
基于双频激光干涉仪的DM1007数控铣床几何误差辨识的实验研究*
2010-09-11 01:50胡建忠王波雷范晋伟
制造技术与机床 2010年4期
胡建忠 王波雷 王 民 范晋伟 昝 涛
(北京工业大学机电学院先进制造技术重点实验室,北京 100124)
基于双频激光干涉仪的DM1007数控铣床几何误差辨识的实验研究*
胡建忠 王波雷 王 民 范晋伟 昝 涛
(北京工业大学机电学院先进制造技术重点实验室,北京 100124)
对DM1007数控铣床几何误差进行了描述,采用九线辨识法对其进行误差辨识,并使用英国Renishaw公司生产的ML10Gold型激光干涉仪进行了误差辨识试验,证实了该方法的简单快捷且具有较高的辨识精度。
数控铣床 误差辨识 九线法 激光干涉仪
在数控机床的误差补偿技术研究中,机床的误差辨识是一个十分重要的环节。当前几何误差的辨识方法主要有两大类:单项误差直接测量法和综合误差测量参数辨识法。单项几何误差直接测量法是利用相应的测量仪器,对各项几何误差逐一进行测量,得到各项误差。如用光栅尺、磁栅尺设备来测量螺距误差等。直接测量法可以直接得到机床的各分项误差值,为机床的制造、机床的精度评定及定期检测提供依据。这些方法效率低、精度差,难以实现自动测量,不能满足现代高生产率的要求。综合误差测量辨识方法是对机床工作区域内指定点的定位误差进行测量,通过数学模型对其测量点的综合误差进行辨识,间接得到机床各项误差的离散值。当前激光干涉仪在综合误差测量辨识中应用的较为广泛,围绕在机床误差辨识中如何更好的使用激光干涉仪,提出了误差辨识的22线法[1]、15线法[2]、14线法[3]、12线法[4]、9线法等多种位移方法。本文采用其中最简单快捷的9线法对DM1007数控铣床进行了误差辨识,并使用英国Renishaw公司生产的ML10Gold型激光干涉仪进行了误差辨识试验,证实了该方法的简单快捷且具有较高的辨识精度。
1 多轴机床的几何误差源
一个物体在空间有6个自由度来确定它的位置(定位和方向),这些自由度构成了3个平移和3个转角,所以一个物体的实际定位和方向与所期望值相比具有6个误差源。机床的滑座是一个在空间被限制了5个自由度的物体,由于导轨的几何缺陷,滑座在运动中表现出直线度误差、绕3个轴的转角误差和沿导轨定位误差。
