焊接作业职业病防护设施合理性与有效性评价探析
2018-09-12 01:33吕琳
安全 2018年9期
吕 琳
北京市疾病预防控制中心/北京市预防医学研究中心
职业病防护设施是指消除或者降低工作场所的职业病危害因素的浓度或者强度,预防和减少职业病危害因素对劳动者健康的损害或者影响,保护劳动者健康的设备、设施、装置、构(建)筑物等的总称[1]。在建设项目职业病危害评价中,应根据相关职业卫生法规标准要求,评价拟设置或已设置职业病防护设施的合理性与有效性,并提出针对性的防护设施设置建议[2]。焊接作业是工业企业中最为常见的生产工艺,焊接烟尘是造成职业病的主要危害,本文对焊接作业职业病危害及其防护设施进行分析探讨,提出一些应用中应重点关注的问题与建议。
1 不同焊接工艺焊接过程中职业病危害因素
电焊是工业生产中最常见的工序,焊接过程产生电焊烟尘、臭氧、一氧化碳、氮氧化物、锰及其化合物、电焊弧光等。其中电焊烟尘污染最为严重,长期吸入电焊烟尘可能导致电焊工尘肺。焊接烟尘的特征取决于被焊接材料的材质、焊接材料的成分、焊接工艺方法及焊接工艺参数。不同的焊接工艺产生的电焊烟尘及其有毒物质种类、性质与数量有很大区别。按照热熔融方式的不同,焊接工艺可分为以下几类:一是电弧焊、电阻焊、高频焊、电渣焊、电子束焊、锡焊等,这些焊接工艺均为利用电能转换为热能;二是氧炔焊、摩擦焊、激光焊等,这些焊接工艺利用了化学能、机械能、激光能转换为热能;三是堆焊、钎焊等,这些焊接工艺可利用电能,也可利用其他能源。被焊融物质有的是被焊接材料及焊条、焊丝,有的仅为被焊接材料自身熔融,也有的是焊接材料熔融而被焊接材料不熔融[3]。同时,为避免被氧化,还要使用各种不同的焊剂或保护气体,因此,焊接作业产生的电焊烟尘与有毒气体各不相同。
(1)电弧焊。电弧焊中包括手工电弧焊、自动埋弧焊、CO2气体保护焊、氩弧焊、脉冲焊、等离子焊等。手工电弧焊多用于钢材之间的焊接,对于大量结构用低碳钢、低合金钢焊接,使用最多的是J422焊条和J502焊条,产生大量的电焊烟尘、锰及其化合物、臭氧、一氧化碳、氮氧化物等,J502焊条发尘量约为J422焊条的2倍,且含有HF,产生的危害更大[3]。一般酸性焊条的含锰量高于碱性焊条,酸性焊条的电焊烟尘中不含或含少量氟化物,而碱性焊条的电焊烟尘中氟化物可高达15%以上[4]。自动埋弧焊施焊时产生的焊接烟尘含有MnO2、Fe2O3、SiO2、HF。CO2气体保护焊采用的焊丝有实芯与药芯两种,产生的焊接烟尘主要为MnO2、Fe2O3、CO、NOx、O3。当采用实芯焊丝时发尘量相当于手工电弧焊;药芯焊丝气保焊发尘量较高[5]。氩弧焊分为非熔化极氩弧焊(钨极氩弧焊,TIG焊)与熔化极氩弧焊(MIG焊,采用实芯焊丝),施焊时有强紫外线产生,烟尘中主要为NOx、O3、MnO2、Fe2O3。脉冲焊、等离子焊产生的烟尘与氩弧焊类似。
(2)电阻焊。电阻焊无需焊材、焊剂,基本没有焊接烟尘产生。
(3)高频焊。高频焊无需焊材、焊剂,基本没有焊接烟尘产生。
