
磨料浆体流针阀体研磨技术研究
2010-09-11 01:50李明辉蔡红霞刘丽兰刘林生
制造技术与机床 2010年4期
李明辉 蔡红霞 刘丽兰 刘林生 俞 涛
(①上海大学机自学院,上海市机械自动化及机器人重点实验室,上海 200072;②中国矿业大学,江苏 徐州 221116)
磨料浆体流针阀体研磨技术研究
李明辉①蔡红霞①刘丽兰①刘林生②俞 涛①
(①上海大学机自学院,上海市机械自动化及机器人重点实验室,上海 200072;②中国矿业大学,江苏 徐州 221116)
提出了一种基于磨料浆体射流技术的针阀体喷孔研磨技术。该技术利用针阀体喷孔的节流作用使射流发生,靠浆料的研磨作用来去除针阀体内流道毛刺,对喷孔孔口进行倒角,以提高其流量系数。加工时,通过流量控制系统实时监测、控制针阀体的实时流量与终止流量,来控制其流量离散度。实际加工实验表明,该技术可以提高针阀体流量系数到0.85左右,同批针阀体流量离散度控制在±1%以下,达到国外同类技术的先进水平。
磨料浆体射流 针阀体 流量系数 离散度
针阀体偶件(包括针阀和针阀体)是喷射系统中最关键的部件之一,担负着燃油系统最终的动作——喷油。针阀体偶件的质量与性能直接影响整个喷射系统的性能,尤其是针阀体的喷孔孔径和喷孔流量直接影响燃油的雾化效果和燃烧率,直接影响着柴油机的经济性、动力性、启动性和排放性能。
随着柴油机向高效率、低能耗、低排放趋势的发展,对针阀体的性能要求也日益提高,对针阀体的喷射性能有了更高的要求。在柴油机的实际使用与国内外的众多研究[1]表明,减小喷孔孔径,提高喷射压力可以降低喷射油滴直径,进而可以改善雾化效果、提高燃油燃烧率、降低排放量[2],但是喷孔直径的减小会使柴油机供油不足影响其动力性能。所以理想的针阀体应该是小孔径大流量的,既能保证柴油机动力性能需要,又能满足小孔径的需求,即要求喷孔具有较高的流量系数。另一方面,高档柴油机正向多缸数、小缸径方向发展,国外高档柴油机的缸数已经达到12个之多。随着柴油机缸数的增加,由于各缸所用针阀体喷孔流量的不同引起的缸间差异现象越来越明显。为了减小缸间差异对整机性能的影响,还要求针阀体流量具有一定的离散度。
