高锰无磁钢异步热轧温度场有限元分析
2019-08-29 08:34周玉赵峻胡绪照闫雪廷宗胜杰
邵阳学院学报(自然科学版) 2019年4期
周玉,赵峻,胡绪照,闫雪廷,宗胜杰
(巢湖学院 机械工程学院,安徽 巢湖,238000)
高锰无磁钢是一种在磁场的作用下基本不产生磁感应的低磁性钢铁材料,相对磁导率略大于1[1]。由于其在磁场中磁化作用非常微弱,故而表现出所谓的“无磁”特性,被广泛应用于汽车、电力、轨道交通等重要领域。但是,高锰无磁钢的屈服强度一般偏低,在一定程度上限制了其使用范围[2]。异步轧制是一种上、下轧辊表面线速度不对等的大塑性变形方法,其主要手段是通过两个不同的辊径或转速的轧辊在轧件变形区内引起附加的剪切变形,提高形变储存能,达到细化再结晶晶粒,提高屈服强度的目的[3]。
王忠堂等[4]研究了异步轧制过程中孪晶组织和织构的演变规律;SUI等[5]研究了异步轧制不同工艺参数对轧制过程中心部剪切应变的影响;SONG等[6]比较了同步和异步热轧取向硅钢热轧织构和相组成的差异。目前,关于异步轧制的研究主要集中在冷轧变形区应力与应变的分布以及其对退火后组织与织构的影响[2],而系统研究异步热轧过程中温度场变化规律的报道较少。文章基于有限元软件MSC.Marc对高锰无磁钢的异步热轧过程进行研究,分析了轧制过程中不同压下量、异速比等变形参数对板坯温度场的影响,以期为高锰无磁钢的异步热轧工艺参数的制定提供理论依据。
1 模拟方案
采用二维两辊轧制有限元模型模拟高锰无磁钢的异步热轧过程。上、下工作辊直径为160mm,上辊转速恒定,通过调整下工作辊的转速,进而模拟不同的异速比轧制方案;轧件长度为50mm,板坯出口厚度为2mm,通过不同的板坯入口厚度模拟不同压下量条件下的轧制过程。模拟所用轧制参数见表1。
表1 异步轧制模拟参数
Table 1 The simulation parameters of asymmetrical rolling

参数 数值压下量‴/%10、15、20、25、30初始温度T/℃950、1 000、1 050、1 100上辊转速〠u/(rad·s)2.500下辊转速〠l∗/(rad·s)2.625、2.750、2.875、3.000
注:*下辊不同的转速分别对应不同的异速比Rv:1.05、1.10、1.15、1.20。
2 有限元模型的建立
2.1 几何模型的建立
在几何坐标系中,X轴的正方向为板带轧制方向,Y轴的方向为轧辊压下方向。轧件厚度方向划分10个单元,长度方向划分200个单元,共2 000个单元。取轧件中间厚度方向11个节点作为分析对象,按自上而下的顺序命名为n1~n11。异步轧制过程中的一个有限元模型如图1所示。

图1 异步轧制过程有限元模型Fig.1 Finite element model for asymmetrical rolling
2.2 材料模型的建立
刚塑性有限元是一种数值计算方法,该方法以变分原理为理论基础,利用能量积分将求解偏微分方程组的问题转换成求解泛函极值的问题,将离散化后各个单元节点的速度作为未知量,依据刚塑性有限元列式将总能耗泛函转换成节点速度函数,对函数取极小值,求解得到应力场和速度场的真实解,进而获得各变形参数,完成求解过程[7]。刚塑性有限元忽略材料的弹性变形,简化分析过程,它融合材料变形过程中的金属流动、加工硬化等各个变形阶段的理论,形成了具有完善理论的模拟和分析方法。本有限元模型忽略轧辊弹性变形,将其设置为离散刚体,轧件设为变形体。轧件的热传导系数h、线性膨胀系数λ和比热容系数c随温度变化参数见表2。
表2 轧件热物理参数 Table 2 Thermophysical parameters of rolled piece

变形温度T/℃热传导系数h/(W·m-1·K-1)线性膨胀系数λ/(10-6 K-1)比热容系数c/(J·kg-1·K-1)2016.112.050110016.612.350330017.815.750650018.517.550970019.218.251390020.219.2515110020.919.3517
变形抗力模型是轧制过程中基本的数学模型之一,它的精确程度直接影响到有限元模拟的预测精度。本模型中采用的高锰无磁钢变形抗力数学模型如下式所示[8]:

