
150 kV 铝芯充油电缆的研制
2010-03-26 12:32付炳惠
电线电缆 2010年5期
杜 青,付炳惠
(1.乐星红旗电缆(湖北)有限公司,湖北 宜昌 443004;2.电能北京产品认证中心有限公司,北京 100011)
0 引言
2008年5月,我公司接到印度尼西亚客户150 kV充油电缆的询单,询单共有三种型号规格,除了已成熟生产的铜芯充油电缆外,其中630mm2铝芯充油电缆,我公司并没有生产过。查阅相应的产品标准,除IEC等标准对充油电缆铝导体的直流电阻有规定外,我国的国家标准及其它一些国家标准仅规定了铜芯充油电缆。2008年9月,在与印度尼西亚客户签订技术协议前,我公司模拟充油电缆干燥浸渍工艺,对清洗后的铝单线做浸油老化试验,随后测试油样的介质损耗及耐压等指标,确认可以满足产品要求后签订了销售合同。
1 铝单线浸油老化试验
630mm2铝芯充油电缆,导体结构为带不锈钢油道的中空铝导体绞合结构。铝单线标称直径为2.71mm,共108根,排列方式为(不锈钢油道)+(18+24+30+36)。因此模拟试验时,我们严格按照导体结构选取了高速大拉机和十模大拉机生产的铝单线,进行清洗后各选用了108根长度约100mm的铝单线,根据导体长度计算出相应的油道的需油量,将铝单线浸泡到处理合格的高压电缆油十二烷基苯中,按电缆浸渍工艺进行了老化试验,然后测量老化后的电缆油,测试结果见表1。
根据表1可知,十模大拉机生产的铝单线即使清洗三遍后老化油样的介质损耗角正切仍超过标准值,不适用于铝芯充油电缆导体;高速大拉机生产的铝单线经过适当清洗可以满足铝芯充油电缆的要求。同时考虑到高速铝大拉机拉制的单丝强度较大,可能影响中空导体绞制质量,决定对高速铝大拉机生产的铝单线进行退火软化处理,在满足单线柔软度的同时,也去除了部分大拉油(大拉机拉制产生的铝单线表面油膜的简称)。
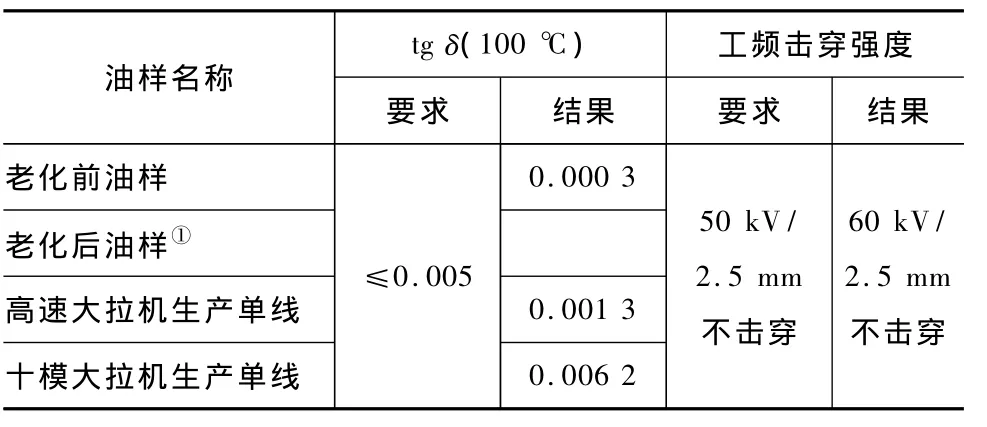
表1 铝单线浸油老化试验结果
2 铝芯充油电缆的研制
(1)产品工艺流程(见图1)。

