低速钢球磨煤机减速机齿轮断齿故障诊断及分析
2019-06-14 06:27吴昌浩曹景芳
综合智慧能源 2019年5期
吴昌浩,曹景芳
(华电国际邹县发电厂,山东 邹城 273522)
0 引言
某电厂#5机组为635 MW机组,锅炉采用单炉膛、悬吊式、燃煤汽包炉,机组制粉系统共配有6台双进双出、单电机驱动钢球磨煤机。磨煤机电机转速为990 r/min。磨煤机型号为D-10D,筒体转速为17.2 r/min,大齿轮齿数为280,通过与减速机输出轴相连的23齿的小牙轮进行啮合驱动。减速机型号为165HP1,单级减速,高速齿轮齿数为24,低速齿轮齿数为112,减速比为4.667∶1.000,均为滚动轴承支撑,齿轮型号为898/892CD[1]。
减速机齿轮为渐开线斜齿轮。渐开线斜齿轮减速机具有啮合性好、传动平稳、噪声小、载荷能力高的特点。运行过程中此类齿轮减速机振动值较小,在出现断齿及其他故障的情况下,即使已经有明显的异音,振动值依旧处于较低水平,不能准确反映设备的故障情况和劣化趋势。本文通过采集和分析渐开线斜齿轮减速机日常运行及各故障阶段数据,找到有效的趋势监测方法,达到准确判断此类减速机故障及故障严重程度的目的。
1 故障现象
以该电厂齿型为渐开线斜齿的低速钢球磨煤机减速机作为监测对象,单侧驱动钢球正常运行过程中,振动值较低且随负载大小有一定的波动。长期的运行监测显示,设备正常运行以及存在故障并出现异音时,振动值变化并不明显,按照ISO 10816标准,远未达到振动警戒值。
2 设备异常问题
2017年3月23日,在对该磨煤机减速机进行定期测量和检查时,发现电机、减速机及小牙轮处出现明显异音,无法准确判断异音来源。采用CX10便携式振动仪采集振动信息,与3月7日的测量值相比较(见表1),振动略有增大,振动烈度为3.36 mm/s,但未超出4.50 mm/s的警戒值。
图1所示的减速机轴承部位的振动频谱图中,主要振动频率成分为减速机齿轮啮合频率以及啮合频率的2倍、3倍谐波频率,啮合频率及其谐波的幅值较低[2],与2017年3月7日测量结果相比没有明显变化,水平方向啮合频率成分幅值仅为0.25 mm/s,啮合频率成分两侧可见少量间隔为0.21倍频(此频率为减速机低速齿轮转速频率)的边带。通过分析频谱图,可以初步判断减速机部位低速齿轮存在磨损,但频率成分幅值较低,根据振动烈度及频谱图数据,只能判断为轻微故障。