(1)

2.3 接触与边界条件定义
首先将轧件定义为可变形接触体,然后将轧辊和推板分别定义为发生热传导和不发生热传导的刚性体。轧辊与轧件之间的接触类型为面面接触,摩擦系数为0.3。轧件、轧辊与空气之间的换热系数为25W·(m2·K)-1[9];轧件与轧辊的换热系数取15 000W·(m2·K)-1。轧件变形以及与轧辊之间的接触摩擦都会生成一定的热量,使轧件和轧辊的温度场发生改变,为得到准确的模拟结果,必须考虑塑性变形功和摩擦功的影响,塑性变形功热转换系数和摩擦功热转换系数分别取0.95和0.50。
3 有限元模拟结果分析
3.1 初始温度对温度场的影响
由图2可以看出,上、下表面节点温度变化趋势相似:随着轧制过程的进行,各节点温度逐渐降低,这是由于轧件与轧辊、空气间存在热传导现象从而导致温度降低;此外,由于轧件心部的温度难以散发使其温度明显高于表面的温度。当轧件进入咬入阶段时,由于发生了塑性变形,变形功转换成热量,从而促使变形温度升高,表现为图中温度曲线产生明显的上升趋势,且随着初始温度的增加,温度效应逐渐减弱。这是因为随着初始温度的增加,材料的变形抗力及单位体积变形功逐渐减小,转化为热量的功耗也相应减小,所以在高温下热量往往更容易散失,在图中表现为曲线增幅随着初始温度的上升而减小。
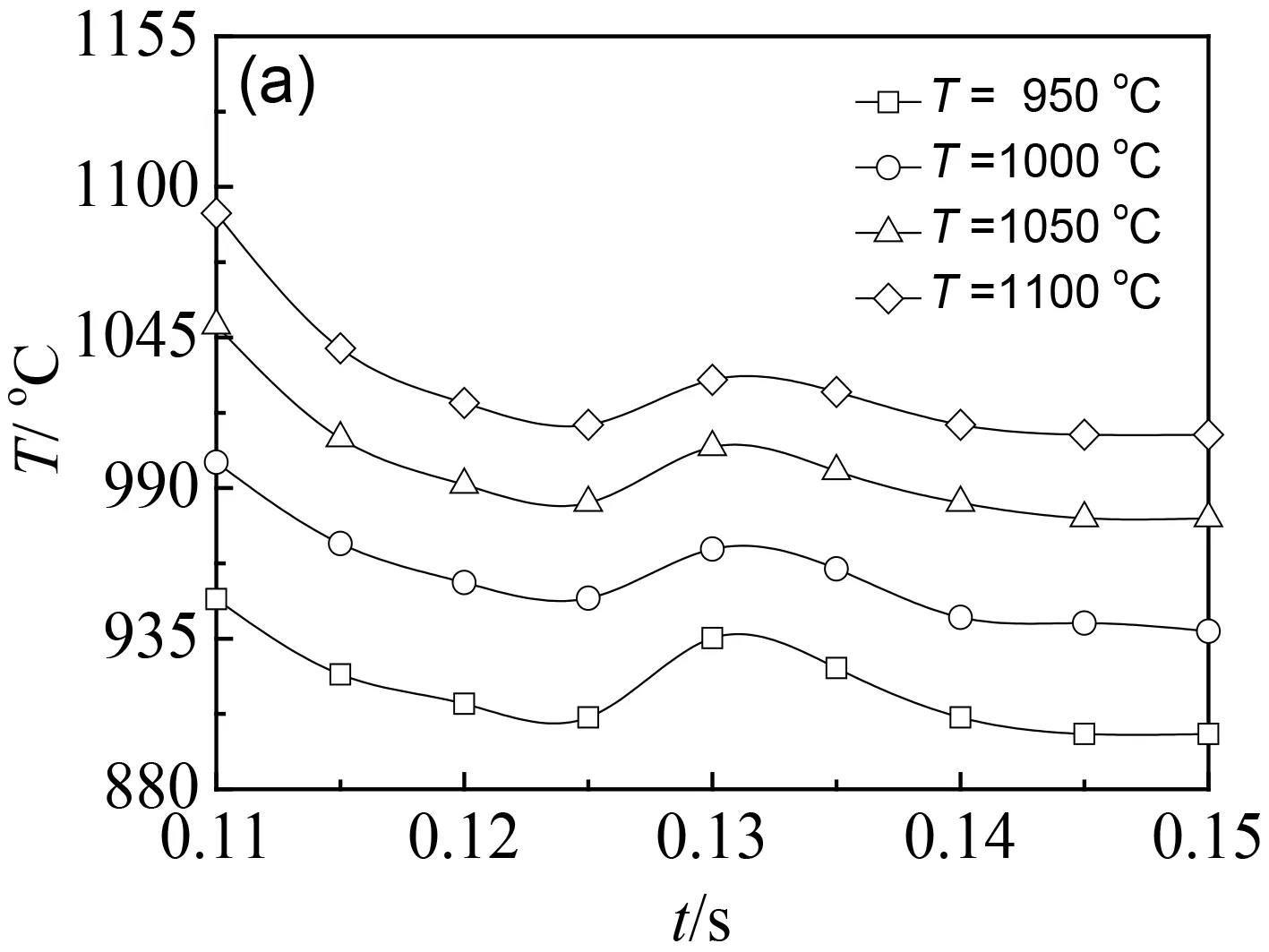

