
陶瓷管工件回转夹紧装置的研制
2010-09-11 01:50吴小邦
制造技术与机床 2010年4期
吴小邦
(常州机电职业技术学院,江苏 常州 213164)
陶瓷管工件回转夹紧装置的研制
吴小邦
(常州机电职业技术学院,江苏 常州 213164)
研制一陶瓷管零件的夹紧装置,采用气动和双向软夹头形式,可柔性夹紧长度很短的脆性零件;独特的内置式气缸和皮带轮结构,使轴向尺寸十分紧凑。
弹性软夹头 内置气缸
江苏宜兴某陶瓷有限公司生产一种陶瓷管,材料为Al2O3压铸成型,为大批量生产。其中一种零件尺寸如图1所示。该件在压铸成型后,需加工小端面及孔口倒角,其内腔中部要加工成形,所以需设计一小型专机。在此专机中的核心部件是工件定心夹紧装置的设计。
1 夹紧装置结构设计构思
在整个专机设计中,陶瓷管的夹紧装置设计是关键,它关系到研制工作的成败。在夹紧装置设计过程中笔者主要从以下三个方面考虑:
(1)针对材料易夹碎的特点,宜采用气动夹紧,气缸推动弹簧夹头定心夹紧,且弹簧夹头应设计成软爪形式,以防止夹伤工件。
(2)由于工件长度短,其中夹紧面长度只有32 mm,装置的长度方向应设计紧凑,气缸需设计成内置式结构,同时设计一内置式传动皮带轮带动工件旋转。活塞不随轴头旋转,轴头的回转和活塞的移动由推力轴承隔开。
(3)从工件尺寸看,磨削头应从工件大孔处进入,这样就设计成两端进刀加工,也便于刀架布置,所以是一种双向夹头形式。
(4)夹紧布置方式:考虑到工件材料在加工时呈粉末状,工件安装于箱体内应保持在垂直方向,使加工时的粉尘靠重力落下,并通过集尘装置带走。
所以该装置的总体形式为双向气动软夹头装置,整体结构装配于一箱体内,箱体可固定在支架上,刀架、电动机及工件定位机构也布置在支架上。箱体内的轴头,由固联在上的皮带轮带动,轴头内布置弹簧夹头,由内置气缸提供夹紧力。具体机械结构见图2。

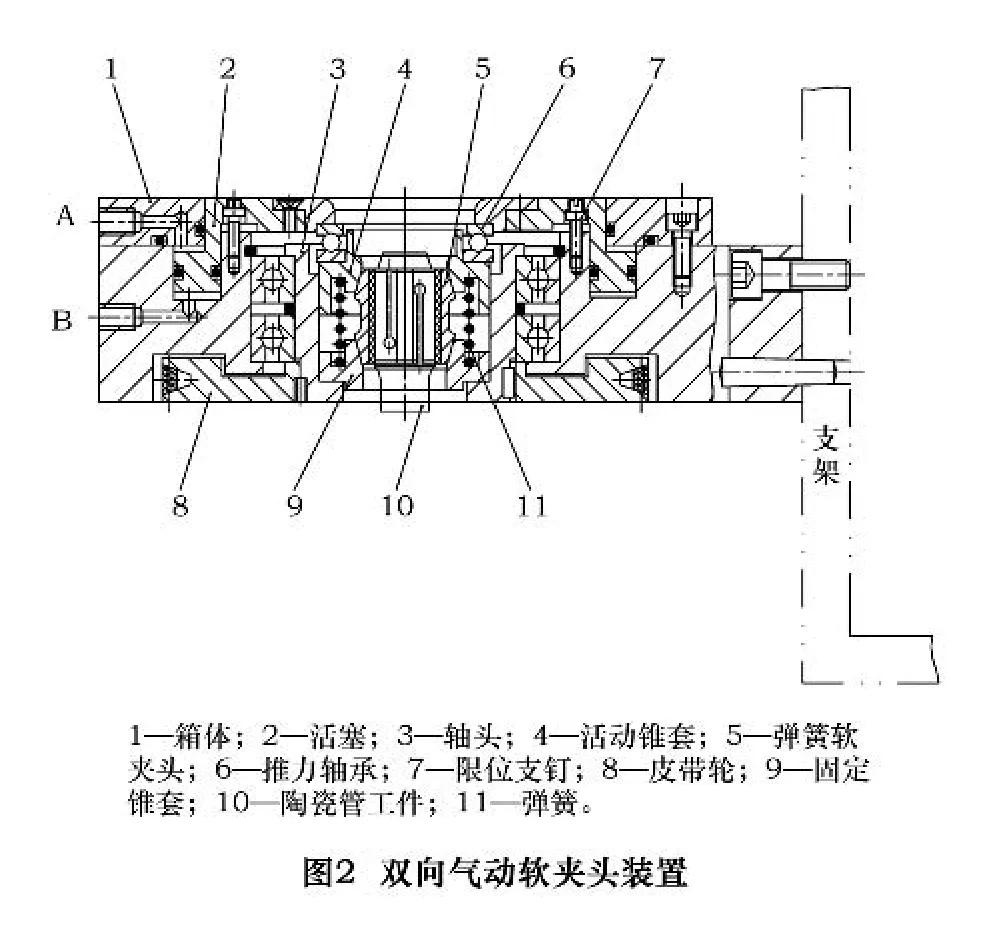
气缸从A口进气后推动活塞2向下运动,再通过推力轴承6压向轴头3内孔中的活动锥套4,活动锥套的内锥面推压弹簧夹头5的上锥面,使弹簧夹头向下移动,从而使其下锥面靠向下面固定锥套9的内锥面,这样两端收紧弹簧夹头,从而夹紧其中的陶瓷管工件。在工件两端面和内孔加工完毕后,从B口进气使活塞向上,同时弹簧11顶开活动锥套和推力轴承,松开弹簧夹头,陶瓷管10靠自重落下(陶瓷管的轴向由外气缸定位,在图中未画)。这里活塞的移动和轴头的转动由推力轴承隔开。为防止夹头中未放工件时操作人员误操作使活塞2向下,导致弹簧夹头的变形加大而影响使用寿命,装置中还设置了限位支钉7。
2 弹簧夹头设计
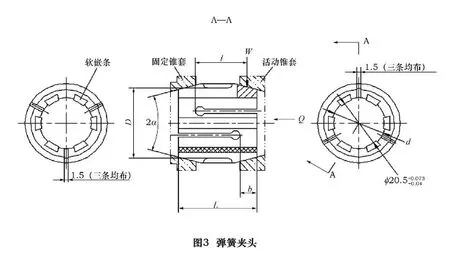
