
变频主轴数控机床刀具破损时的保护对策
2010-09-11 01:50李洪波
制造技术与机床 2010年4期
李洪波
(大连大森数控技术发展中心有限公司,辽宁 大连 116023)
变频主轴数控机床刀具破损时的保护对策
李洪波
(大连大森数控技术发展中心有限公司,辽宁 大连 116023)
介绍了利用三菱M64数控系统的DDB功能,实现刀具破损时对机床的保护。
保护对策 变频主轴 刀具破损 数控机床
在一些大型机床设备中,例如龙门铣床、落地镗床等,主轴通常只作为旋转切削功能使用,一般可以选用变频主轴。而且,在功率选择、转速选择和价格方面,变频主轴比伺服主轴也有更大的优势。但是,由于变频主轴采用模拟电压控制,不能实现类似伺服主轴的串行实时电流和负载监控,加工过程中刀具破损时,如果不及时采取措施,会发生危险。本文介绍一种解决上述问题的方法,并且在实际机床上得到了良好应用。
1 保护功能的必要性分析
以大型龙门铣床为例,在使用钻孔刀具进行深孔加工时,由于工件材料或刀具磨损等问题,有时会突发刀具损坏的情况。这时,主轴仍在旋转,但刀具损坏部分无法正常切削,且Z轴仍在向下进给,这时如果不立即采取保护措施,会损坏机床机械本体、工件或刀杆等,严重的更会危及人身安全。而类似突发事件,机床操作者往往也会反应不及时。因此,如何在发生上述问题时,让数控系统及时检测并采取相应措施实行保护,显得非常重要。
经过诊断分析发现,虽然数控系统无法实时检测和监控变频主轴的电流和负载情况,但是当刀具发生破损时,由于不能正常切削,随着Z轴的继续进给,Z轴的负载会越来越大,因此,可以通过对Z轴负载的检测,实现刀具破损时对机床的保护功能。
2 保护功能的实现方法
三菱M64数控系统可以通过自带的DDB功能,实现对各轴电流和负载的检测和监控。因此可以通过DDB功能,将Z轴电动机的负载百分比数值读出,然后与PLC常数中预先设定的负载极限值比较,当Z轴电机的负载百分比数值大于设定的负载极限值时,对系统实行进给保持。考虑到Z轴在上升和下降过程中,其负载状况可能不一样,因此可以设定两个负载极限参数,分别对应Z轴上升和下降过程。
图1是实现Z轴电动机负载检测的梯形图程序。
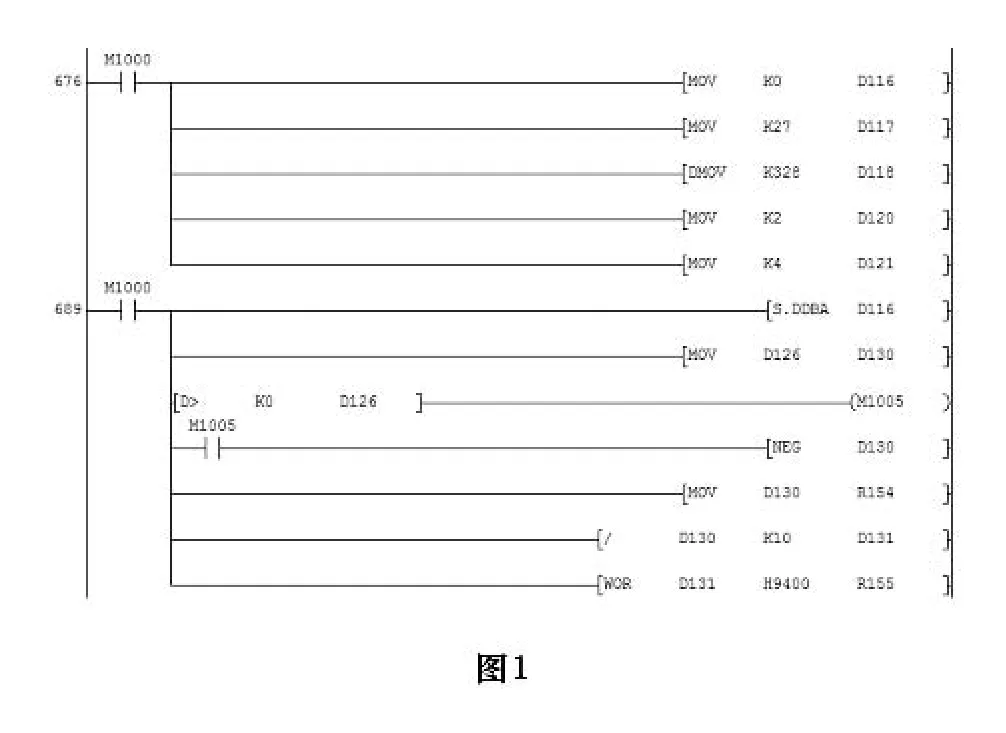
图1为Z轴负载检测部分。经过PLC的转化与运算处理,得到D126为系统实时检测到的Z轴负载值,当Z轴正向运动时,D126为正值,当Z轴负向运动时,D126为负值。因此,可通过将D126与在PLC常数中设定好的Z轴正、负向负载极限值进行比较,然后实行相应保护控制。具体见图2。
图2中,D126为负值(即Z轴负向运动)时,将D126的值送给D160,D126为正值(即Z轴正向运动)时,将D126的值送给D161。然后D160和D161分别与预先设定的PLC常数R2800和R2802进行比较,当前者大于后者时,系统实行进给保持。
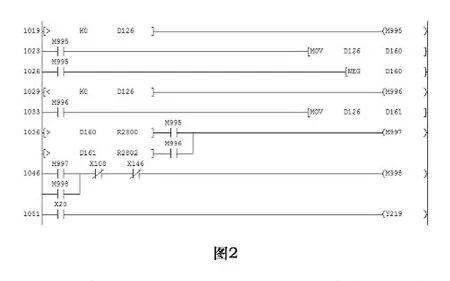