目前国内针阀体的加工方法及其流量系数与离散度值[1,3]如表1所示。但根据我国机械行业柴油机喷油嘴偶件技术条件标准[4]的要求,针阀体流量离散度应不大于±3%,否则需要进行流量分组。同一组中针阀体流量离散度应不大于±2%。目前高水平发动机要求针阀体流量系数达到0.8或更高,对流量离散度的要求在±1%左右,目前的加工方法都难以满足要求。
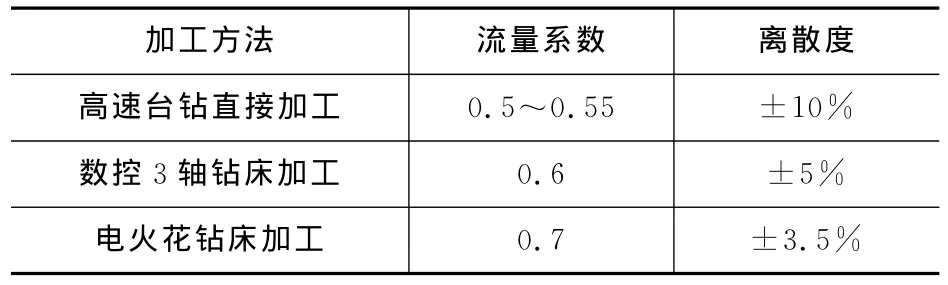
表1
为了满足国家标准和厂家要求,现实生产中,厂家普遍采用腐蚀法、电解法、超声波电解法和液体挤压研磨法等工艺手段来去除针阀体压力室内喷孔毛刺,扩大喷孔入口处圆角来提高针阀体喷孔流量系数以满足小喷孔大流量的需求[5,6]。但是对于针阀体流量离散度的控制,还采用先加工再在油泵试验台上测定各个针阀体喷孔流量,然后依据流量值对其进行分组筛选的方法。流量大于要求的产品只能废弃,流量小于要求的产品,对其进行去除毛刺等方法来增加其流量然后再分组进行筛选。目前国内针阀体生产中所用的电解和液体挤压研磨技术都是通过计时的方法来控制其加工程度[6],对加工过程中针阀体流量的实际增加值难以控制,对其流量离散度更难以控制。生产一批合格的产品,往往需要生产比订单量大得多的产品来保证其合格品的数量,这极大地增加了针阀体产品的生产成本,降低了加工效率。所以现实生产中,对既可以对针阀体喷孔进行研磨加工,同时又可以监控其实时流量的工艺和设备的需求非常的迫切。
美国易趋宏公司(Extrude Hone)和德国Sonplas公司生产的微孔磨粒流机床,采用流量和压力控制方法,可加工出流量系数达到0.8,流量离散度为±1%的单个和成套针阀体,但是价格昂贵,并且对前期加工工艺要求高,国内厂家难以承受。目前国内还没有厂家可以生产同类型产品。为此本文提出了一种新的针阀体研磨加工技术,该技术以磨料浆体射流技术为基础,采用特殊的机械工艺和新的测量方法,很好地解决了目前磨料流加工中的高压动密封问题和流量测量问题,为针阀体的研磨加工和流量离散度控制提供了一种新的思路。
