热轧带钢结疤缺陷的形成及控制
2023-02-07 03:45供稿田祥省胡华东徐国军杨西亚徐庆磊马淑梅TIANXiangshengHUHuadongXUGuojunYANGXiyaXUQingleiMAShumei
金属世界 2023年1期
供稿|田祥省,胡华东,徐国军,杨西亚,徐庆磊,马淑梅/ TIAN Xiang-sheng,HU Hua-dong,XU Guo-jun,YANG Xi-ya,XU Qing-lei,MA Shu-mei
内容导读 通过热轧仪表检测仪观察带钢表面质量,利用金相显微镜、扫描电镜等检测手段,并结合炼钢、热轧生产工艺调查分析表明,热轧带钢结疤缺陷产生的原因主要是铸坯精整火焰切割产生的毛刺未清理干净或热轧异物掉落,在轧制过程中演变而成。通过加强铸坯火焰清理的控制、热轧设备日常检查,将热轧带钢结疤缺陷的发生率由10%降低到了0.2%。同时制定了结疤缺陷的检查标准,并对冷轧工序的影响进行了浅析。
随着钢铁行业的发展及客户对高端产品的需求,钢板表面质量的要求越来越严格,而且产品质量的优劣直接影响下游最终产品的使用性能以及公司的形象。热轧产品中表面缺陷是影响钢板质量的一个重要指标因素,其表面缺陷主要包括表面线状缺陷、疤状缺陷、裂纹、边裂等[1-2]。同时在国家标准中也有禁止出现此类缺陷的规定[3-4],这些缺陷的出现,影响了产品质量,还降低了钢材产品的成材率,给企业造成经济损失[5]。表面结疤作为热轧带钢常见的一种缺陷,对其生产顺行及下道工序产生较大影响。自4 月份以来,热轧带钢结疤缺陷发生率高达10%,造成大量钢卷改判降级,严重影响生产效率与成材率。因此,为了详细分析结疤缺陷产生的原因及解决方案,本文对工业生产的热轧带钢结疤缺陷原因进行了分析,并提出相应的控制措施以降低结疤缺陷发生率。
形貌特征
宏观形貌
通过表面检测系统在线检验,发现在热轧带钢头部出现严重的结疤缺陷,具体如图1 所示,主要集中在带钢表面头部10~12 m 左右,与带钢表面无连结,易于脱落,脱落后形成凹坑。
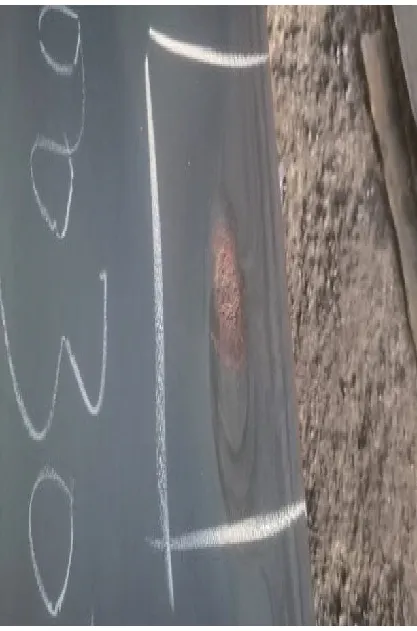
图1 热轧带钢结疤缺陷图
微观形貌
首先从带钢典型结疤缺陷上取得样品小样,然后对所取样进行磨制后利用质量分数3%的硝酸酒精溶液对金相样进行侵蚀,用BX51M 金相显微镜观察其显微组织,并通过扫描电镜进行成分分析,如图2 所示。横截面可以发现结疤缺陷存在一定的组织脱碳现象,且缺陷处附着氧化铁颗粒,同时在缺陷表层及截面未观察到夹杂物。因此,推断该缺陷在铸坯加热前已经存在或者热轧过程中异物掉落。

图2 结疤微观形貌特征及能谱检测:(a)金相图;(b)组织图;(c)电镜形貌;(d)能谱分析
结疤缺陷原因分析
热轧轧制过程跟踪