表1 磨煤机减速机部位振动烈度Tab.1 Vibration intensity of coal mill reducer mm/s
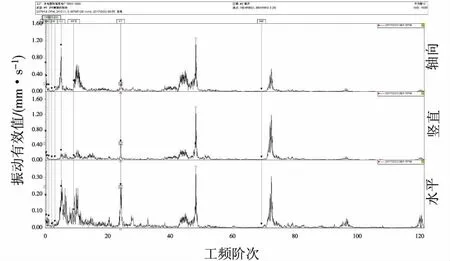
图1 减速机轴承部位振动频谱(2017-03-23)Fig.1 Vibration spectrum of the bearing parts of the reducer(2017-03-23)
对3月23日测量的时域波形图(如图2所示)进行分析,图中出现明显的周期性冲击,且冲击幅值较大,冲击间隔为减速机低速齿轮旋转周期[3],可以判断减速机低速齿轮存在断齿情况。对异音出现之前3月7日的测量信息(如图3所示)进行分析,时域波形图中已出现轻微的周期性冲击,间隔也与低速齿轮旋转周期相同,说明设备出现异音之前,设备故障已在时域波形图中有所表现。比较两次测量时域波形图,可以判断齿轮已出现明显断齿且有劣化趋势。
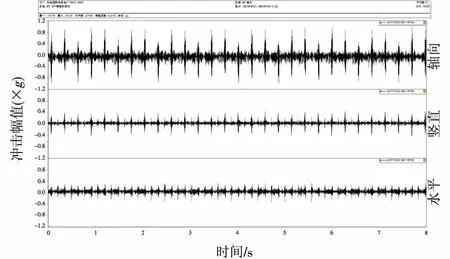
图2 减速机轴承部位时域波形(2017-03-23)Fig.2 Time domain waveform of the bearing part of the reducer (2017-03-23)
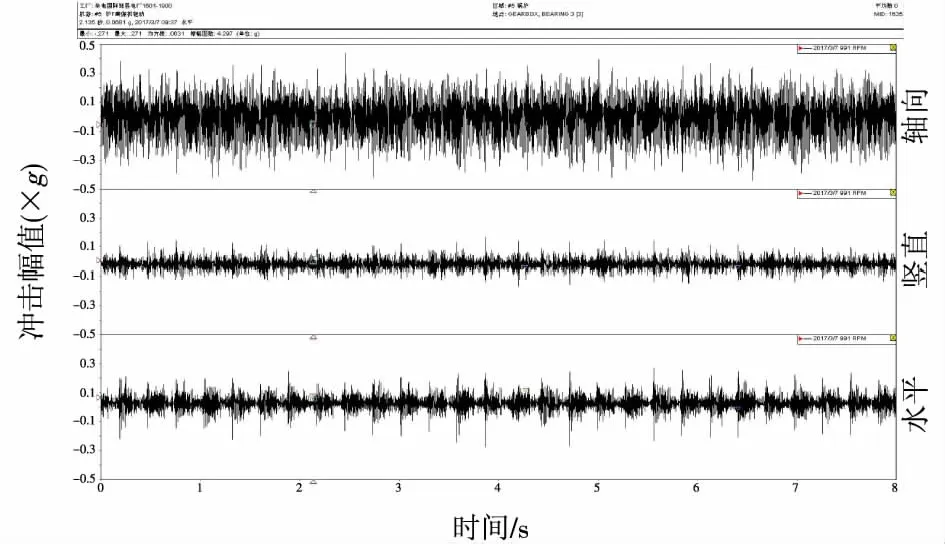
图3 减速机轴承部位时域波形(2017-03-07)Fig.3 Time domain waveform of the bearing part of the reducer (2017-03-07)
从3月23日测量的减速机轴承部位解调频谱图中(如图4所示)也可以看到明显的0.21倍转速频率成分,为低速齿轮转速频率,与3月7日测量的数据相比(如图5所示),频率成分没有变化,但幅值出现明显增大,垂直方向由0.3g增大到0.8g,说明故障出现明显劣化趋势。
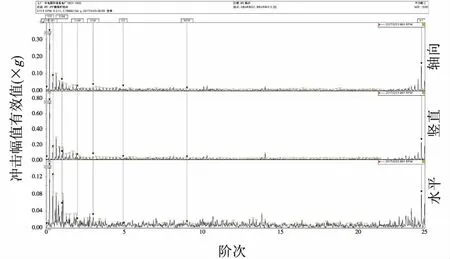
图4 减速机轴承部位解调频谱(2017-03-23)Fig.4 Demodulation spectrum of the bearing part of the reducer (2017-03-23)