1 磨料浆体射流针阀体研磨的实现
1.1 系统原理
磨料浆体射流技术是在混合磨料水射流技术的基础上发展起来的一种新的射流技术,其原理如图1所示。其主要特点为:射流介质为由粘度较大的浆料和磨料混合而成的浆体。与传统的磨料水射流相比,浆料的粘度大,磨料目数高,加工表面质量高,磨料与浆料混合充分,磨粒悬浮在浆料中,久置不易沉降,加工时不易发生堵塞。射流发生时磨粒在流场中加速快,加速效果明显,同等压力下,磨粒获得的动能大,射流加工的能力与水射流比有很大提高。目前该技术主要应用在材料切割领域[9]。
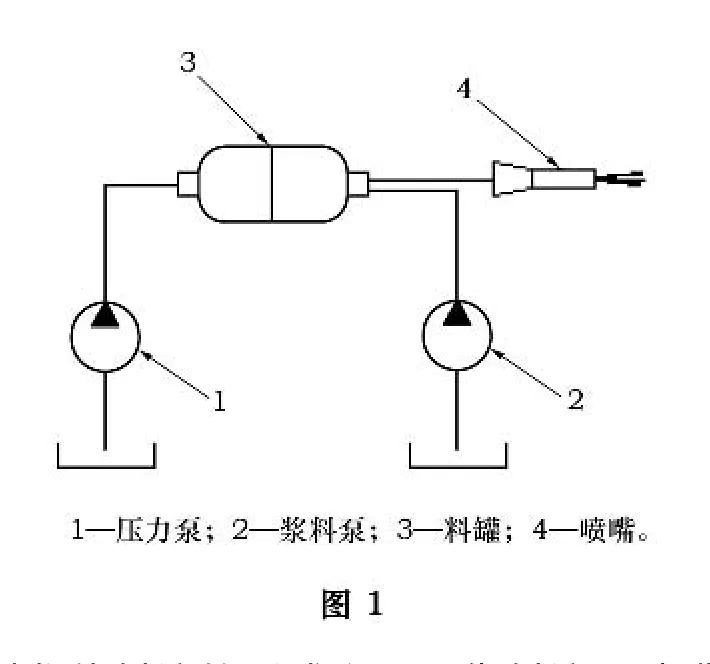
磨料浆体射流的形成主要是靠射流用喷嘴的节流作用。在流量不变的条件下,喷嘴的孔径越小,可获得的射流压力越高,射流速度越大。但是随着射流速度的提高,磨粒对喷嘴的磨损也越明显。实际应用中即使是用硬质合金、金刚石等高硬度材料做成的喷嘴也常常因磨粒的磨损而损坏。受此启发,如果把磨料浆体射流中的喷嘴换为针阀体,由于针阀体喷孔的节流作用,磨料浆体射流可以发生。磨料浆体在流经针阀体内流道时,会随着针阀体内流道的形状而自由取向。由于磨料流在小孔内流道内处于紊流状态,在毛刺和喷孔孔口尖角处的阻力损失较大,磨粒的磨削作用明显[10]。合理选择射流压力和磨粒目数就可以实现去除毛刺、扩大孔口圆角、增大流量系数的目的。
国外磨料浆体射流的高压发生装置都采用液压缸,其活塞与液压缸缸壁间的动密封问题是其关键技术。由于磨料具有较强的磨削作用,加工过程中极易进入活塞与缸壁的间隙中进而破坏系统密封性,使得射流不能发生。而常用针阀体喷孔孔径一般都在0.2 mm左右,研磨加工所用的磨料粒径更小,系统密封性要求很高,国内的密封技术难以解决,这也是限制该技术应用于针阀体喷孔研磨的重要原因。本系统采用一种囊式结构的高压料罐作为射流发生装置,使得浆料和液压油之间实现完全隔离,成功解决了高压动密封问题,为该技术在针阀体研磨中的应用提供了坚实的保证。
1.2 浆料的配制