在夹紧装置中,弹簧夹头的设计最为关键,因为如夹头设计刚性过大,会夹不紧工件;刚性过小则易夹碎工件。设计中为防止夹伤工件表面,弹簧夹头内孔中镶嵌了6条聚四氟乙稀条料,采用一种软夹头夹紧形式。弹簧夹头体用65Mn钢淬火并经定性处理,内孔磨削后用线切割加工6条轴向通槽,嵌入6条聚四氟乙稀条料后再车削内孔,再用电火花在两端面始加工径向各三条半通槽,依靠夹头变形夹紧工件。夹头结构如图3所示。
经过材料压力试验,在工件夹紧长度上的压力应控制在280~320 N,超出该范围会出现压碎现象。所以应合理选择弹簧夹头的参数,精确计算径向夹紧力。根据图3中的参数标注,设计过程如下:
(1)计算径向夹紧力W

式中:Q为轴向作用力(气缸输出力),N;R为夹爪的变形阻力,N;α为弹性夹爪锥角之半,(°);φ1为弹性夹爪与套筒间的摩擦角,(°);φ2为弹性夹爪与工件间的摩擦角,(°)。
从上可知夹爪的变形阻力R需进一步计算。
(2)计算夹爪的变形阻力R
因夹爪直径较小,又要均布加工6条轴向通槽,如果仅从一边3条考虑,夹爪瓣数取为3,夹爪的变形阻力R′为
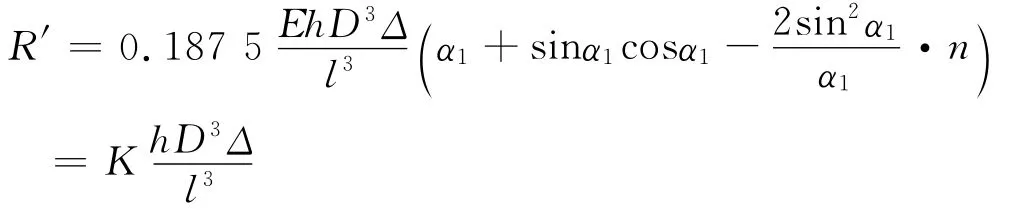
式中:n为夹爪瓣数;α1为弹性夹爪每瓣所占扇形角之半,rad;K为系数,和夹爪瓣数n有关,如取n=3,K=6 000;n=6,K=400;Δ为夹爪与工件的径向间隙(直径方向),mm;h为夹爪弯曲部分的厚度,mm,为(D-d)/2;l为夹爪的根部至锥面中点的距离,mm;E为材料弹性模量,MPa。
因夹头的结构是双向夹紧的,另一方向还开有3条半通槽,则变形阻力会大幅减小。如图3设夹爪总长为L,另一方向的半通槽留边量为b,则变形阻力变为原来的b/L,所以:

这里要说明的是:
①夹紧时实际和工件直接接触的是聚四氟乙稀条料,有微小的缓冲作用,所以实际夹紧力比理论计算值要小;
②为了保证弹簧夹头的正常工作,避免产生残余变形,故扩张量不应超过定值Δdx(Δdx=0.05dx,dx为工件直径)。在本例中,夹头内孔设计值为φ20.mm(图4),而工件最小为φ20.2 mm(图1),故Δdxmax=0.373 mm。
(3)活动锥套和固定锥套的设计
影响弹簧夹头定心精度的主要因素是弹簧夹头本身的制造精度。另外从图3的结构图中可看出,夹头两端的收紧要靠固定锥套和活动锥套的移动,这两个零件的精度也间接影响到定心精度。主要有下列几点要注意:
①为保证两端夹紧长度尽量长,夹头应在头部夹紧陶瓷管工件,所以锥套内锥孔的角度要比夹头的外锥角稍大一些。这里内锥角取为31°,夹头外锥角2α取为30°(见图4)。
②二锥套的外圆和锥孔要保证同轴,否则会造成夹紧后的中心偏移。
③固定锥套的内锥、活动锥套的外圆和内锥要有较高的硬度,同时要能承受一定的冲击载荷,所以采用20Cr钢渗碳淬火处理。
(4)弹簧的设计