对解调波形图进行分析,前后两次测量的冲击值最大值分别为4.0g,5.4g,均属于较低水平,但两次解调波形图中均出现周期性冲击,冲击尖峰及周期性非常明显,周期为低速齿轮旋转周期,如图6、图7所示。
综上所述,可以判断减速机低速齿轮在3月7日日测量时就已经出现断齿,至3月23日,断齿情况进一步发展,故障持续劣化并出现异音。
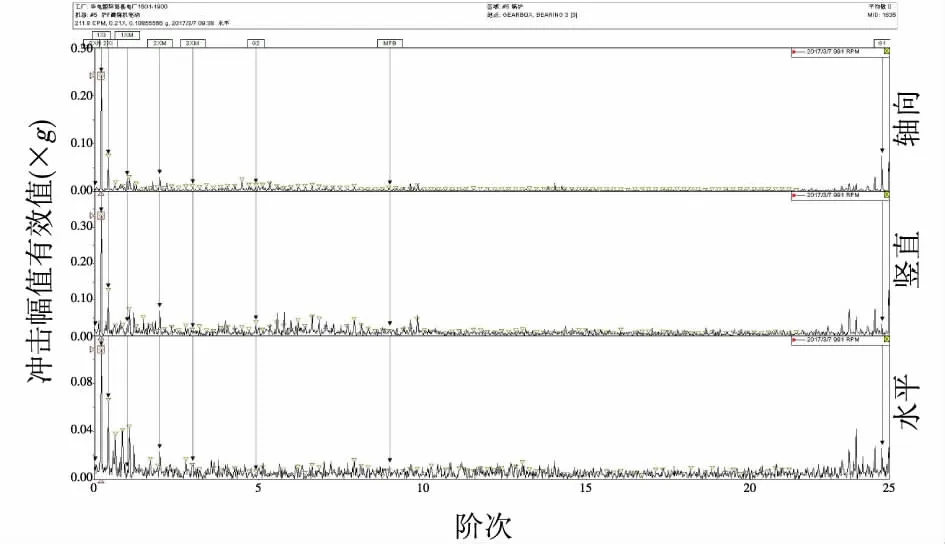
图5 减速机轴承部位解调频谱(2017-03-07)Fig.5 Demodulation spectrum of the bearing part of the reducer (2017-03-07)
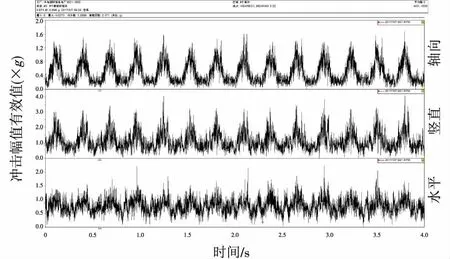
图6 减速机轴承部位解调波形(2017-03-07)Fig.6 Demodulation waveform of the bearing part of the reducer (2017-03-07)
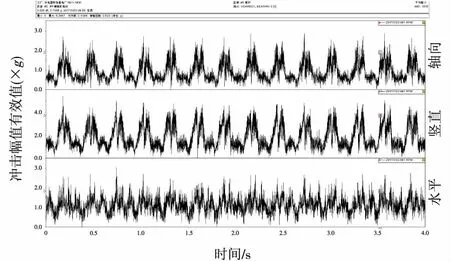
图7 减速机轴承部位解调波形(2017-03-23)Fig.7 Demodulation waveform of the bearing part of the reducer (2017-03-23)
根据设备运行情况,加强设备监测,准备检修备品并制订检修计划,于4月17日对设备进行停运检修。检修前对设备振动情况进行跟踪监测,频谱图中啮合频率成分幅值没有明显变化,解调频谱图中低速齿轮转速频率成分幅值上升到1.08g,时域波形图中,冲击值最大为6.40g,解调波形图中周期性冲击值明显增大,高达11.29g,如图8、图9所示。
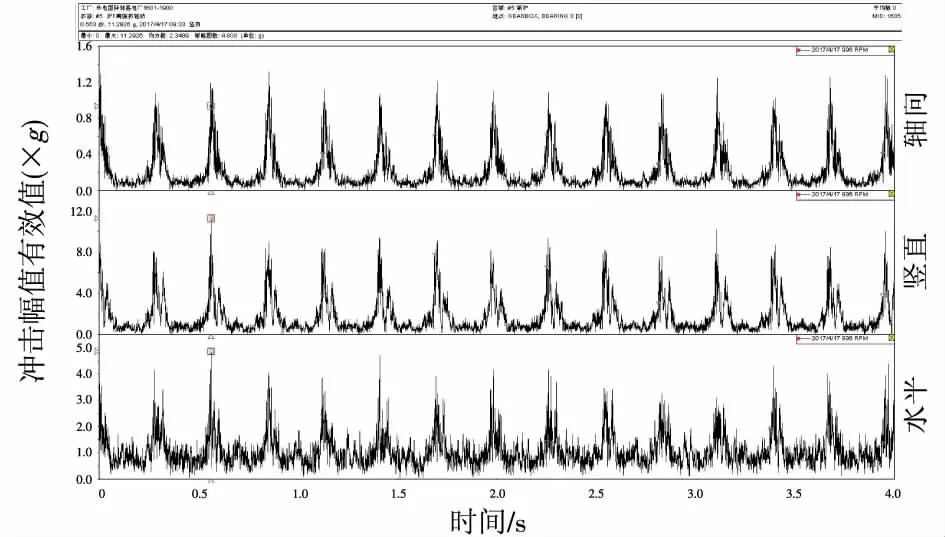
图8 减速机部位解调波形(2017-04-17)Fig.8 Demodulation waveform of the reducer part (2017-04-17)
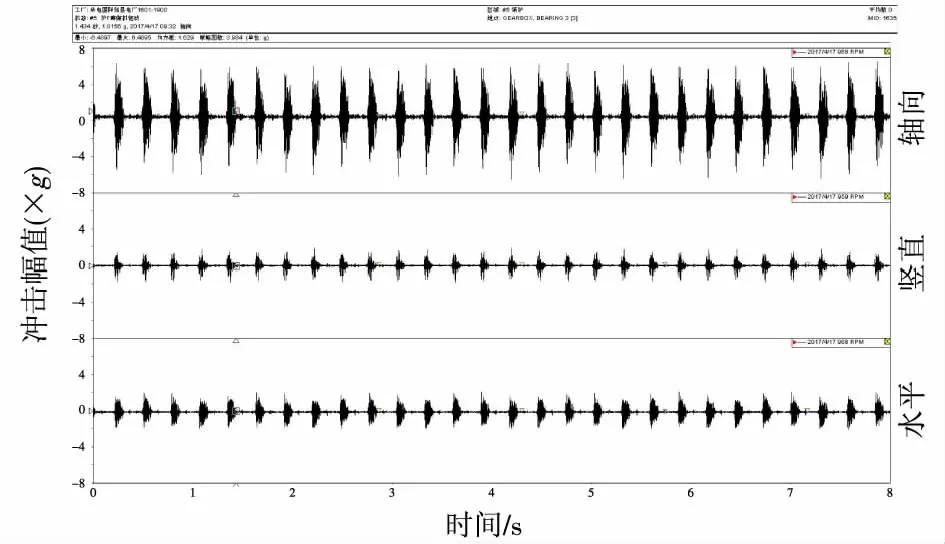
图9 减速机部位时域波形(2017-04-17)Fig.9 Time domain waveform of the reducer(2017-04-17)