浆料是影响针阀体喷孔研磨加工的重要因素,其性能直接决定了研磨质量的好坏与喷孔流量系数的增加量。目前国外针阀体喷孔液体挤压研磨用的研磨剂是用一种低粘度的环烷质矿物油辅以各种不同性能的添加剂和磨料组成[3]。这种方法配置的浆料不但价格昂贵,而且由于化学添加剂性能不稳定,磨料粒子在浆料中分散不均匀,易发生沉降,重复使用易堵塞喷孔,加工后清洗困难,使用成本高。
在本实验室磨料浆体射流切割技术用浆料的基础上,本文采用我国资源丰富,价格便宜的钠基膨润土作添加剂,以人造棕刚玉为磨料,加水按一定工艺混合的方法来配制浆料。目前该工艺方法已获得国家发明专利授权。实验证明该方法配制的浆料不但具有很好的流动性,而且物理化学性能稳定,磨料粒子在浆体中处于悬浮状态,分散性好,多次重复使用不沉降,清洗容易,价格低廉,可以很好地满足针阀体研磨的需求。
2 研磨性能试验
2.1 实验系统的组成
该实验系统主要由液压系统、高压料罐、流量监测系统、针阀体夹具、浆料回收系统和控制中心5个主要部分组成,其总体布置如图2所示。
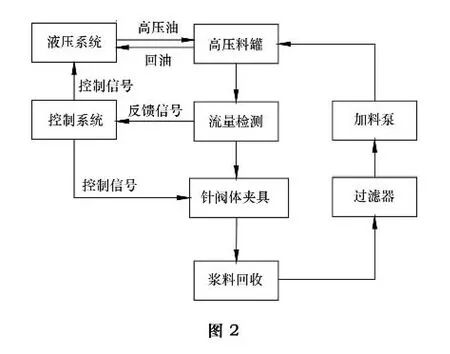
液压系统为系统提供动力源并保证加工过程中系统压力保持稳定;高压料罐把液压油跟浆料隔离开来,并且把液压油的压力能转化为浆料的动能;流量检测系统采用新的流量检测方法,实时检测通过针阀体喷孔的浆料流量并把流量信号反馈给控制系统;通过浆料回收系统,研磨加工过的浆料可以循环重复使用。
2.2 流量离散度的控制
针阀体流量离散度是指一批喷嘴中最大和最小流量值相对于目标标定值的偏差率[4]。针阀体流量离散度的大小对多缸柴油机的缸间差异现象有直接影响,影响着柴油机的动力性能和排放性能。一批针阀体在满足流量要求的情况下,其流量离散度越小质量越好。为了控制针阀体的流量离散度,本系统采用实时检测研磨加工时通过针阀体喷孔的浆料的流量来控制加工的起止。由于本文所用浆料物理化学性能稳定,磨料在浆体中分布均匀,浆料的粘度和密度不随流动状态的改变而改变,所以浆料通过针阀体的实时流量可以准确地反映针阀体喷孔的实际流量。加工前先设定好目标流量值,加工过程中,控制系统接收流量检测系统反馈的针阀体喷孔流量的实时测量信号并做相关运算与判断,如果流量大于目标值时系统报错,流量小于目标值时继续加工,当达到设定值时停止加工。其控制流程如图3所示(Q标为目标流量,Q实为实时流量)。
