
某车门内板冲压工艺设计与优化
2019-01-09 08:48陆滕君韩永志黄永生
锻压装备与制造技术 2018年6期
陆滕君,孙 晓,韩永志,黄永生
(安徽江淮汽车集团股份有限公司 技术中心,安徽 合肥 230601)
在汽车整车产品中,覆盖件是市场生命周期最短、变化最频繁的。由于汽车覆盖件具有形状复杂、结构尺寸大、精度高、表面质量要求严格等特点,它的模具设计与制造一直是整车开发的“瓶颈”环节。所以覆盖件产品质量的开发能力己成为汽车制造企业实现汽车自我开发和提高市场竞争力的关键所在[1]。
覆盖件冲压成形一般经过落料、拉延、整形、修边、翻边等工序完成。通常根据零件造型、精度要求、设备情况、工期长短等限制条件编制冲压工艺方案。其中拉延工序最为关键。由于拉延工序设计需要从“覆盖件产品-翻边件-修边件-拉延件-落料毛坯”的工艺逆向回溯,实际上几乎涉及了覆盖件冲压的全部工艺。所以,对覆盖件拉延模设计关键技术进行研究,不但可以解决覆盖件拉延模设计中存在的难点问题,而且将对其他工序模具的设计具有示范作用[2]。
1 现有工艺概况
冲压件一般需经过拉延/修边+冲孔/整形(或翻边)+冲孔等工序才能得到合格产品。对于稍微复杂的钣金件,通过拉延仅能得到冲压件大概轮廓,经过后序的修边冲孔,再配合整形翻边等工序才能得到最终零件。整形翻边等工艺可以降低拉延深度,简化拉延模面的形状,提高成形性,也就是提高了模具制造的可实现性及易操作性。如图1~4所示,以本公司某车门外板为例,展示普通冲压外覆盖件的工艺流程。

图1 OP10拉延
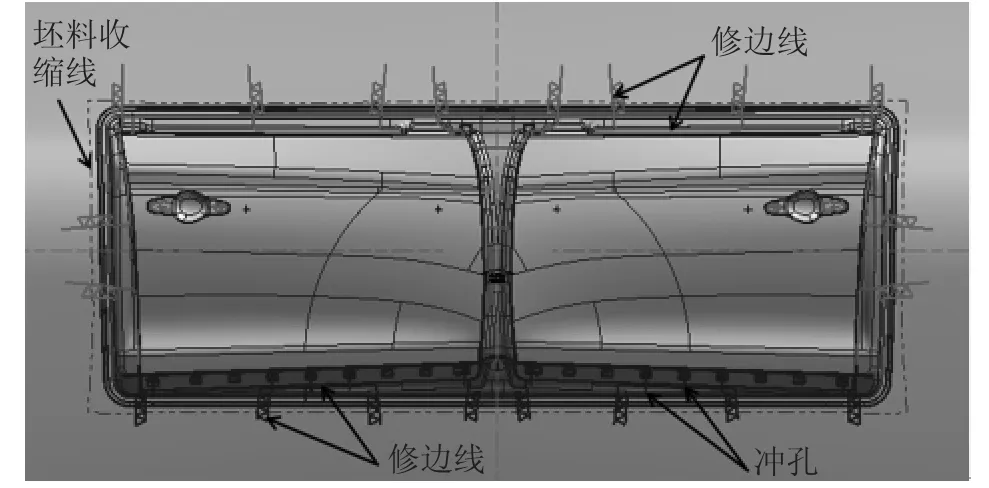
图2 OP20修边+冲孔

图3 OP30修边+冲孔+侧冲孔
此车门外板采用4步工序实现了零件的制造过程,因车门外板拉延深度较小,型面相对简单,因此采用的是一次拉延成形的方法,配合后面的修边、冲孔、翻边工序而成,如图5所示(零件的翻边后期用于与门内板包边)。

