稻米加工工艺分析
2020-08-16 13:08周鹏云李继英
粮食加工 2020年2期
周鹏云,李继英
(扬州牧羊粮食机械有限公司,江苏 扬州 225127)
稻谷是我国单产最高、最稳定的粮食,2018年我国稻谷总产量达2.1213亿t,生产大米达1.05805亿t;随着稻谷产量的增加和科技水平不断提升,我国大米加工业也取得了长足的发展。稻谷加工过程主要分为初清存储、砻谷前清理、砻谷脱壳、碾白凉米、抛光色选分级及成品整理打包6个工段,每个工段都有严格的技术要求。下面就对各个工段做一些分析探讨。
1 原料稻谷初清存储工段
大多数大米加工企业原料稻谷均来自外购,外购的原料稻谷质量存在差异,因此需要对采购的原料稻谷进行清理,除去大型杂质、稻草杆和绳头等纤维杂质,再经过计量后送入立筒仓暂存。如果收购的稻谷水分较高,还要经过烘干系统,使得稻谷的水分降低到14%左右,再送入到立筒仓暂存。立筒仓作为粮食加工和周转之用,一方面可以保证生产的连续性和稳定性,另一方面可以实现原料采购入厂与加工生产联系紧密又互不影响的效果,可有效地提高作业效率和节约人工。原料稻谷初清工艺流程图见图1。
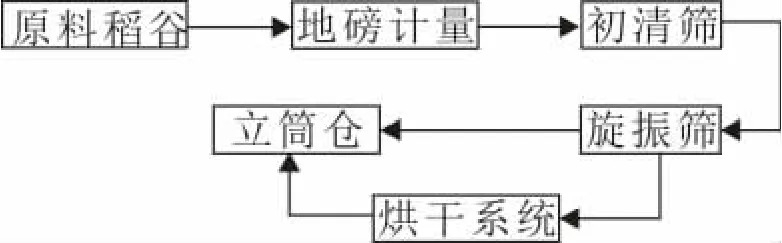
图1 稻谷初清工艺流程
由于稻谷流动性差,比较难清理,因此初清工段初清筛设备选型要大,与原粮进仓产量要求相匹配,主要去除大型杂质及草杆、绳头等。实际生产中,初清筛筛孔配置很关键,直接关系到清理效果,按传统配备筛孔大小是达不到理想效果的,必须适当缩小筛孔,一般以14 mm×14 mm方孔/(或φ14 mm圆孔)或12 mm×12mm 方孔/(或 φ12 mm圆孔)为宜,可根据产量大小进行选择,初清筛清理出的稻穗可以集中使用打芒机处理。为了保证稻谷加工工艺流程的稳定性和连续性,通常进仓前还要设置一道清理筛,去除大杂,小杂和轻杂;目前的清理筛主要有平面回转筛、自衡振动筛和旋振筛三种形式,自衡振动筛大杂容易糊上层筛面,平面回转筛清理效果好但产量小,旋振筛是结合了振动筛和平面回转筛的优点,清理效果最佳,筛孔配置上层φ14 mm/φ12 mm,下层 φ2.2 mm/φ1.8 mm 为宜。
2 砻谷前清理工段
此工段稻谷清理的目的是尽可能将稻谷中各种杂质去除干净,以达到净谷的质量要求,保证后路各工艺流程连续性,提高设备的工艺效果,确保产品质量和加工车间的环境卫生。其工艺流程见图2。

图2 砻谷前清理工艺流程
此工段稻谷清理所起的作用与初清所起的作用不同,初清设备选型大,与原粮进仓速度相匹配,主要去除大、中型杂质;砻谷前清理设备选型小,与车间生产相匹配,主要将稻谷中95%以上的杂质去除干净;清理筛选用效果较好的旋振筛,筛孔配置上层φ10 mm/φ9 mm,下层 φ2.0 mm/φ1.8 mm 为宜。 去石机选用带有复选机构的去石机,去石率大于99%。
3 砻谷脱壳、谷糙分离工段
该工段工艺流程见图3。

图3 砻谷脱壳、谷糙分离工艺流程
3.1 砻谷机的参数控制
稻谷脱壳主要是靠一对富有弹性的胶辊,两只胶辊相向不等速旋转,给稻谷两侧实施以挤压力和摩擦力,使谷壳破坏与糙米分离,从而达到脱壳的目的。实践证明,快辊线速应控制在14.5~17 m/s,慢辊线速应控制在12~14.5 m/s,线速差控制在2.5~3.3 m/s为宜;两辊轧距控制在0.78 mm为宜。胶耗是衡量砻谷机效率的重要指标,为了减少胶耗,减少糙米爆腰和糙碎的产生,应根据原料和生产季节的不同选用不同硬度的胶辊。一般冬季春季选用较软的胶辊,夏季秋季选用较硬的胶辊;加工籼稻时选用较软的胶辊,加工粳稻选用较硬的胶辊。
3.2 糙米精选
糙米中未成熟粒的粒形与饱满粒在长度和宽度上基本接近,而在厚度上有明显区别,厚度选别机就是根据这一特点,利用特制的宽度为1.55~1.65 mm的长形筛孔的筛筒,使糙米进入旋转的筛筒后有充分接触筛面的机会,可将糙米中含量在2%左右的未熟粒分离出来,提高糙米中完善粒的含量,既改善了大米品质,又降低了碾米电耗。