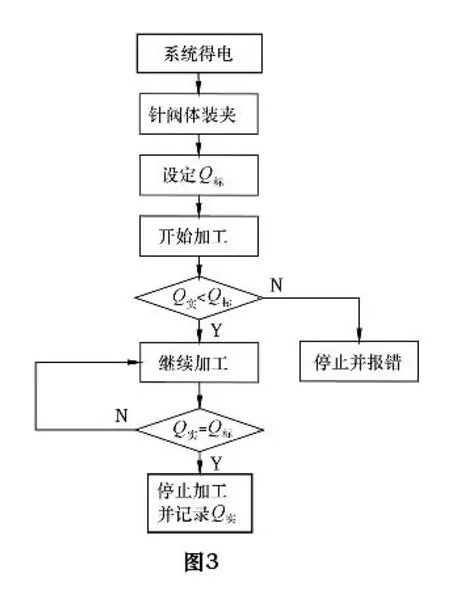
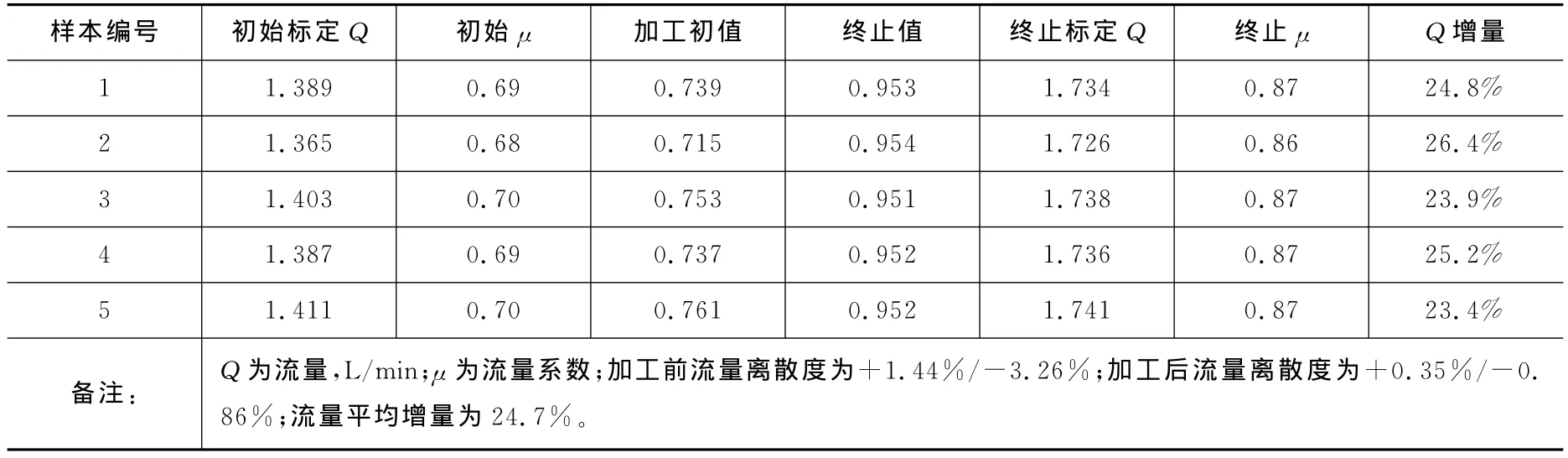
表2 ZCK155S528针阀体加工
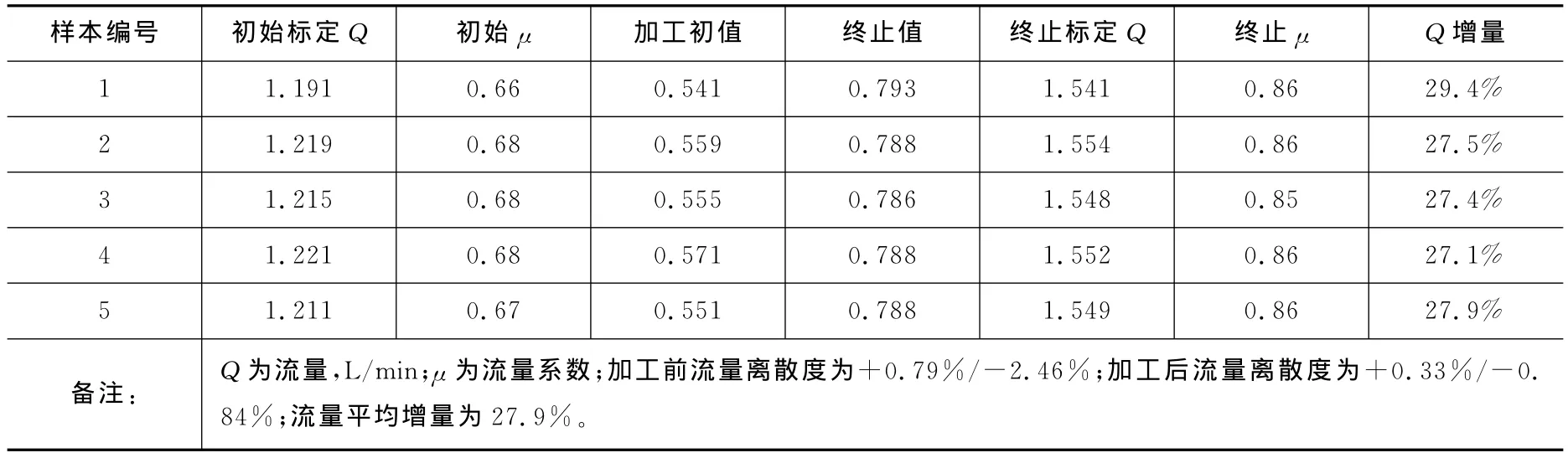
表3 ZCK154S425针阀体加工
2.3 实际加工试验
为了检验本技术的实际加工效果,现选取了国内某油泵油嘴厂所生产的型号为ZCK155S528和ZCK154S425的针阀体初加工样本各五件进行加工试验。加工压力为4 MPa,浆料密度为1.333 kg/m3。标定压力为8 MPa,介质为柴油。加工初值和终止值为加工时测得的针阀体实时流量值。
型号为ZCK155S528的针阀体加工目标流量为0.95 L/min,型号为ZCK154S425的针阀体加工目标流量为0.79 L/min。虽然由于测量误差和系统误差的存在,加工终止流量不能精确地等于目标流量,但是由表2和表3可以看出用该加工方法加工的针阀体流量系数可以提高到0.85以上,流量离散度可以控制在±1%以下。
3 结语
由上可知,把磨料浆体射流技术应用到针阀体喷孔的研磨加工中具有很高的可行性与实用性。用膨润土、水和人造棕刚玉配置的浆料作研磨剂,比用矿物油与化学添加剂配置的研磨剂,悬浮能力更好,稳定性、均匀性更高,价格更加低廉。研磨加工中,通过流量检测系统实时地监测针阀体的实时流量,并控制其加工终止流量的方法可以很好地控制针阀体的流量离散度。实际加工试验表明,用该技术加工的针阀体,流量系数可以提高到0.85左右,同批针阀体流量离散度可以控制在±1%以下,达到国外同类产品先进技术水平,而且价格低廉、使用方便,具有很高的使用价值和市场潜力。
[1]俞建达,缪雪龙.喷油嘴流量系数影响因素及其喷射特性研究[J].现代车用动力,2007(8).