图4 OP40翻边+冲孔+侧冲孔+侧修边
图5 OP40翻边
这种一次拉延的冲压工艺方案是通过拉延得到基本的零件轮廓,后期的整形、翻边等都是对R角的微小型面进行小范围改变,这种工艺方法在实际生产中广泛应用,但同时也存在如下缺点和不足:
(1)一次拉延工序得到几乎整个零件的全部形状特征,后工序主要是修边、冲孔、翻边,以及对局部的(小面积的)难以一次成形的型面做整形,得到零件。此工艺比较死板,灵活变动的空间较小,限制了工艺设计的多样性。
(2)因为是一次拉延得到了零件的基本形状,所以拉延深度是固定的,零件的造型决定了拉延深度的大小,也就决定了成形的可实现性。对于拉延深度较大的零件就存在拉延状态不稳定及拉延开裂的风险。
(3)拉延深度较大的零件拉延工序存在拉毛风险,为减少拉毛的概率,对于拉延模质量要求较高,比如硬度、光洁度都要提升一个等级,同时也要加强模具的日常保养维护,增加了制造成本。
2 带料整形冲压工艺设计
本文结合公司某款新车型车门内板的开发实例,讲述侧围外板工艺及结构设计,重点说明带料整形工艺的设计形式及使用方法。
本工艺方法采用拉延/带料整形+修边+冲孔/整形+修边+冲孔/侧冲孔+翻孔+冲孔的工艺排布,特点在于,拉延工序没有得到完全的零件形状,只是得到了零件的部分形状,而拉延深度方向上的另一部分形状通过第二序整形、修边得到。从而降低了拉延深度。
本工艺方法通过拉延以及大面积带料整形两种成形方式二次成形,有效解决了拉延深度较大零件的成形问题,降低了成形风险,提升了工艺设计的灵活性。

图6 零件数模
2.1 冲压件工艺分析
本例中某卡车车门内板,尺寸1600mm×1100mm×130mm,拉延深度深,拉延深度112mm,型面复杂。很明显通过常规的冲压工艺方法很难得到高品质的零件。
2.2 带料整形冲压工艺设计
本工艺方法采用拉延/带料整形+修边+冲孔/整形+修边+冲孔/侧冲孔+翻孔+冲孔四序得到零件,下面分别对本工艺逐步介绍。通过对比可知,本文所述方法与常规冲压工艺区别在于:
(1)OP10拉延,因为增加了大面积带料整形,拉延模面设计必然有相应改变;
(2)OP20带料整形+修边,保留废料并大面积整形。
本文将分别对以上两步工序做重点介绍。
2.2.1 OP10拉延
如图7、8所示为本发明的第一个工序OP10拉延工序模面图。
拉延模一般由以下几个要素构成:拉延方向(即冲压方向),工艺补充部分,压料面等。
(1)拉延方向是确定拉延件的第一要素。如图8所示即本拉延模的拉延方向,合理的成形方向应符合如下原则:①保证凸模能将工件需成形部位在一次成形中完成,不应有凸模接触不到的死角或死区。②成形开始时,凸模两侧的包容角尽可能做到基本一致,使由两侧流入凹模的材料保持均匀。且凸模开始成形时与毛坯的接触地方应靠近中间,以免成形过程中材料窜动而影响表面质量。