图1描述了滑座—导轨系统的运动误差。δ表示平移运动误差、ε表示转角运动误差;下标表示平移误差的作用方向或转角误差转动轴的方向;括号内的字母表示平移运动的方向。所有误差都是移动距离的函数。
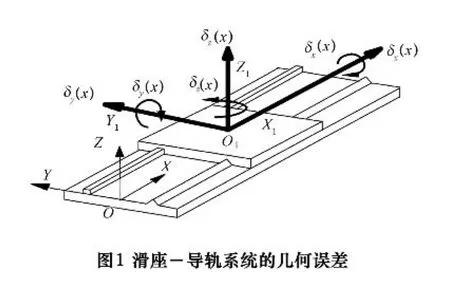
图2描述了转动部件的几何误差。与直线运动的几何误差定义相似,δ表示平移误差、ε表示转角误差;下标表示平移误差的作用方向或转角误差转动轴的方向;括号内的变量表示转动的角度。所有误差都是转动角度的函数。
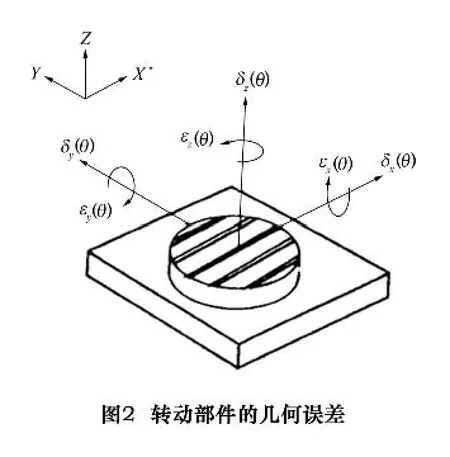
机床各坐标轴之间还存在垂直度误差。这些误差构成了几何误差源。
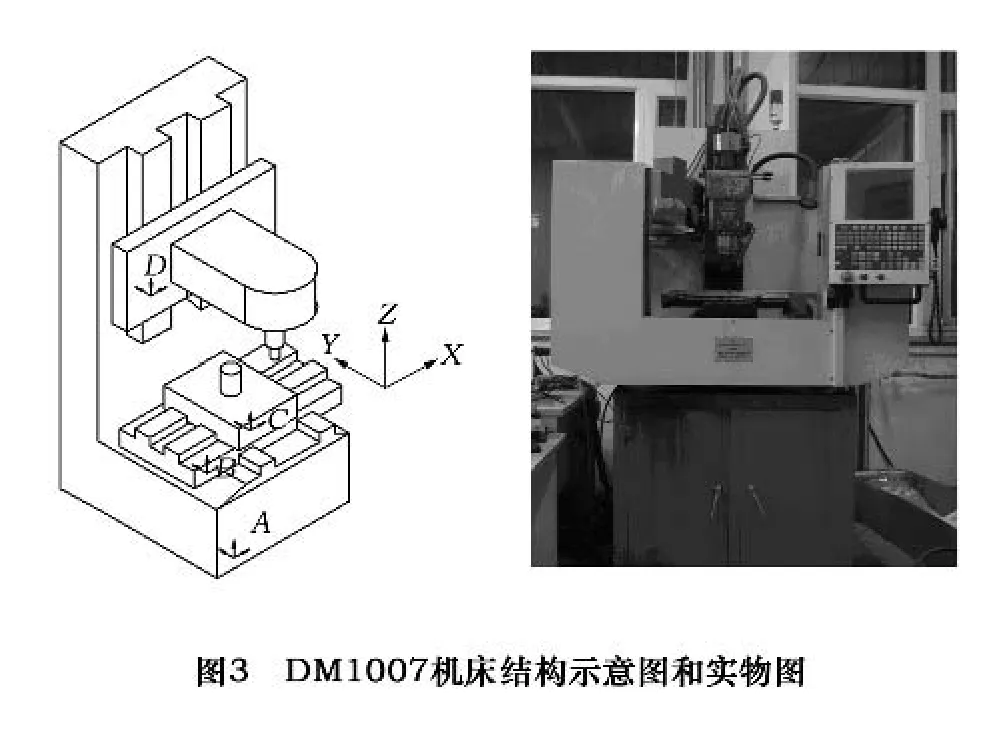
2 DM1007机床几何误差描述
对于DM1007机床,只有三个运动轴X、Y、Z。当机床沿X轴运动时,在X、Y、Z方向存在线位移误差:δx(x)、δy(x)、δz(x),还存在绕 X、Y、Z 方向的角位移误差:εx(x)、εy(x)、εz(x),此6项误差皆与 X 坐标的位置x有关。同理,沿Y运动时,在X、Y、Z方向存在线位移误差:δx(y)、δy(y)、δz(y),和绕 X、Y、Z 的角位移误差:εx(y)、εy(y)、εz(y),此6项误差皆与Y 坐标的位置y有关;沿Z运动时,在X、Y、Z方向存在线位移误差:δx(z)、δy(z)、δz(x),和绕 X、Y、Z 方向的角位移误差:εx(z)、εy(z)、εz(z),此6项误差皆与Z坐标的位置z有关。另外X、Y、Z坐标间有3项垂直度误差εxy、εyz、εzx。
3 利用九线法进行机床误差辨识
在围绕机床误差辨识中如何更好地应用双频激光测量仪器,众多学者相继提出22线法、15线法、14线法、12线法、9线法等多种位移方法。这些方法各有自己的特点,其中由刘又午最早提出的9线法,在三轴几何误差辨识的过程中求解最为简单,辨识精度高,而且没有原理误差,具有简便快捷的特点。本文即使用九线法对DM1007机床进行几何误差辨识。