3.3 糙米调质
糙米调质主要是对糙米进行着水润糙,这样可以软化皮层,使皮层与胚乳结合力降低,也可以降低糙米温度(通常水温低于室温),使碾白室压力减小,从而减少碾米过程产生的碎米,增加出米率。糙米的碾米最适水分在14.5%~15.5%,如低于这个水分,碾米的工艺效果不会最好,不利于减少碎米和节省碾米动力。另一方面,水分含量过低时加工出的大米,其食用品质不佳,增碎率高。对糙米进行着水润糙,其关键在于控制着水量大小和润糙时间长短,稻谷水分低,着水量可适当提高,加水量一般控制在0.2%~0.6%,润糙时间60~90 min为宜,此时糙米达到恰当水分梯度,碾米能耗和碎米率都会下降,气温较低时时间可以长一点,气温高时润糙时间要短一点。据统计,着水润糙可降低电耗10%~15%,降低碎米率1.5%~3.5%。
4 碾白凉米工段
虽然糙米比大米更有营养,但是糙米皮层的纤维素含量远高于胚乳,直接制作米饭口感不好;碾米的目的就是除去糙米皮层,并在保证成品大米符合国家标准的前提下,尽量保持米粒完整,减少碎米,提高出米率及大米纯度,降低能耗。粳稻和籼稻碾米凉米工艺流程分别见图4和图5。

图4 粳稻碾米凉米工艺流程
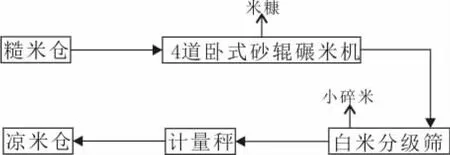
图5 籼稻碾米凉米工艺流程
4.1 粳稻碾米工艺
北方地区,特别是东北三省,气温较低,稻谷生长期较长,品种多为粳稻,米粒为短圆形,胶质率较高,米粒抗压能力强,在碾米过程中能承受较大的碾白室压力,加工时米粒不容易碎,出米率较高,适合用立式碾米机组,减少提升次数,降低碎米,碾米机组可选择2砂3铁多机轻碾;在工艺组合中,根据糙米的工艺特性,粒面光滑,采用砂辊米机开糙,金刚砂比较锋利,砂刃容易使糙米破损,所以第一道采用砂辊米机碾白进行开糙是最理想的,由于砂辊米机机内压力小产生碎米少,经过第一、二道碾白开糙米粒,再用铁辊米机碾制,可使米粒在保持原形态的情况下进行碾白,将砂辊开糙留下的痕迹磨去,从而得到米粒表面光洁、色泽美观的白米。
4.2 籼稻碾米工艺
南方地区,由于稻谷品种多为籼稻,米粒为长椭圆形或细长形,加工时比较易碎;砂辊碾米机属于“研削式;铁辊碾米机属于“擦离式,内压大;因此加工籼稻应选择以砂辊为主的工艺流程,就可减少碎米率;在我国对卧式米机多次更新换代后,普遍认为适合加工长粒籼稻的米机为MNMS18×2/MNMS25×2卧式双辊喷风碾米机,该机型由带斜孔筛板、米刀和三角筛架组成的筛筒与碾米辊同向低速旋转,这种独特的新型碾米室结构有强化碾白,加速排糠,降低米温,改善工艺的效果,能在较短的碾米室达到较大的产量与较高的精度,其“流态化”碾白作用轻缓、均匀,故成品含碎较少,易耗工作部件磨损均匀,碾白辊可根据碾白精度的要求换成砂辊、聚胺脂辊。加工长粒籼稻,采用3道或4道卧式砂辊碾米机的多机轻碾工艺最为适合。
4.3 凉米工艺
在经过几道碾米后,米温会比室温高出很多,如果不进行冷却就进入后面的抛光工段,势必会使米粒爆腰,增加碎米,影响成品品质,凉米就是为防止因米粒温度和湿度变化剧烈从而产生爆腰,减少碎米,除此之外,凉米后,抛光工艺的米温不至于很高,更适合米粒表面淀粉糊化,形成晶亮的胶质膜,使得米粒外观更漂亮;因此抛光前设置较大的凉米仓有利于降低米温,减少抛光过程产生碎米。
实践证明,采用凉米仓底部加正压通风,顶部抽风的方式,效果最佳;此方式经过12 h冷却后,抛光效果最佳,产生的碎米和爆腰也较少。
5 抛光色选分级工段
经过碾米机碾制的白米还含有糠粉、碎米及异色粒,它们影响成品大米的品质,必须除去,以确保成品大米的质量。抛光色选工艺流程见图6。
