拉伸工艺对PETG 热收缩膜雾度的影响
2022-11-08 03:32王艳静蔡文彬张娟袁琳河南银金达新材料股份有限公司
塑料包装 2022年5期
王艳静 蔡文彬 张娟 袁琳(河南银金达新材料股份有限公司)
1. 概述
热收缩膜因光泽鲜亮,收缩率高,适应性强,可实现对产品的贴身包装等优点,被广泛用于饮料、快餐、洗化用品、电子产品、工业产品的标签和集束式包装。尤其是饮料行业。热收缩膜相较于普通包装膜最大的特点除其优异的热收缩性,还有清澈透明,高透光率,低雾度等优点,特别是一些水标签对雾度要求较高。雾度的大小除与材料本身性能有关外,还与成型加工条件密切相关。本文探究了拉伸工艺对PETG 热收缩膜雾度的影响。
2. 实验部分
1)德国布鲁克纳双向拉伸生产线;
2)原料由长垣源宏公司提供;
3)雾度仪(德国BYK4775 透光率雾度仪);
4)试样制备——按GB/T 2410 规定进行从操作侧、中间、驱动侧均匀取6 块横向薄膜进行测试,计算平均值。
3. 试验结果与讨论
3.1 原料本身对雾度的影响
PETG 原料本身存在结晶结构,结晶结构越小,透明度越高雾度越小[2]。
3.2 拉伸温度是影响薄膜雾度的重要因素
当温度高于玻璃化转变温度时,高聚物处于高弹态,此时分子链开始移动在外力作用下开始产生较大形变在取向的过程中极易受到温度及外力作用产生结晶结构。聚合物的结晶过程是大分子链段重新排列进入晶格,由无序变为有序的松弛过程。
PETG 热收缩膜生产线横向拉伸区域一般分为预热,拉伸,定型,冷却四个区域。
由图1、2、3、4 可以看出随着预热区拉伸区温度升高膜的雾度急剧降低而定型区温度对其影响较小,冷却速率对薄膜雾都没有影响[1]。
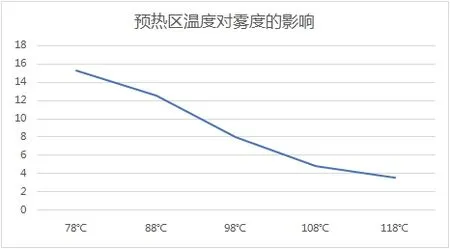
图1 预热区温度对雾度的影响
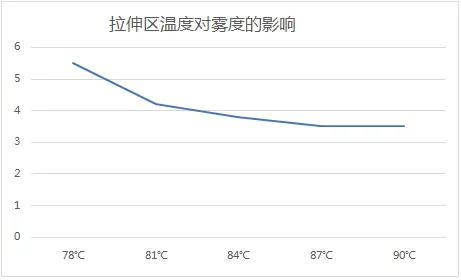
图2 拉伸区温度对雾度的影响

图3 定型区温度对雾度的影响

图4 冷却速率对雾度的影响
3.3 拉伸比以及拉伸角度对薄膜雾度影响较大[3]
3.3.1 在生产薄膜过程中把薄膜经过横拉后的两条导轨(或夹口)之间的幅宽与横拉之前的两条导轨之间的幅宽(或夹口)之比称为横向拉伸比。
从图5 可以看出横拉比越大,大分子链容易重新排列进入晶格,由无序变为有序的排列更加紧密,因而雾度会随之变大[3]。
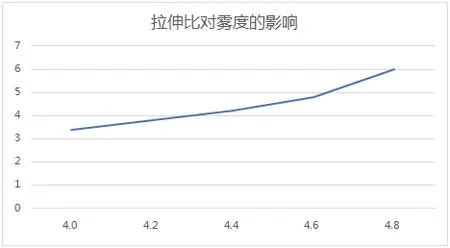
图5 拉伸比对雾度的影响
3.3.2 拉伸过程中拉伸轨道到定性轨道形成的角度称为拉伸角度。
从图6 可以看出拉伸区角度越大,雾度越大。这是因为在拉伸过程中拉伸角度越大薄膜厚片拉伸所用时间越短所受外力越大,越容易形成结晶结构。
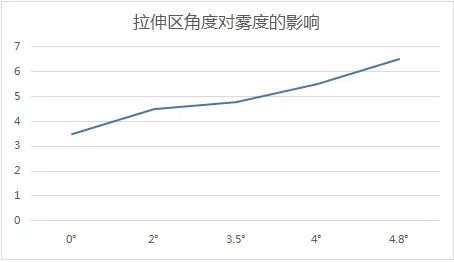
图6 拉伸区角度对雾度的影响
3.4 生产线速度对雾度的影响
3.4.1 从图7 可以看出生产线速度正常运行达到一定速度时薄膜雾度才会有小幅度的升高。这是因为薄膜通过横向拉伸区域越快,受热时间越短雾度越大。
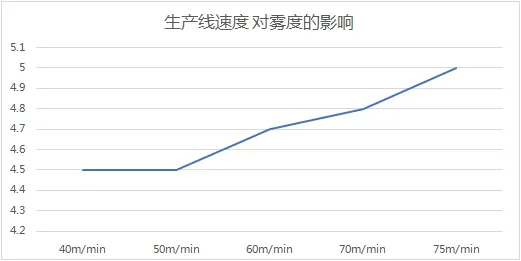
图7 生产线速度对雾度的影响
4. 总结
本文探索研究了拉伸工艺对PETG 热收缩薄膜的雾度影响,得出如下结论:
1)随着横向拉伸区中的预热,拉伸温度的升高,雾度随之降低。
2)定型区对雾度的影响较小,随着温度的升高有较小幅度降低。
3)冷却速率对雾度没有影响。
4)横向拉伸比越大,拉伸角度越大,薄膜的雾度越大。
5)生产线正常运行达到一定速度时薄膜雾度才会有小幅度的升高。
猜你喜欢
学与玩(2022年12期)2023-01-11
广州化工(2022年20期)2022-12-01
中国煤炭(2022年9期)2022-10-09
今日农业(2021年13期)2021-11-26
锻压装备与制造技术(2021年2期)2021-07-19
石油化工(2019年8期)2019-09-02
中国眼镜科技杂志(2019年7期)2019-07-17
现代企业文化(2016年1期)2016-12-23
中国塑料(2016年9期)2016-06-13
中国塑料(2015年7期)2015-10-14