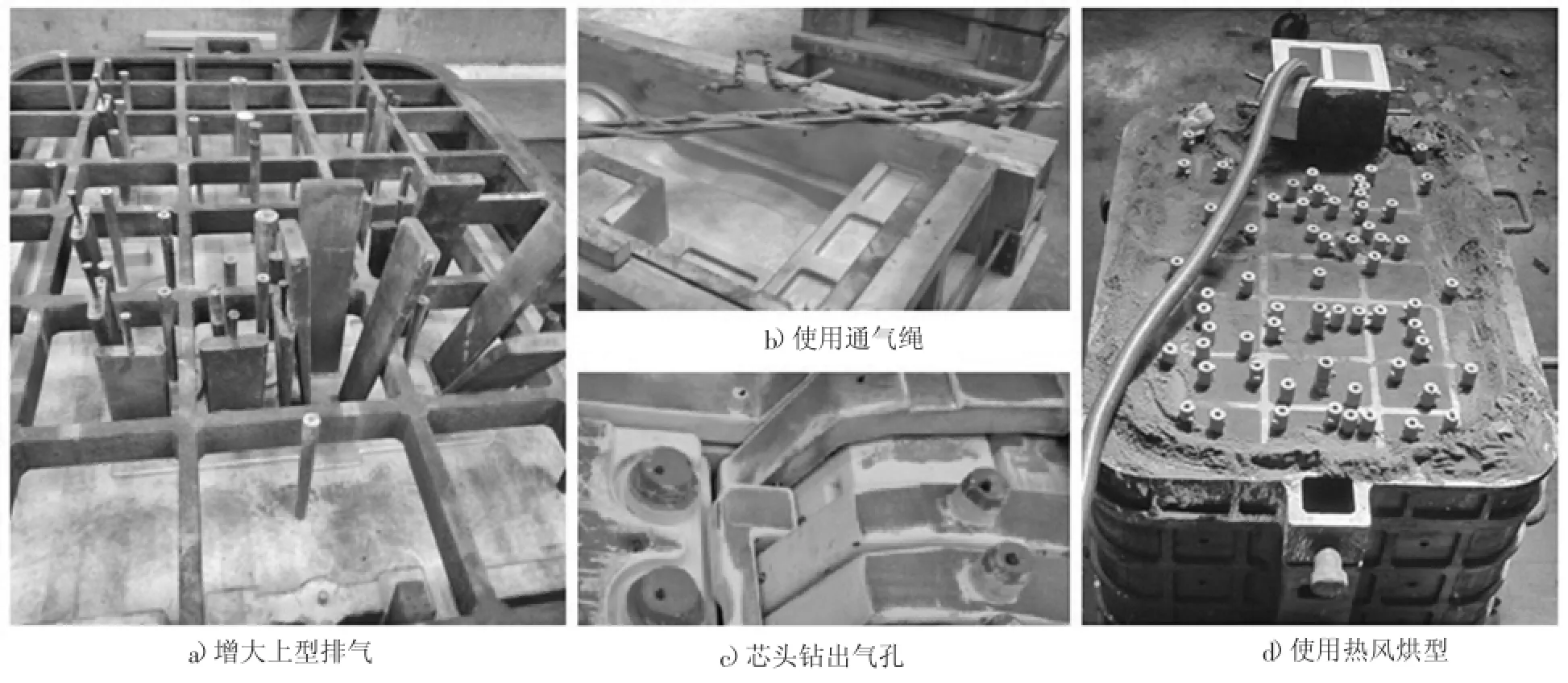
图4采取措施
3)研箱时注意操作,出气孔保证封严;
4)采用热风烘干器对砂型进行烘干,减少发气量;
5)适当提高浇注温度,增大溢流量。
措施采取后,气孔缺陷得到显著改善。
2.3漂芯出现的原因及解决措施
漂芯缺陷出现的位置主要集中在19#砂芯,砂芯主要尺寸为874 mm×638 mm×344 mm,砂芯形状见图5,发生漂芯的部位集中在图中圆圈标识处。
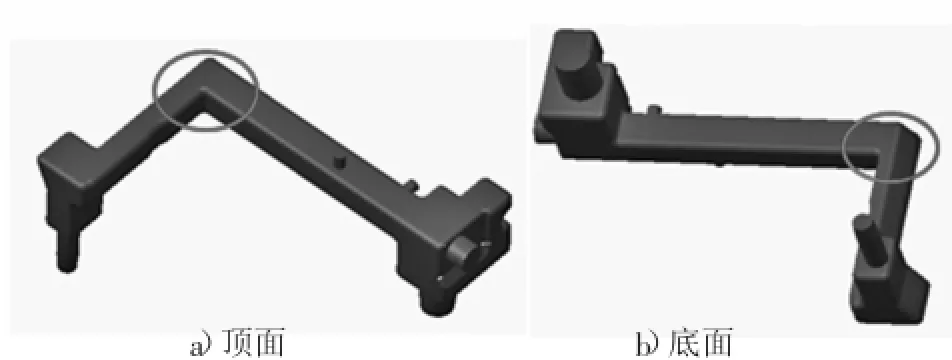
图519#砂芯漂芯出现部位
19#砂芯圆圈标识处砂芯厚度小并且尺寸有明显变化,虽然有使用芯骨,但是由于没有设计工艺孔,芯骨不能使用整体芯骨(无法取出),因此只能使用分体芯骨,而且为保证芯骨能够取出,接头位
Typical Defects and Solution of L21 Front Box Body
LIU Ji-bo,LI Yong-gang,YANG Heng-yuan,BI Hai-xiang,YU Jian-zhong,WANG Jia
(Weichai Heavy Machinery CO.,LTD.,Weifang Shandong 261108,China)
L21 front box body,the key part of diesel engine,is the strategic product imported from abroad.It has complex cavity structure and high quality requirement for the water pressure test.Some solutions were adopted aiming at the typical defects in the trial production verification phase and the quality of castings is significantly improved.
front box body,typical defect,solution measure
TG245
A
1674-6694(2017)02-0020-03
2017-02-10
刘继波(1977-),男,研究生,工程师,主要从事铸造工艺研究和管理工作。
10.16666/j.cnki.issn1004-6178.2017.02.007
猜你喜欢
机械工业标准化与质量(2022年3期)2022-08-12
铸造设备与工艺(2021年2期)2021-06-08
理化检验(物理分册)(2021年3期)2021-03-23
玻璃(2020年2期)2020-12-11
玻璃(2020年2期)2020-12-11
科技视界(2020年26期)2020-09-24
汽车维护与修理(2019年14期)2019-08-08
科技创新与应用(2019年8期)2019-06-27
模具制造(2019年3期)2019-06-06
中国建筑金属结构(2019年4期)2019-05-15