3 检修处理及振动分析
按计划对减速机部位进行检查处理,发现齿轮断齿严重(如图10所示),对减速机齿轮进行更换。

图10 减速机低速齿轮损坏情况Fig.10 Decelerator low speed gear damage
设备解体后,对比测量的设备振动值及振动图谱,整个故障过程中,设备振动烈度变化不明显。至4月17日检修前,设备振动频谱图中齿轮啮合频率成分及其谐波和边带成分均没有明显增大,说明振动频谱图中此类减速机断齿故障特征不明显。
解调波形图在故障初期有所表现,冲击的频带较宽,容易与齿轮啮合不良的故障混淆,在故障发展过程中,波形有持续变化,后期形成明显的周期性冲击,冲击的频率成分可以反映故障齿轮的旋转频率,且冲击值持续升高,对发现初期故障和监测劣化情况有一定的指导。
故障发生初期,在现场异音出现之前,时域波形图和解调频谱图就已经出现明显特征,对发现初期故障有较好的指示作用;故障劣化过程中,幅值及冲击尖峰的幅值均有明显的变化,冲击的频率表现为故障齿轮的旋转频率,是发现初期故障和监测故障发展情况的有效手段。
4 结论
低速钢球磨煤机是电厂的重要辅机,齿轮减速机是设备的重要组成部分,通过对此类型磨煤机减速机故障全过程的监测,可以得到以下结论:齿型为渐开线斜齿轮的减速机运行过程中,振动数值的大小、振动频谱图中的频率成分及其幅值不能明显反映齿轮断齿故障,不能准确指示故障情况;在已经断齿后,解调波形图有明显的指示作用,能反映故障齿轮的位置,且随故障劣化变化明显;时域波形图和解调频谱图在断齿故障发生初期就有很明显的变化,能反映故障齿轮的位置,且随故障的劣化,可以作为趋势监测和分析齿轮损坏情况的主要依据。
猜你喜欢
中学生数理化·八年级物理人教版(2021年9期)2021-11-20
攀枝花学院学报(2021年5期)2021-10-19
探索科学(学术版)(2021年1期)2021-07-12
防爆电机(2020年4期)2020-12-14
电子制作(2019年18期)2019-10-11
中国金属通报(2019年5期)2019-01-03
科技与创新(2018年6期)2018-03-30
山东工业技术(2018年5期)2018-03-10
大陆桥视野·下(2017年9期)2017-09-17
山东工业技术(2016年15期)2016-12-01