[2]张惠明,赵奎翰,魏建勤.喷孔直径对直喷式柴油机碳粒生成过程的影响[J].燃烧科学与技术,1999(5).
[3]黄光明,章成军.液体挤压研磨技术在喷油嘴喷孔加工中的应用[J].现代车用动力,2003(1).
[4]JB/T 7296-1994,柴油机喷油嘴偶件技术条件[S].
[5]李劲松,韩恒信.提高喷油嘴流量系数的探讨[J].柴油机设计与制造,2003(3).
[6]唐维平,宋伟,喻鸣显.喷油嘴喷孔液体挤压研磨工艺研究[J].现代车用动力,2003(5).
[7]谢祖林.针阀体喷孔去毛刺方法对喷孔流量的影响[J].现代车用动力,2003(11).
[8]Winfeild B.perry,lexington,mass Abrasive liquid slurry for polishing and radiusing a microhole[P].US.6132482.2000,10.
[9]刘小健.磨料浆体射流技术及其机理研究[D].上海:上海大学,2006(6).
[10]谭雪松,钟廷志.磨料水射流多细孔加工液压系统的参数计算及实现[J].机床与液压,2008(12).
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Research on Grinding Technology of lnjector Valve Based on Abrasive Suspension Flow
LI Minghui①,CAI Hongxia①,LIU Lilan①,LIU Linsheng②,YU Tao①
(①School of Mechatronics Engineering and Automation,Shanghai University,Shanghai Key Laboratory of Mechanical Automation and Robotics,Shanghai 200072,CHN;②China University of Mining and Technology,Xuzhou 221116,CHN)
The grinding technology of injector valve based on abrasive suspension jet is presented.The jet nozzle is replaced by the injector valve for the grinding process.By deburring and radiusing the intersecting passage of the injector valve with the abrasive suspension results in a high flow coefficient.During the grinding process,the actual through flow rate is compared to a predetermined reference through flow rate.When the two coincide,the process is brought to an end in order to calibrate the flow tolerance of the injector nozzle.The experiments prove that the flow coefficient could be improved to approximate 0.85 and the flow tolerance could be reduced to±1%,reaching the advanced level of similar products abroad.
Abrasive Suspension Flow;Injector Valve;Flow Coefficient;Flow Tolerance
TH16
A
李明辉,男,1983年生,硕士生,主要研究方向:水射流技术,机电控制技术等。
(编辑 余 捷) (
2009-09-23)
10436
猜你喜欢
城市建设理论研究(电子版)(2022年5期)2022-06-08
昆钢科技(2020年5期)2021-01-04
矿冶工程(2020年1期)2020-12-20
汽车零部件(2018年12期)2019-01-15
中国安全生产科学技术(2018年11期)2018-11-30
汽车技术(2018年10期)2018-10-29
振动与冲击(2018年10期)2018-05-25
钻探工程(2015年11期)2015-01-01
制冷学报(2014年6期)2014-03-01
筑路机械与施工机械化(2014年7期)2014-03-01