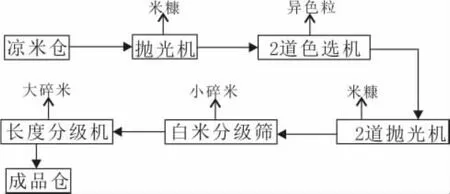
图6 抛光色选分级工艺流程
5.1 抛光技术
抛光是去除粘附在白米表面的糠粉,使白米表面光洁,提高成品米的外观色泽,改善大米的食用品质,同时延长大米的货架期,保持米粒的新鲜度,特别是加工优质稻通过精碾抛光加工后,其产品更加具有市场竞争力。其工作原理主要是使水雾化成微小水珠粘附在白米表层,通过米粒与米粒之间以及米粒与抛光辊、筛筒之间的摩擦作用,使大米抛光后产生淀粉预糊化和胶质化,达到去除糠粉使白米光洁的目的。
白米抛光时应根据产品的质量要求,合理选择抛光工艺。目前大部分厂家采用三道抛光,第一道抛光去除糠粉,避免糠粉对色选机效果的影响,后面二道抛光在实际操作时采用头道轻、二道重的抛光工艺,抛光效果比较好。头道轻抛将糠粉除净且米粒表面已修复较为完整,二道重抛则将米粒表面淀粉糊化,形成晶亮的胶质膜。如头道重抛则易将米机未除净的糠粉黏附于米粒表面,二道轻抛时,糠粉不易脱落,在米粒表面形成白色斑点;但抛光后会新增1.0%~1.5%的碎米,因此在保证抛光效果前提下,尽量降低转速,减小米粒受到的碰撞力。
5.2 色选技术应用
色选机是利用光、电及气动相结合的高科技产品,物料由振动喂料器均匀地喂入抛光机进料通道,并以一定速度进入色选区,从传感器和背景板间通过,光电传感器在荧光灯的照射下通过背景板折射的光线不同,对大米进行观察,根据比较色差产生相应的电压信号,经放大处理后传到CPU中央处理器,并作出分析辨别产生输出电信号,给驱动电路板进行放大处理,驱动喷射电磁阀的动作,将好米中的异色粒或白垩粒吹出至接料斗的废料腔内,而正常的被选物料继续下落至接料斗成品腔内,从而达到选别异色粒的目的。根据物料质量及色量要求,操作者可设定不同参数进行选别,提高精米外观品质。
随着电子工业发展,色选机光电传感技术发展更新较快,由可控硅光电传感器发展到彩色CCD传感器技术,又发展到画像处理技术传感器,使分辨率和准确率都得到提高,由溜槽发展到平板无溜槽,色选效果得到了很大提高,色选工艺技术得到普遍发展和应用。目前在大米加工厂,色选机是碾米厂最终质量控制的一道工序,去除黄米粒、病斑粒及垩白粒等变色米和碎玻璃等异色杂质,保证了大米纯度和质量。
6 成品整理打包工段
成品包装是生产流程的最后一道工序,该工段工艺流程见图7。

图7 成品整理包装工艺流程
为了保证包装成品不含有任何杂质,要在打包之前设置溜筛、色选和磁选3道工序;由于成品仓经过一段时间生产运行,仓内糠粉可能会结成块,脱落混进成品米,经过溜筛可以去除糠块(有些大糠块色选机无法去除);再经过色选机可以去除异色杂质,对成品起到最后一道把关的作用;再经过磁选,除去成品米中经过机械设备混入的金属杂质,最后成品米进入包装机包装;成品大米的包装越来越受到重视,产品的包装形式也多种多样,以满足不同消费群体的需求,目前,产品包装以小包装为主,真空包装因可有效延长储存时间和保持大米的新鲜度,而受到人们的欢迎。
总之,随着社会经济的发展,碾米工艺技术也不断得到创新和完善,新技术新设备也不断得到应用。从全国碾米工业技术状况看,目前应完善大米抛光、色选技术应用,逐步向大米调质技术、配米技术应用方向发展,提高我国碾米工业技术整体水平。
猜你喜欢
粮食加工(2022年5期)2022-12-28
选煤技术(2022年3期)2022-08-20
山西化工(2022年2期)2022-05-11
北方人(2019年10期)2019-06-17
酿酒科技(2019年2期)2019-03-05
中成药(2018年8期)2018-08-29
世界热带农业信息(2014年7期)2014-09-03
食品工业科技(2014年13期)2014-03-11
植物营养与肥料学报(2010年1期)2010-11-02
饮食科学(2009年5期)2009-05-14