PLC常数R2800和R2802分别对应系统参数6301和6302,因此,Z轴正向运动和负向运动的负载极限值可分别设定在参数6301和6302中。机床操作者可以根据实际情况或经验数据,设定相应合适的负载极限值。当Z轴实际负载超过设定的参数值时,系统进入进给保持状态,各轴停止进给,从而保护机床,避免发生危险。同时,考虑到机床用户可以选择性的使用该功能,我们可以设置一个PLC开关,不使用该保护功能时,用户可以选择关闭。
3 结语
对于采用变频主轴的大型加工机床,对刀具破损的突发状况实行保护措施,可以有效地保护机床机械本体、工件、刀杆以及操作者的人身安全。本文通过对三菱M64数控系统的设计和实际应用,以Z轴负载为控制依据,找到了一种可行的变频主轴数控机床刀具破损时的保护对策。
[1]三菱电机.MELDAS DDB INTERFACE MANUAL,BNPB2214C.
[2]三菱电机.MELDAS 60/60S Series PLC INTERFACE MANUAL,BNP-B2211C.
[3]三菱电机.MELDAS 60/60SSeries PLC PROGRAMMING MANUAL,BNP-B2212*.
[4]三菱电机.MELDAS 60/60S系列 报警/参数说明书,BNPB2201G.
作者:李洪波,男,1977年生,工程师,研究方向:数控系统的设计开发与应用,已发表论文1篇。
(编辑 李 静)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Protection Method of Transducer Spindle CNC Machine When Tool Damaged
LI Hongbo
(Dalian Dasen Numerical Control Technology Developed Center Co.,Ltd.,Dalian 116023,CHN)
The article introduces that using the DDB function of MITSUBISHI M64 CNC to protect the machine when tool is damaged.
Protection Method;Transducer Spindle;Tool Damaged;CNC Machine
2009-07-24)
10421
猜你喜欢
火控雷达技术(2022年4期)2023-01-09
电脑报(2022年3期)2022-01-25
中国外汇(2020年14期)2020-10-28
中国外汇(2020年5期)2020-08-25
哈尔滨轴承(2020年4期)2020-03-17
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
课程教育研究·学法教法研究(2016年26期)2016-12-15