图1 产品的工艺流程
(2)硬铝单线拉制。硬铝单线拉制与普通铝导体相同。
(3)退火。为保证绞线过程中不断丝,严格控制铝单线退火温度及时间,确保退火后的铝单线的抗拉强度在90~120 MPa之间。
(4)铝单线清洗。我公司铜单线清洗通常采用清洗剂及90℃以上热水清洗一遍,并用洁净白布擦干即可。考虑到铝单线表面大拉油较多,对铝单线清洗了两遍。同时,为保证铝单线清洗过程中不擦伤,所有的过线模全部采用软尼龙模,清洗后的铝单线应洁净、无油。
(5)绞线。绞线是在120B叉绞机上完成的。将不锈钢螺旋管与四层铝单线同心绞合到一起,除应注意螺旋管在放线过程中不扭转外,还应同单线清洗一样,为保证软铝导体绞制过程中不擦伤,所有的过线模、并线模全部采用软尼龙模,并用洁净白布擦去每层单线在绞制过程中产生的铝灰、铝粉,绞制后的中空导体应洁净、光滑、圆整。
(6)纸包。纸包绝缘是在法国波迪亚纸包机上完成的。纸包机所在的纸包房采用两套去湿系统,纸包房、纸包头湿度分开控制,通过循环干燥压缩空气可将纸包头相对湿度控制在15%以下。纸包绝缘采用075、125、175三种纸带形成分阶绝缘。在纸包工艺设计时,为增强纸绝缘在干燥后的紧密度,避免“松皱”,采取了预干燥连续切纸。预干燥连续切纸装置温度控制在(110±5)℃范围内,可以去除纸中7%的水分;干燥好的纸带置放于具有循环干燥压缩空气的纸柜内,分类存放,以保证纸带的干燥度。同时生产过程中精确计算和控制纸包时纸带张力,保持纸包机张力恒定,避免了“紧皱”。
(7)整体浸渍虹吸压铅。整体浸渍虹吸压铅为我公司自行开发的工艺。其最大的优点在于处理合格的电缆油从绝缘屏蔽慢慢渗透到电缆油道中,浸渍过程中产生的气体通过油道抽真空排出,相对于真空压铅工艺,电缆油从油道内缓慢渗透到绝缘屏蔽,浸渍时间短,浸渍透彻,电缆及电缆油的tg δ小很多。特别是采用 8000干燥浸渍缸后,生产长度大大增加,相应缩短了生产周期。虹吸压铅是在150螺杆式连续挤铅机上完成的,虹吸压铅的关键在于油接触高温模座不能产生老化现象。我公司具有专门的装置,密封牵引、油循环、热平衡能得到很好保证,生产的铅套无接缝,表面无皱,无铅灰等缺陷。铅套厚度连续监控,收线采用50 t转盘收线,电缆上车端头做好铅封头即接压力箱,保证生产过程中电缆油道压力。
整体浸渍用高压电缆油十二烷基苯是经过白土精制、循环过滤、加抗氧剂、循环脱气、脱水等工序后处理合格的电缆油,我公司规定的主要技术指标为:在油温(100±1)℃时,tg δ不大于0.000 5;油温(20±10)℃时,工频击穿强度不小于60 kV/2.5mm。
(8)加强层绕包。采用两层半硬态不锈钢带间隙绕包作为充油电缆的加强层。加强层绕包过程中除应控制好不锈钢带强度外,还应严格控制绕包间隙,间隙控制在钢带宽度的10%左右,确保铅套充油电缆在规定油压下正常运行。
(9)外护套挤制。外护套采用中密度聚乙烯护套料,在进口 150挤塑机上挤制完成,表面应平整、光滑,然后在护套表面涂石墨作为外电极。
(10)充油电缆结构尺寸(见表2)。
(11)试验。2008年12月5日,印度尼西亚客户及其委托的第三方检验公司SGS到我公司对生产完成的充油电缆进行工厂检验,充油电缆的各项技术性能指标均高于合同技术协议要求,铝芯充油电缆试验结果见表3。

表2 150 kV 630mm2充油电缆结构尺寸(单位:mm)
3 结束语
从表3试验结果可看出,铝芯充油电缆的关键技术指标电缆及电缆油的介质损耗正切值均远小于标准要求,与我公司铜芯充油电缆相当。这表明我公司铝芯充油电缆生产工艺是合理、先进的。

表3 铝芯充油电缆试验结果
[1]GB/T 9326—2008 交流500 kV及以下纸或聚丙烯复合纸绝缘金属套充油电缆及附件[S].
[2]IEC 60141-1(1993) 充油电缆和压气电缆及其附件的试验第1部分:交流400 kV及以下的纸绝缘金属护套充油电缆及其附件[S].
猜你喜欢
机床与液压(2022年9期)2022-09-20
无损检测(2022年8期)2022-08-24
机械制造(2022年4期)2022-05-10
设备管理与维修(2020年15期)2020-09-24
物联网技术(2020年6期)2020-06-24
铸造设备与工艺(2019年2期)2019-07-25
陶山(2019年1期)2019-03-29
中国机械工程(2019年5期)2019-03-25
农家参谋(2017年1期)2017-08-13
橡胶工业(2015年5期)2015-08-29