图7 OP10

图8 OP10拉延模冲压方向
(2)工艺补充部分。为了实现成形,弥补工件在冲压工艺中的缺陷,对覆盖件成形往往在工件本体部分以外,增添必要的材料,如将覆盖件上的翻边展开,缺口补满等,即加上工艺补充部分构成一个冲压成形件。
工艺补充部分是成形件不可缺少的组成部分,它的确定直接影响到成形以及成形后修边、整形、翻边等工序的方案。因此,必须慎重考虑工艺补充部分[3]。
(3)拉延筋。汽车覆盖件模具拉延模具中,拉延筋的作用有以下几方面:①增加进料阻力;②控制进料阻力;③扩大压边力的调节范围。
(4)压料面。如图2所示,压料面是凸模轮廓线外面的大面积的较平缓的平面部分,压料是拉延过程中非常重要的功能,坯料就是沿压料面逐渐流入模具型腔的。因此压料面的设计要有利于材料的流动,保证制件在各个截面上变形均匀(拉延深度一致)。压料面设计时优先采用单曲面,以保证压料面的光顺。
(5)凸模轮廓线。拉延凸模外形轮廓线,分界线以里是凸模,分界线以外是压边圈,在图2标识中凸模轮廓线是以粗实线的方式来表示。
(6)拉延初始坯料线。就是拉延模初次试模时的坯料线,除特殊情况外一般均采用方形,梯形等,以前都是通过取若干截面测量线长的方法确定拉延初始坯料大小,现在可以使用Dynaform反算拉延模的模面得到一个近似形状,再取直为方形坯料[4]。
2.2.2 OP20带料整形+修边+冲孔
OP20的工序内容主要是整形+修边+冲孔,如图9中俯视图所示,图示右侧为门内板的窗框部分,在这个工序对窗框外侧的废料进行修边,窗框内侧及窗洞下侧部分通过冲孔来去除部分废料,图示左侧为门内板的窗框以下部分,此部分外侧废料没有通过修边去除,保留废料,本工序中对此区域进行带料整形,因为在OP10拉延序中为降低拉延深度,减少破裂风险,未全部得到零件的造型,而是通过本工序的整形,来得到零件所需要的型面。图示粗线标记的区域为整形区。在上工序的拉延件上的压料面部分,在零件外缘作出下凹造型的整形工艺补充,通过整形得到完整的零件造型.加强了零件的刚性,到达合格的板材减薄率,这样的整形方式有其明显的优势。窗框以下部分大面积整形,将拉延未得到的部分通过整形来得到,同时进行修边冲孔,去除废料,提高了整形的成型性能,提升了可操作性。
通过图9中工序件的放大对比图可知,粗线标记的整形区域经过了沿冲压方向向下的整形,完成零件的成形,后序只须去除多余废料即可得到零件。
2.2.3 OP30及OP40
OP30工序内容为整形+修边+冲孔,如图11所示,进一步去除多余废料,修边去除零件外侧的多余废料,冲孔去除窗框部分废料以及得到零件上的部分孔。此工序中整形是修边后进行,整形针对整个门框上边缘外侧的法兰面,为提高法兰面的面差精度而设置。OP40工序内容为侧冲孔+翻孔+冲孔,冲孔、侧冲孔得到零件要求的孔位,翻孔得到带翻边的孔。至此得到最终零件。

图9 OP20带料整形+修边+冲孔

图10 整形前后对比断面图

图11 OP30整形+修边+冲孔及整形前后对比
3 结束语

图12 实物图
通过对车门内板冲压工艺的分析,采用拉延以及大面积整形两种成形方式二次成形工艺方法,有效解决了拉延深度较大零件的拉延模具的缺陷,提升了工艺设计的灵活性,降低了拉延模深度,降低了拉延成形的风险,降低了对拉延模的质量要求及日常保养要求,从而降低了制造成本。
通过实物的在线生产,本工艺很好地实现了产品的精度及品质要求,零件无起皱、开裂等质量缺陷,合格率95%,很好地满足了装车精度要求。同时降低了拉延深度,减小了模具磨损,减轻了模具保养压力,提高了模具寿命。
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23
模具制造(2021年8期)2021-10-20
模具技术(2021年5期)2021-10-13
橡胶科技(2021年7期)2021-07-20
模具制造(2021年3期)2021-05-03
制造技术与机床(2019年6期)2019-06-25
科技创新导报(2017年34期)2018-06-05
环球市场(2017年21期)2017-09-10
制造技术与机床(2017年2期)2017-05-04
锻压装备与制造技术(2016年3期)2016-06-05