考虑到工作频率很高(约15 s动作一次),弹簧须有较高的疲劳强度,可选用材料50Cr VA油淬火回火45 HRC左右。从图2中可看出,从B口进气使活塞向上,同时弹簧11向上顶开活动锥套和推力轴承,松开弹簧夹头。弹簧力须克服摩擦阻力(活动锥套和轴头之间、活塞和活塞缸之间)及活动锥套、推力轴承和活塞的重量。所以弹簧设计时要考虑较大的刚度,它抵消了一部分气缸的推力。设计时要依据上述计算公式调整变形阻力R和弹簧刚度,使产生的径向夹紧力W(两端)不超过320 N。计算气缸产生的轴向力Q时,计算压强取为0.5 MPa时系统较为稳定。

3 夹紧装置的应用前景
该双向夹紧装置在专用机床上有较好的应用前景,如用于需两端加工的轴类工件的定心夹紧。其独特的内置式气缸和皮带轮结构,使轴向尺寸十分紧凑;采用气动和软夹头结构形式,可柔性夹紧脆性工件,且夹紧力可调,便于自动化控制。如工件长度再短,可考虑采用一个滚动轴承的布置方式;如要求夹紧力较大,可采用液压夹紧,机械结构形式不变。
[1]杨黎明.机床夹具设计手册[K].北京:国防工业出版社,1996.
[2]刘守勇.机械制造工艺与机床夹具[M].北京:机械工业出版社,2000.
作者:吴小邦,男,1962年生,高级工程师,副教授,从事工艺及装备的设计和教学工作。
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
One Development of Rotary Clamp Equipment of Ceramic Pipe Workpiece
WU Xiaobang
(Changzhou Institute of Mechatronic Technology,Changzhou 213164,CHN)
Development clamp equipment of ceramic pipe part with form of pneumatic and double direction flexible collet,it may clamp flexibly very short brittle part in length.It make very compact in axis direction dimension with inimitable built-in cylinder and structure of strap wheel.
Elasticity Flexible Collet;Built-in Cylinder
(编辑 谭弘颖) (
2009-07-30)
10445
猜你喜欢
城市公共交通(2022年10期)2022-12-09
机械工业标准化与质量(2022年7期)2022-08-12
机械管理开发(2022年6期)2022-07-14
一重技术(2021年5期)2022-01-18
汽车维护与修理(2019年1期)2019-07-09
模具制造(2019年4期)2019-06-24
时代农机(2018年8期)2018-10-26
制造技术与机床(2017年2期)2017-05-04
科技创新导报(2016年9期)2016-05-14
组合机床与自动化加工技术(2014年11期)2014-06-29