(4)电渣焊。电渣焊是一种自动隐弧立焊,产生的焊接烟尘成分与自动埋弧焊相似。
(5)电子束焊。施焊时有X射线产生,但无氧化污染问题。
(6)激光焊。必须注意防护激光对眼睛的伤害。
(7)氧炔焊(气焊)。常用于机械维修,被焊件表面如有油漆、油污,应注意其产生的有毒气体。
(8)摩擦焊。属于固态焊接,不产生焊接烟尘。
(9)锡焊与波峰焊。常用于电子电器焊接,用以锡为主的锡合金材料为焊料,焊接烟尘中含锡、铅等,如果使用无铅焊锡,则可以不识别铅的危害。
(10)钎焊。常用锡铅合金、锡铋合金作为钎料,钎焊烟尘中含锡、铅等有毒物质。
(11)堆焊。几乎所有熔化焊工艺都可堆焊,常用手工电弧焊、埋弧焊及等离子焊等进行堆焊。
目前,铝型材在航空航天、汽车船舶等应用越来越广,用于铝的焊接方法有TIG焊、MIG焊、等离子弧焊、激光焊、电子束焊和搅拌摩擦焊等,在铝熔化焊过程中,产生铝及氧化铝、氮氧化物和臭氧。
2 焊接作业职业病危害防护措施
(1)源头控制。主要从焊接设备、工艺、材料等方面加强控制措施,选择自动化程度较高的设备如焊接机器人,从根本上消除焊接作业中职业病危害因素接触条件。
(2)生产环境控制。主要措施是通风除尘,包括局部通风和全面通风。
(3)个体防护。使用眼、耳、口、鼻、身等各个部位的防护用品,确保焊工身体健康。
通风措施是焊接作业主要职业病防护措施,能有效消除焊接烟尘的危害。当车间内焊接工位多时,一般在焊烟发生源附近设置局部排风罩或排风口,采用局部排风系统将烟气净化后排放。焊接车间除首先采用局部通风措施外,常常辅以全面通风设施排除剩余有害物;在某些生产情况下无法采用局部排风措施时,全面通风就成为重要手段。组合通风是指采用局部通风、全面通风和再循环通风等两种以上的系统组合的通风方式,它的通风量计算应包括被组合的所有通风系统的通风量。
对于焊接作业产生的电焊弧光,一般采用焊接护目镜进行个体防护。
3 焊接烟尘的职业病防护措施合理性与有效性分析要点
(1)不宜仅采用自然通风措施的焊接作业。国际上通常将焊接烟尘分为6个等级[6],见下表。其中前5种焊接烟尘对人体危害极大,焊接时一般应处于负压下隔离操作,不应采用自然通风。
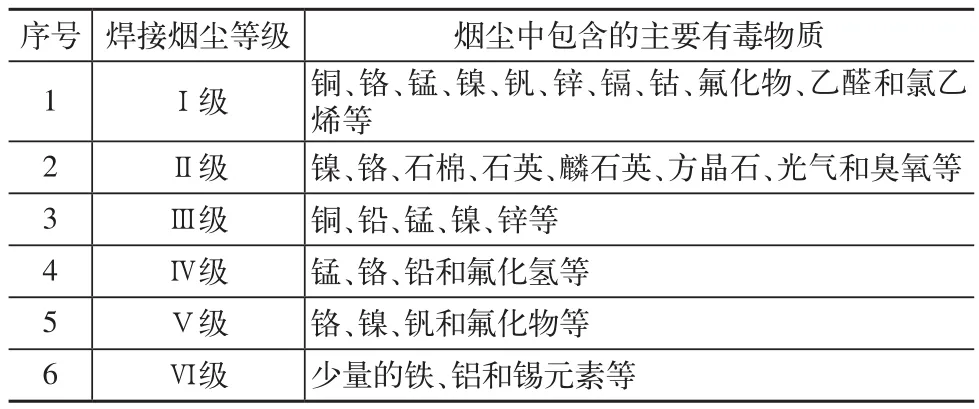
表 焊接烟尘主要有毒物质及等级划分
因此,当焊接金属铍、青铜、黄铜、紫铜、镉、铬、钴、铅、锰、镍、钒、锌及上述金属做合金或涂层的钢材,或使用含镉的钎料钎焊时,应采用机械通风及其他防护措施[6]。
另外,当进风需经过滤处理或室外自然进风会引起结露时,不应采用自然通风[6]。
(2)设置集中供暖且有机械排风的建筑物,当采用自然补风不能满足室内卫生条件、生产工艺对渗入室内的空气含尘量及温度的要求时,应设置机械送风系统,且应进行风量平衡及热平衡计算。笔者曾参与设计的装焊车间焊接烟尘治理工程项目[7],因企业预算不足,将送风加热系统作为二期工程未与机械通风系统同时实施,虽然工程验收时职业病危害控制效果极佳,但冬季时因送风寒冷造成通风设施停用。此为深刻的教训。