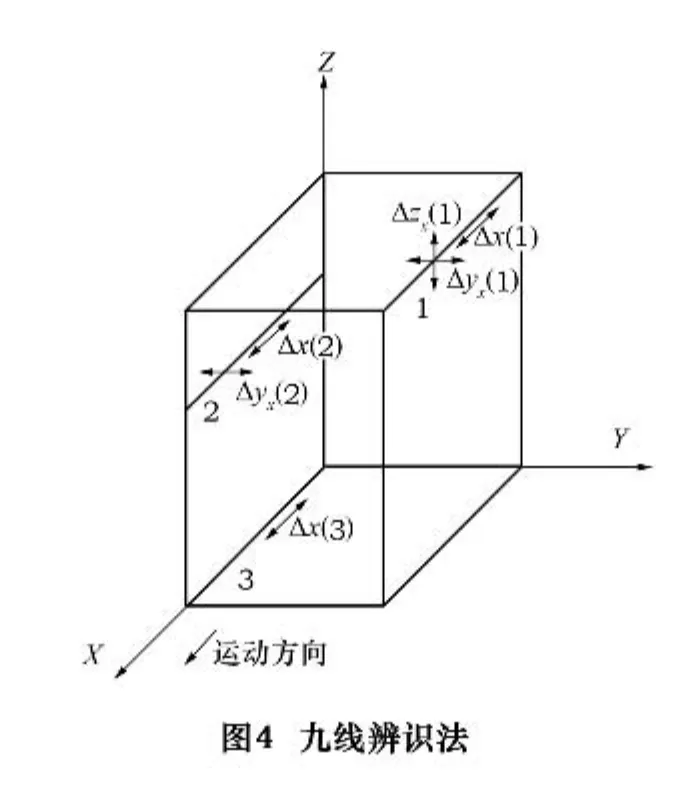
当工作台局部坐标系(图4)中给定点Ai(Xi,Yi,Zi),i=l、2、3,沿X 坐标运动时,可测定其位移误差值Δxi(x)。对线l,在A1点同时测定其Y向和Z向直线度误差Δy1(x)和 Δz1(x)。对线2,在A2点测定其Y向直线度误差Δy2(y)。
由图4可知,y2=0,y3=0,z3=0,将各坐标值及激光干涉仪所测空间误差值代入式(4)中,即可求得X轴的几何误差。适当选取测点位置,可得唯一解。用同样的方法辨识Y向和Z向的12项误差。用激光干涉仪可以直接测得三个轴之间的垂直度误差,这样就可以辨识出机床所有的21项基本几何误差。
4 双频激光干涉仪的实验应用
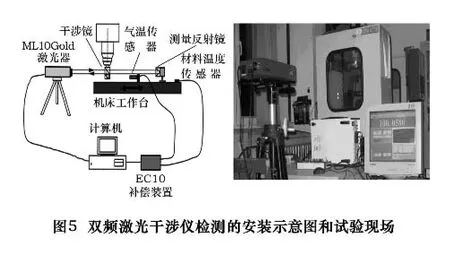
机床的误差检测,它以激光在真空中的波长作为长度测量基准,具有稳定性好,可测范围大,抗干扰能力强,分辨率高等一系列优点。本实验中使用的英国Renishaw公司生产的ML10Gold型激光干涉仪,线形测量分辨率为0.001μm,线形测量范围为40 m,线形测量精度为±0.7×10-6,最高测量速度为60 m/min,长期稳频精度为±0.5×10-6。激光干涉仪实际测量时的安装示意图如图5所示,核心装置由ML10Gold激光器和EC10补偿装置组成。该系统可以用于测量轴的定位精度和重复定位精度、轴的角度俯仰和偏转、轴的直线度、轴与轴间的垂直度、表面的平面度、工作台角度定位以及机床的动态性能等。
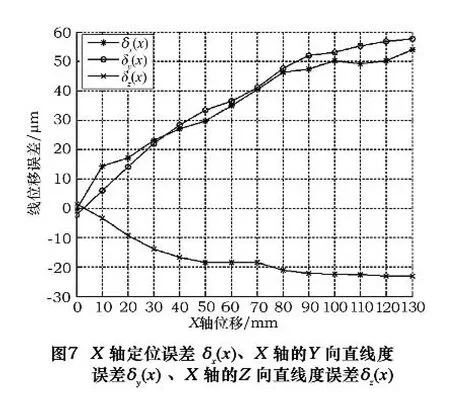
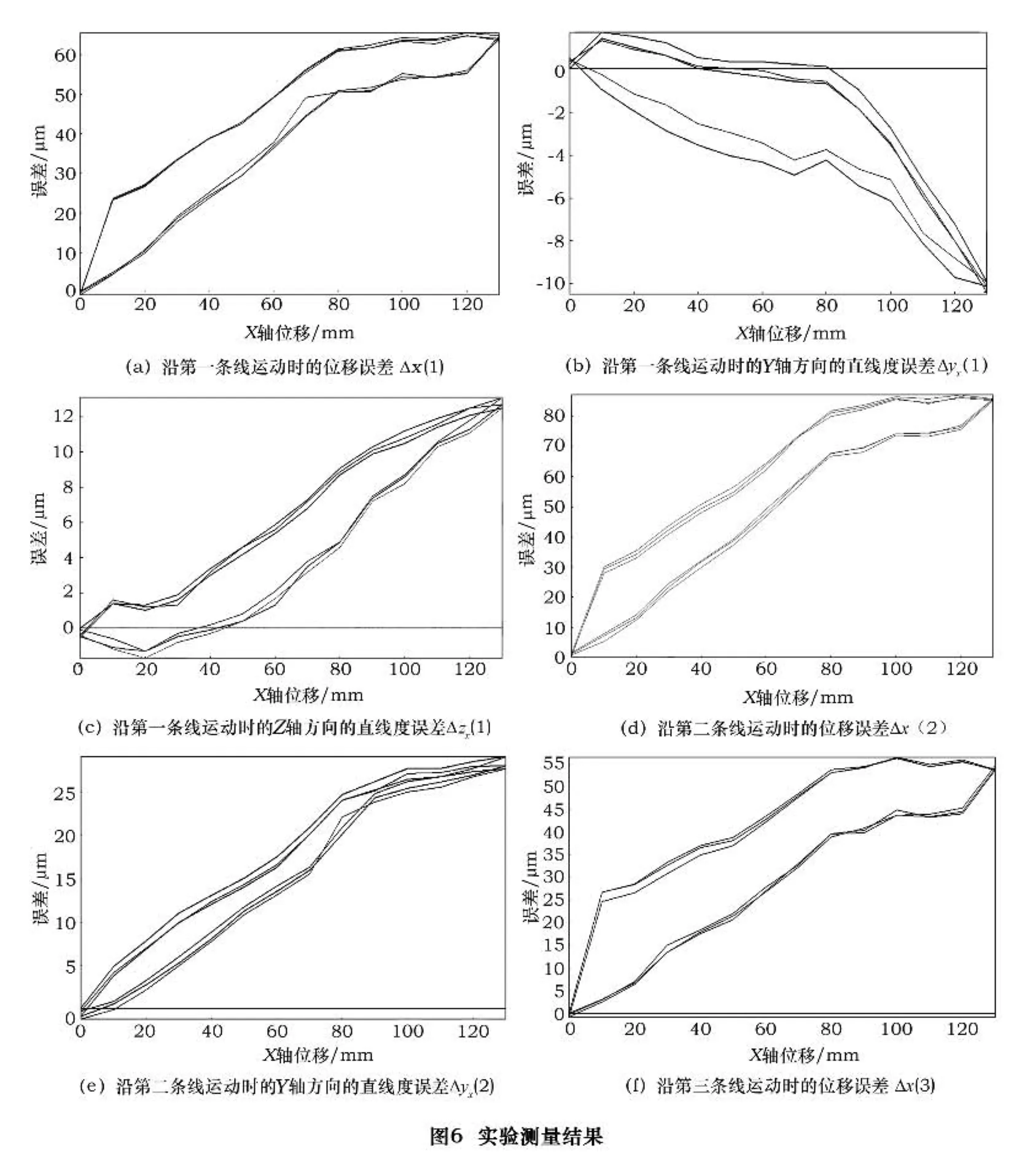
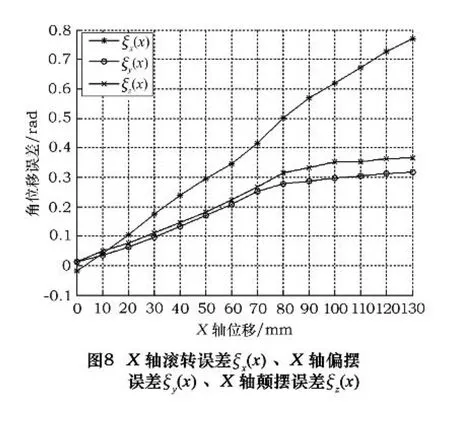