图2 不同初始温度时上、下表面节点和心部节点的温度变化(η=20%、Rv=1.10)Fig.2 Variation of temperatures of the upper(a),the middle(b)and the lower(c)nodes with different Ti(η=20%、Rv=1.10)
3.2 压下量对温度场的影响
由图3可见,轧件上、下表面节点温度都随着轧制过程的进行表现出先减小后增加的趋势。这是因为轧件温度高于轧辊温度,热量由轧件向轧辊发生热传递,能量损耗,所以轧件表面温度有所下降;其次,压下量越大,所产生的塑性变形功也越大,变形产生的热效应也就越大,所以表面温度下降幅度随着压下量的增加而逐渐减小[10]。随着压下量的增加,轧件心部温度呈显著增加的趋势,且增加幅度逐渐增大。这是因为轧制过程中轧件会产生塑性变形生成热以及与轧辊接触摩擦生成热,其随着压下量的增加而逐渐增大。


图3 不同压下量时上、下表面节点和心部节点的温度变化(T = 1050℃、Rv = 1.15)Fig.3 Variation of temperatures of the upper(a),the middle(b)and the lower(c)nodes with different (T = 1050℃、Rv = 1.15)
3.3 异速比对温度场的影响


图4 不同异速比时上、下表面节点和心部节点的温度变化(η = 25%、T = 1 000℃)Fig.4 Variation of temperatures of the upper(a),the middle(b)and the lower(c)nodes with different Rv(η = 25%、T = 1 000℃)
由图4可见,随着异速比增大,上、下表面温度下降幅度逐渐减小,而心部温度上升幅度逐渐增大。这是因为异速比的增大会造成上辊(慢速辊)对应的中性角逐渐增大,下辊(快速辊)对应的中性角逐渐减小,这样会使轧件搓轧区增加,剪切变形程度更加剧烈,因而塑性变形功随之增大,温度效应也就越大[11];另一方面,轧辊与轧件的接触时间随着异速比的增大而缩短,则单位时间内轧件向轧辊传递的热量就减少。
4 结论
文中采用刚塑性有限元法对高锰无磁钢异步热轧过程进行模拟,分析了不同轧制温度、压下量和异速比对变形区内上、下表面和心部温度的影响,得到如下结论:
1)轧制过程中存在明显的温度效应情况,且随着初始温度的增加而逐渐减弱。
2)随着压下率的增加,变形区内心部节点温度呈现上升趋势,上、下表面节点温度呈先减小后增加的趋势。心部与上下表面的温度差也随压下率的增加而增大。
3)随着异速比的增加,搓轧区逐渐扩大,剪切变形程度更加剧烈,造成塑性变形功增大,变形产生的热效应也就越大。
猜你喜欢
锻造与冲压(2022年23期)2022-12-23
矿冶工程(2022年1期)2022-03-19
科学技术创新(2021年13期)2021-05-16
名作欣赏·学术版(2021年1期)2021-02-08
防爆电机(2020年4期)2020-12-14
大型铸锻件(2019年5期)2019-08-30
微特电机(2019年1期)2019-02-25
山东工业技术(2019年1期)2019-02-08
汽车实用技术(2018年20期)2018-10-26
冶金与材料(2015年5期)2015-08-20