(3)局部排风罩布置时吸气气流应与焊接烟尘扩散方向一致,且不应经过工人呼吸带。针对不同焊接工艺、工件尺寸及作业方式,局部排风罩有侧吸式、下吸式和上吸式。AQ/T 4274-2016《局部排风设施控制风速检测与评估技术规范》[8]侧吸式与下吸式外部排风罩控制风速应不小于0.5m/s;上吸式外部排风罩控制风速应不小于1.0m/s。JGJ 353-2017《焊接作业厂房供暖通风与空气调节设计规范》[6],前面无障碍物的外部吸气罩和设在工作台上的吸气罩,其焊接点的控制风速取0.2~0.5m/s。局部吸气范围的面积应为焊接烟尘扩散面积的1.3~1.5倍。
(4)机械通风时,宜优先采用局部通风方式,符合下列情况之一时可采用全面通风或组合通风:焊接作业点流动性大,位置不固定,不宜全部采用局部排风系统;采用局部排风不能满足焊接工艺要求或设置的多台局部通风设施未能捕集的逃逸烟尘造成车间内焊接烟尘不符合国家职业卫生接触限值;大型或重型设备的焊接车间;车间内用热风方式供暖或同时有空气调节需求。
(5)基于置换原理的分层送风,利用送风和室内热源形成的上升气流的共同作用下,气流组织可有效排除焊接烟尘,相比混合通风节能20%~30%[9]。
(6)当焊接作业点不多,位置不固定时,常采用移动式焊接烟尘净化器。
(7)焊接厂房采用过滤回用的通风方式,如再循环通风、净化器排放口在车间内的焊接烟尘净化器时,净化后有害物质浓度不应大于国家现行职业卫生标准GBZ 2.1-2007《工作场所有害因素职业接触限值 第1部分 化学有害因素》中职业接触限值的30%,方可排入室内。如净化后有害物质浓度不能满足要求,则应排出室外并增加相应补风技术措施。
(8)常见的焊接烟尘净化器的过滤滤材一般仅对焊接烟尘的固体颗粒物进行物理性过滤,而对焊接烟尘中的有毒气体没有过滤作用,循环通风势必导致有害气体的积累。应考虑采用新风稀释或物理化学吸附的净化措施。
(9)焊接作业厂房中,吊车驾驶室积聚焊接烟尘浓度较高,应设置有新鲜空气送入的通风系统。
(10)有限空间如箱体、筒体、压力容器、锅炉、车厢或小房间等通风不良的区域进行焊接作业时,必须采用机械通风方式,既要有排风系统又要有新风输送系统。如不能采用机械通风,则必须采用佩戴正压式空气呼吸器等个体防护措施。
综上所述,分析焊接作业职业病防护设施的合理性与有效性,除了根据焊接作业职业病防护设施的调查和检测结果,结合劳动者及作业场所职业病危害因素检测结果,对照相关职业卫生法规标准要求,还应注意焊接工艺方式的不同,才能最终得出焊接作业职业病防护设施的合理性与有效性评价。
猜你喜欢
汽车维护与修理(2019年22期)2019-12-30
百花园(2019年11期)2019-09-10
山东工业技术(2017年11期)2017-06-13
山东工业技术(2017年5期)2017-03-16
山东工业技术(2017年5期)2017-03-16
学苑创造·C版(2016年4期)2016-04-14
机械制造文摘·焊接分册(2014年3期)2014-08-14
表面工程与再制造(2014年2期)2014-02-27