双频激光干涉仪的安装示意图和试验现场如图5所示。在试验中,对DM1007机床各轴进行位移误差和直线度误差的检测。为尽量减小人为误差,每次测量来回测量三次,得到六组测量数据,数据处理时取这六组数据的平均值作为每次的检测结果,将测得的结果再由上述的九线辨识法便可辨识出各轴的误差。图6给出的是工作台沿X轴方向运动时的线位移误差和直线度误差(试验中工作台沿X轴的移动距离为130 mm,每隔10 mm采集一次数据)。图7和图8是通过公式(4)分离出X轴的六项基本几何误差。Y轴误差参数和Z轴误差参数辨识方法与X轴类似,本文就不再重述。
5 结语
本文通过分析多轴机床的几何误差源,在不计刀具和工件安装误差的条件下对DM1007数控铣床进行了几何误差描述,使用英国Renishaw公司生产的ML10Gold型双频激光干涉仪进行了X、Y、Z三个轴的位置度误差和直线度误差测量,采用九线几何误差辨识法对其进行了误差辨识,从得到的辨识结果中证实了该方法的简单快捷,且具有较高的辨识精度。
[1]Zhang G,Ouyang R,Lu B,etal.A Displacement Method for Machine Geometry Calibration[Jl.Annals of CIRP,1988,37(1):515-518.
[2]Chen GQ,Yuan JX,Ni J.A Displacement Measurement Approach for Machine Geometric Error Assessment[J].International Journal of Machine Tools&Manufacture,2001,41(1):149-161.
[3]范晋伟.基于多体系统运动学的数控机床运动建模及软件补偿技术的研究[D]:[学位论文].天津:天津大学,1996.
[4]赵小松,方沂,章青,等.四轴联动加工中心误差补偿技术的研究[J].中国机械工程,2000(6):637-639.
作者:范晋伟,男,1965年生,教授,博士生导师,主要从事数字化精密加工与检测方面的研究。
(编辑 汪 艺)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
The Study of Geometric Error ldentification of DM1007 Milling Machine Based on Laser lnterferometer
HU Jianzhong,WANG Bolei,WANG Min,FAN Jinwei,ZAN Tao
(The Key Laboratory of Advanced Manufacturing,College of Mechanical and Electronic Application,Beijing University of Technology,Beijing 100124,CHN)
In this paper,the geometric errors of DM1007 milling machine is described.The 9-line method is used to identify error parameters,and ML10Gold laser interferometer produced by Renishaw is used to mea-sure error parameters.Through the experiment,we find this method is simple ,quick and has a high re-cognition accuracy.
Milling Machine;Error Identification;9-line Method;Laser Interferometer
TH161,TG659 文献标示码:A
2009-11-30)
10432
猜你喜欢
农机使用与维修(2022年11期)2022-11-17
计量学报(2022年7期)2022-08-23
九江学院学报(自然科学版)(2022年2期)2022-07-02
设备管理与维修(2021年20期)2021-11-26
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年6期)2019-06-25
航天电子对抗(2019年4期)2019-06-02
制造技术与机床(2017年6期)2018-01-19
计算机测量与控制(2017年12期)2018-01-05
制造技术与机床(2017年11期)2017-12-18