在跟踪同批热轧轧制工艺过程中,发现热轧轧机机架间存在锈蚀,对机架上取得的锈蚀异物进行成分检测,检测出含有较高的Ca、Mg 元素,如图3所示(σ 为标准差),这与带钢缺陷检测的成分明显不一致,因此可以确定此类缺陷是铸坯缺陷。
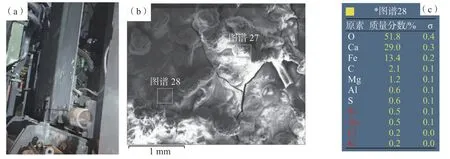
图3 轧机锈蚀及检测图像(a)轧机;(b)电子图像;(c)相对元素含量
炼钢工艺过程跟踪
为了进一步确认结疤缺陷产生原因,对同批次未轧制铸坯进行检查,发现该批铸坯存在火焰清理的痕迹,且在火焰清理部位未发现裂纹缺陷,但火焰清理毛刺未清理干净,边部存在明显的毛刺,如图4 所示,推断此类缺陷的产生与火焰清理有关。

图4 铸坯火焰清理图片
为了更近一步验证结疤缺陷的产生与火焰清理未处理干净的毛刺的关系,取一块火焰未清理干净的毛刺铸坯,并在毛刺部位做标记后,按照相同的轧制工艺进行轧制。对轧制后带钢进行跟踪观察,发现标记对应处出现结疤缺陷,如图5 所示。因此得出结疤缺陷由铸坯火焰清理未处理干净的毛刺引起。
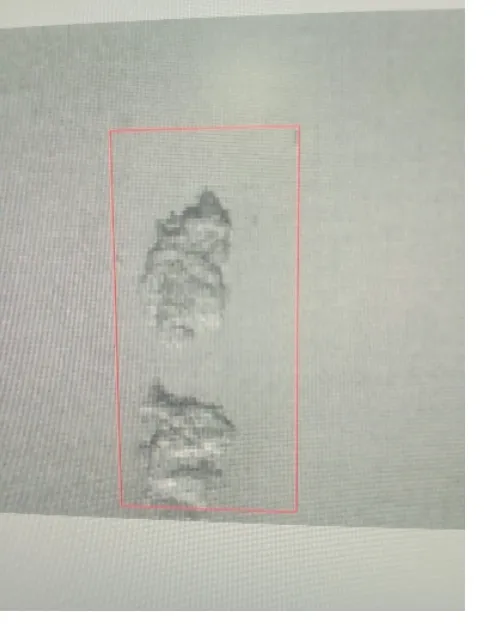
图5 验证实验结疤缺陷图
结疤缺陷对冷轧工序的影响
随着生产量的增加,前道工序缺陷对冷轧工序的产品质量及生产节奏产生很大影响。
结疤缺陷对带钢断带的影响
由于热轧原料存在结疤缺陷,缺陷与基体相连,在冷轧轧辊压应力作用下,缺陷与基体结合处形成裂纹。在轧辊剪切应力和带钢张力的作用下,裂纹扩展,严重时导致断带,影响冷轧生产节奏。
结疤缺陷对冷轧轧辊的影响
热轧原料结疤缺陷在冷轧工序将进一步影响冷轧轧辊,进而对冷轧其他产品产生连锁效应。热轧原料在轧制过程中,由于结疤缺陷带钢表面出现明显的凹凸,导致轧辊表面损伤,严重时轧辊表面表现为不规则的凹痕,同时降低轧辊寿命。
控制措施
炼钢厂针对火焰清理工进行操作技能培训,提高火焰清理坯表面质量,加强铸坯火焰清理的检查力度,同时热轧加强火焰清理铸坯的验收,对不符合要求的火焰清理铸坯进行考核。
同时为了防止热轧带钢结疤缺陷流入冷轧工序,依托热轧仪表检测仪,建立典型的结疤缺陷图谱并进行软件维护,自动识别缺陷,及时把控结疤缺陷,并建立热轧常见缺陷与判定标准。
结束语
热轧带钢结疤缺陷的产生与铸坯火焰清理的毛刺有关,通过提高火焰清理质量,结疤缺陷发生率显著降低,由10%降低到0.2%。
猜你喜欢
中国有色冶金(2021年2期)2021-05-31
冶金设备(2020年2期)2020-12-28
安徽冶金科技职业学院学报(2020年2期)2020-08-04
山西冶金(2019年4期)2019-07-16
山东冶金(2018年5期)2018-11-22
上海金属(2016年2期)2016-11-23
中国有色金属学报(2016年5期)2016-08-05
设备管理与维修(2016年6期)2016-03-16
山东冶金(2015年4期)2015-01-02
上海金属(2014年1期)2014-12-18